钻杆接头耐磨带材料
- 格式:pdf
- 大小:132.86 KB
- 文档页数:4
信息交流两种钻杆涂层新材料几十年来,钻井行业一直在寻求一种完善的管材涂层新材料,因为管内壁粗糙对钻井液泵送产生不利的摩擦影响,若钻杆经过涂层,钻井泵流量可增加15%,泵压还能得到控制。
据Drilling C ontractor报道,美国IC O公司研制成一种IPC100涂层粉末,这种材料能耐高温和酸性溶液,还可防止钢丝绳损坏和腐蚀。
钻杆内壁可涂上厚达20312~33012μm的IPC100涂层粉末,且绝无漏涂现象,工艺过程为,在399℃高温下对管子实施12h的热清洗,然后在管内涂底漆,再加热管子,喷涂该粉末,粉末融化后,管子通过传输炉加以硬化便成。
经过内涂层的钻杆能耐177℃~204℃的高温。
由于粉末材料摩擦系数低,钻井液流量更大,如果流量提高10%~15%,则可缩小钻井泵尺寸,减轻钻机质量。
钢丝绳腐蚀的湿擦硬度试验表明,IPC100涂层粉末的工作性能要比仅涂一层薄膜液好4倍以上。
此外,抗有机酸和无机酸试验表明,该粉末涂层比对比试验中用的普通涂层要耐用得多。
如在美国路州西北的高度腐蚀井下环境里,涂有IPC100粉末涂层的钻杆可持续使用一年,而经过普通涂层的钻杆仅下井5~6周便损坏。
美国Patters on公司研制成另一种涂层材料,商品名称是CeRamK ote54。
这种涂层材料内含90%(以质量计)的陶瓷,将其掺入环氧粘结剂树脂内,形成陶瓷-环氧综合剂,涂在钻杆上初呈液态,经过硬化和化学交联处理,使钻杆内壁表面坚硬,能经受冲击和磨蚀,其机械韧性可使钻杆使用寿命延长一倍左右。
这种涂层材料除用于G级 8819m m和 10116m m 钻杆外,还可用于长达27m的隔水导管。
(胡辛禾)挪威MH公司顶驱研制新动态挪威MH(Maritime Hydraulics)公司近年来生产PT D系列轻便顶驱和DDM系列重型顶驱。
在PT D系列顶驱中,取消了原来的PT DHY—12×355型和PT DE L2PA44—5W型顶驱,开发了PT D—S350型顶驱,形成了PT D—S350型、PT D—410型和PT D—500型等3种规格PT D新系列顶驱,提升载荷3500~5000kN,连续扭矩46~54kN・m,最高转速200~235r/min,输入功率580~1178kW。
北京佳倍德科技有限公司钻杆接头耐磨带焊接规范应用于佳倍德D100耐磨带产品2011年6月08日第一部分在新钻具和未曾敷焊的旧钻具上敷焊耐磨带 (3)1概述 (3)1.1范围 (3)1.2敷焊单位责任 (3)1.3钻具业主责任 (4)1.4翻新注意事项 (4)2背景介绍 (5)2.1耐磨带敷焊 (5)2.2佳倍德耐磨带 (5)3佳倍德耐磨带推荐敷焊类型 (5)3.1敷焊类型 (5)4敷焊工序规范(WPS) (9)4.1概述 (9)4.2焊面准备 (10)4.3敷焊参数 (10)4.4敷焊设备要求 (10)4.5敷焊工序评定(WPQ) (12)4.6敷焊参数设置 (14)4.7焊工表现评定(WPQ) (15)4.8续证资格 (16)4.9推荐的质检指南 (16)5耐磨带敷焊位置(建议) (17)5.1加重钻杆 (17)5.2钻铤 (18)6参考图片 (20)第二部分翻新工序 (21)7耐磨带翻新概览 (21)7.1概述 (21)7.2WPS,WPQ和PQR (21)7.3翻新设计 (21)7.4翻新警示 (21)7.5原有裂纹 (21)7.6历史记录 (22)7.7原有残留厚度 (22)7.8稀释效应 (22)7.9历史记录 (23)7.10敷焊参数和焊道外形 (23)8翻新步骤 (23)8.1概述 (23)8.2清洁残留耐磨带 (24)8.3对残留的耐磨带区域做检查 (24)8.4现有的耐磨带开裂现象 (24)8.5现有的耐磨带出现剥落现象 (25)8.6耐磨带上出现气孔 (25)8.7耐磨带上出现空隙 (26)8.8残留耐磨带厚度上限 (26)8.9翻新步骤/参考 (26)9翻新参考图片 (27)10佳倍德耐磨带焊丝用量估算表 (29)11温度转换图板 (30)13布氏—洛氏硬度换算表 (31)14工序质量记录(PQR) (32)第一部分在新钻具和未曾敷焊的旧钻具上敷焊耐磨带1概述1.1范围1.1.1本手册旨在向佳倍德耐磨带的敷焊单位和产品的终端用户提供技术参考。

钻井钻具接头钻井钻具接头是钻井工具中的关键部件。
随着石油开采技术的不断提高,钻井钻具接头的质量和性能要求也越来越高。
本文就钻井钻具接头的定义、分类、性能要求、生产工艺等方面进行讨论。
一、定义钻井钻具接头是一种钻井工具,用于连接钻具和钻井管道的连接器。
它不仅承载着传递动力、传递扭矩和承受冲击的重要职能,同时还在连续的运动和冲击力下承受着高温和高压的环境,所以接头材料必须具备高强度、高耐磨性、耐腐蚀性和耐热能力。
二、分类钻井钻具接头按用途可以分为两大类:转接接头和连接接头。
前者用于连接不同规格或不同型号的管柱或钻具,后者用于连接同一规格和同一型号的管柱或钻具。
根据接头结构的不同,其又可分为通用接头、非常规接头和旋转控制接头。
通用接头是具有一定形状、尺寸、牙型和通径的接头,具有一定的通用性,适用于不同规格或不同型号的管柱或钻具的连接。
非常规接头是指特殊结构或特殊规格的接头,适用于特殊的工况和钻井环境,如Y型接头、T型接头、缩径接头等。
旋转控制接头主要是用于控制钻柱的扭矩传递和转向,保证钻井的方向和控制井眼偏移。
其结构复杂,包括转向套、定向齿轮、转向环、连接节等部分。
三、性能要求钻井钻具接头的主要性能要求包括力学强度、耐腐蚀性、耐磨性、耐热性、密封性等方面。
力学强度是衡量钻井钻具接头耐受负载的重要指标,包括弯矩强度、抗压强度、拉伸强度和扭矩强度等方面,其强度必须超过最大使用负荷,以确保接头不会发生断裂或变形。
钻井钻具接头经常处于高温、高压、高速的工作条件下,同时接触到油气、盐水等恶劣环境,因此具有良好的耐腐蚀性、耐磨性和耐热性,以延长使用寿命。
钻井钻具接头的密封性能是一项重要的技术指标。
它包括连接密封和内部密封。
连接密封主要是靠结构设计和密封胶圈的选择实现,内部密封可以采用压力平衡装置或密封生成器等技术手段来实现。
四、生产工艺钻井钻具接头的生产工艺主要包括锻造、机加工和热处理等环节。
锻造是制造钻井钻具接头最常用的工艺,通过高温锻造和模具成型来实现接头的大变形和强度提升。
常用钻具技术参数————————————————————————————————作者:————————————————————————————————日期:钻杆(1)2-7/8〞钻杆1)★外径:2-7/8〞(73mm);2)内径:2.151”(54.6mm);3)★钻杆钢级:G105;4)★加工形式: EU;5)壁厚:9.19mm;6)★重量:10.4ppf7)总长度(从台肩到台肩):31ft±0.5ft ;8)材质硬度:HB(TJ)285-340;9)★接头扣型:NC31;10)螺纹旋型:右旋;11)★接头外径:104.8mm;12)★接头内径:50.8mm;13)焊接方法:摩擦焊接;14)接头扣钳部分长度:10〞 Pin(不含扣长)x12.5〞 Box;15)吊卡台肩:18°;16)管子表面:清漆;17)★内部涂装:TK34;18)接头和管体材料产地:宝钢;19)接头耐磨带:母接头端敷焊宽度为3〞ARNCO-100XT的耐磨带,在母扣18°台肩面上敷焊宽度为1〞的ARNCO-100XT耐磨带。
20)含接头估重:16.5KG/M(2)3-1/2”钻杆1)★外径:3-1/2〞(88.9mm);2)内径:2.764”(70.2mm);3)★钻杆钢级:S135;4)★加工形式: EU;5)壁厚:9.35mm;6)★重量:13.3ppf7)总长度(从台肩到台肩):31ft±0.5ft ;8)材质硬度:HB(TJ)285-340;9)★接头扣型:NC38;10)螺纹旋型:右旋;11)★接头外径:127mm;12)★接头内径:54mm;13)焊接方法:摩擦焊接;14)接头扣钳部分长度:10〞 Pin(不含扣长)x12.5〞 Box;15)吊卡台肩:18°;16)管子表面:清漆;17)★内部涂装:TK34;18)接头和管体材料产地:宝钢;19)接头耐磨带:母接头端敷焊宽度为3〞ARNCO-100XT的耐磨带,在母扣18°台肩面上敷焊宽度为1〞的ARNCO-100XT耐磨带。
无磁钻铤耐磨材料优选及焊丝研制针对无磁钻铤耐磨性差,价格昂贵。
随着公司水平井、大位移井、超深井等复杂结构井越来越多,无磁钻铤的应用越来越广泛,无磁钻铤的磨损问题也越来越突出,严重影响了无磁钻铤的使用寿命,也大大增加了钻井成本。
因此开展无磁钻铤的耐磨材料和喷焊工艺研究与应用具有十分重要的工程应用价值。
本科技类项目(无磁钻铤耐磨材料和堆焊工艺研究与应用)服务商只有西安纳特石油技术有限责任公司,且需要采用该服务商不可替代的专有技术。
采购单位为长城钻具公司。
西安纳特石油技术有限责任公司是国内最早研制石油钻杆耐磨带药芯进口焊丝替代产品的公司之一。
经过多年发展,已形成Nate101J、Nate303J、Nate505J、Nate707J等多种石油钻杆耐磨带药芯焊丝产品。
并获得一种堆焊用包芯焊丝发明专利(专利号:ZL021394908),一种喷焊用合金粉末发明专利(专利号:ZL02139492X)。
两种钻杆耐磨带药芯焊丝发明专利获申请受理:高抗裂型钻杆耐磨带药芯焊丝发明专利(申请号:200910023810.8),高减摩性钻杆耐磨带药芯焊丝发明专利(申请号:201010587824.5)。
该公司的石油钻杆耐磨带药芯焊丝专用系列产品种类齐全,适用性广泛、且技术领先,质量可靠。
(一)主要内容1、无磁药芯焊丝的制造工艺试验;2、无磁药芯焊丝堆焊工艺试验;3、滚压工艺研究试验;4、磨损研究试验。
(二)主要技术要求1、形成无磁钻铤耐磨带药芯焊丝配方、制造工艺,耐磨带堆焊工艺,无磁钻铤耐磨带硬度达到HRC40以上。
2、堆焊无磁钻铤10根,完成现场试验1井次,无磁钻铤同比寿命延长1倍以上。
(三)提交成果1、无磁钻铤耐磨带药芯焊丝配方;2、无磁钻铤耐磨带药芯焊丝生产制造工艺;3、试验用样丝300公斤。
(四)知识产权归属西安纳特石油技术有限责任公司与长城钻探工程有限公司钻具公司共享无磁钻铤耐磨带药芯焊丝配方。
(五)完成时间要求2012年12月30日前完成并通过验收。
我国目前通用的耐磨材料有以下几大系列:一是高锰钢系列:如高锰钢(ZGMn13)、高锰合金(ZGMn13Cr2MoRe)、超高锰合金(ZGMn18Cr2MoRe)等;二是抗磨铬铸铁系列:如高、中、低铬合金铸铁(如Cr15MOZCu);三是耐磨合金钢系列:如中、低、高碳多元金合钢(如ZG40SiMnCrMO和ZG35Cr2MoNiRe);四是奥贝球铁(ADI)系列;五是各类复合或梯度材料及硬质合金材料:如碳化铬复合材料(Cr2C3+Q235)、高能离子注渗碳化钨材料(WCSP)、高韧硬质合金(YK25.6)等;六是各类非金属耐磨材料:如聚合陶瓷复合材料、氮化硅(Si3N4)、增韧氧化锆(Y2O3+ZrO2)、增韧三氧化二铝(Al2O3/ZrO2)等。
不同系列的耐磨材料性能比较:2.2.1 高锰钢系列:其代表为高锰钢ZGMn13。
在承受剧烈冲击或接触应力下,其表面会迅速硬化,而芯部仍保持极强的韧性,外硬内韧既抗磨损又抗冲击。
且表面受冲击越重,表面硬化就越充分,耐磨性就越好。
由于高锰钢自身硬度很低(HB170-230),在未硬化时耐磨性是极其有限的,若高锰钢件表面所承受冲击力不足,则表面不能充分硬化(充分硬化后表面硬度可达HB550以上,反之则在HB350以下)则耐磨性无从发挥,而呈现出不耐磨状况。
2.2.2 抗磨高铬铸铁系列:按组织结构和使用情况,铬系铸铁可以分为三大类:第一类为具有良好高温性能的铬系白口铸铁。
这种铸铁含铬量为33%,其组织多数为奥氏体和铁铬碳化物,有时也出现铁素体。
这种合金除具有一定的耐磨性外,在温度不高于1050℃的高温工作条件下,具有良好的抗氧化性能。
第二类为具有良好耐磨性的铬系白口铸铁(简称高铬铸铁)。
这种铸铁中除含有12~20%的铬外,还含有适量的钼。
这类铸铁凝固后的组织为(Fe,Cr)7C3型碳化物和γ相。
当基体全部为马氏体时,这种合金的耐磨性能最好。
如果基体中存在残余奥氏体,通常要进行热处理。
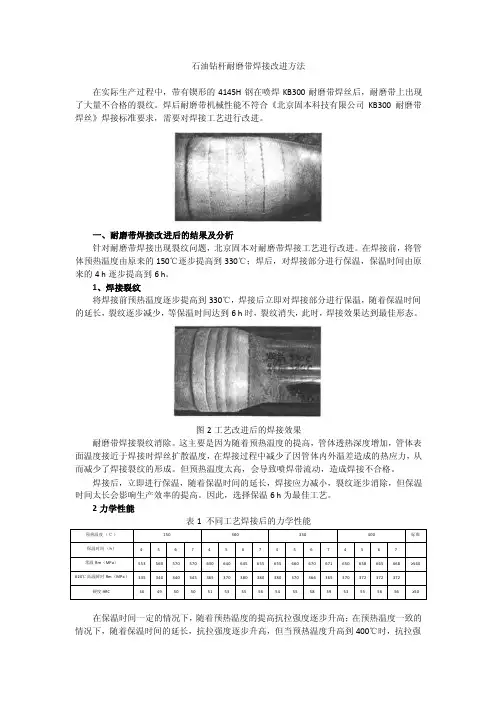
石油钻杆耐磨带焊接改进方法在实际生产过程中,带有锲形的4145H钢在喷焊KB300耐磨带焊丝后,耐磨带上出现了大量不合格的裂纹。
焊后耐磨带机械性能不符合《北京固本科技有限公司KB300耐磨带焊丝》焊接标准要求,需要对焊接工艺进行改进。
一、耐磨带焊接改进后的结果及分析针对耐磨带焊接出现裂纹问题,北京固本对耐磨带焊接工艺进行改进。
在焊接前,将管体预热温度由原来的150℃逐步提高到330℃;焊后,对焊接部分进行保温,保温时间由原来的4 h逐步提高到6 h。
1、焊接裂纹将焊接前预热温度逐步提高到330℃,焊接后立即对焊接部分进行保温,随着保温时间的延长,裂纹逐步减少,等保温时间达到6 h时,裂纹消失,此时,焊接效果达到最佳形态。
图2工艺改进后的焊接效果耐磨带焊接裂纹消除。
这主要是因为随着预热温度的提高,管体透热深度增加,管体表面温度接近于焊接时焊丝扩散温度,在焊接过程中减少了因管体内外温差造成的热应力,从而减少了焊接裂纹的形成。
但预热温度太高,会导致喷焊带流动,造成焊接不合格。
焊接后,立即进行保温,随着保温时间的延长,焊接应力减小,裂纹逐步消除,但保温时间太长会影响生产效率的提高。
因此,选择保温6 h为最佳工艺。
2力学性能表1 不同工艺焊接后的力学性能在保温时间一定的情况下,随着预热温度的提高抗拉强度逐步升高;在预热温度一致的情况下,随着保温时间的延长,抗拉强度逐步升高,但当预热温度升高到400℃时,抗拉强度开始出现下降趋势;硬度值的变化规律与抗拉强度一致。
这主要是因为预热温度上升,基体表面温度升高,温差减小,有利于焊接时组织均匀化,提高抗拉强度,但当温度太高焊接层出现熔化现象,使组织破坏,强度下降;保温时间延长,有利于焊接组织均匀化,从而提高性能,但预热温度超过330℃时,焊接部分开始出现熔化现象.为此,预热温度选择300℃为佳:保温时间达到6 h后,抗拉强度几乎不再变化,从生产效益方面考虑,选择保温6 h为宜。

两种钻杆耐磨带摩擦磨损性能试验对比分析付太森;王建军;胡俊;赵永安;徐欣;宋延鹏【期刊名称】《石油矿场机械》【年(卷),期】2016(045)012【摘要】钻井过程中防止套管磨损的主要措施是采用钻杆耐磨带。
通过室内模拟试验评价方法,对ARM 耐磨带、X 型耐磨带以及钻杆接头本体材料与 Q125套管组成摩擦副,在钻井液介质中进行了摩擦磨损性能评价。
试验结果表明,试验评价方法可行;且 ARM 耐磨带具有较好的耐磨性。
【总页数】3页(P37-39)【作者】付太森;王建军;胡俊;赵永安;徐欣;宋延鹏【作者单位】中石化中原储气库有限责任公司,河南濮阳 457001;中国石油集团石油管工程技术研究院石油管材及装备材料服役行为与结构安全国家重点试验室,西安 710077;中石化中原储气库有限责任公司,河南濮阳 457001;宝山钢铁股份有限公司,上海 201900;中国石油集团石油管工程技术研究院石油管材及装备材料服役行为与结构安全国家重点试验室,西安 710077;西安康普威能源技术有限公司,西安 710065【正文语种】中文【中图分类】TE921.2【相关文献】1.钻杆接头耐磨带材料研究进展 [J], 王镇全;张凯;王德国;赵波2.石油钻杆激光增材制备耐磨带的组织结构及性能研究 [J], 田洪芳;澹台凡亮;侯庆玲;李光浩;郎坤;王伟3.某井S135钢级钻杆接头耐磨带区域刺漏原因分析 [J], 陈猛;余世杰;欧阳志英4.钻杆接头喷焊层耐磨带脱落情况分析 [J], 李亚敏;张然;支鹏鹏;刘永红;王琴5.钻杆耐磨带技术分析 [J], 满国祥;程林;王克虎;杨宏伟;孔令沪;吴浩宇因版权原因,仅展示原文概要,查看原文内容请购买。
国产石油钻杆接头耐磨带材料的蓬勃发展
钻杆接头耐磨带以其一定的耐磨性和减磨性,保护钻杆接头和套管免遭强烈的磨损,在
深井钻井、大位移井钻井和大斜度井钻井工程中获得了推广应用,而且接头耐磨带技术已经
成为国际重大石油工程项目招标中,投标方中标的必备技术条件之一。
钻杆接头耐磨带实质上是一个隔离带,用以保护钻杆接头和套管免遭强烈磨损,应当具
有较高的耐磨性和适度的减磨性。材料特性是影响耐磨带性能的核心因素,耐磨带特性的改
变取决于堆焊材料成分、组织性能的变化以及配套堆焊工艺的严格实施。耐磨带堆焊材料的
重大突破是我国耐磨带技术发展的必要条件,而引进焊材的国产化则是耐磨带技术发展的
充分条件。“材料控制性能”理论,在钻杆接头耐磨带技术发展过程中起到了积极的推动作用。
1石油钻杆接头耐磨带工作原理与性能影响因素
1.1耐磨带工作原理
钻杆接头耐磨带实质上是一个沿接头圆周方向,具有一定宽度和一定厚度的隔离带。通
过这个隔离带,使钻杆接头外壁和套管壁或井壁隔离,避免钻杆接头与套管壁或井壁直接接
触,以保护钻杆接头和套管免遭强烈磨损。耐磨带的工况条件比较复杂,性能要求比较苛刻,
应当具有良好的综合抗磨性能。所谓综合抗磨性能,是指具有较高耐磨性的同时还必须具有
适度的减磨性。最佳的耐磨性与减磨性之间存在一定的匹配关系,上述技术指标之间以及与
摩擦系数之间的函数关系的量化确立,可能对于耐磨带焊接材料性能的重大突破具有重要
参考价值。
1.2耐磨带性能影响因素
接头耐磨带性能影响因素较多,总体上有三大因素:
1.2.1载荷力的影响
在钻井过程中,凡是增大钻杆接头与套管内壁(或井壁)接触力的因素,都会加剧磨损
发生。如在“狗腿”度大的井段,接头与套管内壁接触压力相对增大,此时无论是耐磨带还是
套管内壁(或井壁),其磨损现象就会加剧。
1.2.2摩擦系数的影响
在钻井过程中,凡是增大接头与套管内壁摩擦系数的因素,都会加剧磨损发生。如润滑
剂品种或加入量不合适、转盘转速增大以及温度过高或过低时,其磨损现象也会加剧。
1.2.3耐磨带与套管(或井壁)材料特性的影响
根据摩擦学中的“吸附膜”理论,对于钻杆钢与岩石形成的摩擦副,两者之间很难形成
吸附膜,摩擦系数主要取决于摩擦副材料的表面特性,而摩擦副其表面特性是稳定的,摩擦
系数受载荷的影响较小。对于钻杆与套管钢形成的摩擦副,两者之间比较容易形成吸附膜,
当施加正压力时,随吸附膜逐渐被破坏,摩擦副表面特性对摩擦系数形成的贡献越来越大,
摩擦系数受载荷的影响较大。凡是增大摩擦系数的材料特性,都会加剧磨损发生。
在上述接头耐磨带性能影响因素中,前两个是外在因素,最后一个是内在因素,外因通
过内因起作用。也就是说,无论是载荷力的影响,还是摩擦系数的影响,最终要反映到耐磨
带与套管(或井壁)材料特性的影响上,材料特性是核心影响因素。在这里,套管(或井壁)
材料特性是被预先选定的(如套管的材质),可以改变材料特性的主要是耐磨带。而耐磨带
特性的改变,归根结底取决于堆焊材料成分、组织和性能的变化,以及配套堆焊工艺的严格
实施。
2石油钻杆接头耐磨带堆焊材料的发展
早期研制的耐磨接头被设在钻柱任意位置,主要用来减轻钻井过程中钻柱的扭矩。后来
有人将耐磨带移至钻柱接头部位,减少了钻柱联接接头数量,提高了钻具的使用寿命,开创
了耐磨带技术新时期。
我国现在现在市场上除了进口安科之外,国内相继有单位开展高性能耐磨带焊接材料
与进口焊材国产化的攻关工作,并且取得了可喜的进展。他们在在吸收进口产品优点的同
时,综合我国石油钻杆行业特点,及工况要求,生产研发出的国产耐磨带焊丝在市场上已是
屡见不鲜,使耐磨带焊丝摆脱了“进口焊丝价格昂贵,国内油田难以承受”的困难局面,也
提高中国钻井公司在国际招标运做中的竞争力,。新型钻杆接头耐磨带堆焊材料D114就是其
中一例。D100是一种采用高铬合金系统、直径为1.6mm的气保护药芯焊丝。该焊丝具有
价格便宜,工艺简便,焊前工件不需预热,焊后工件不必保温,可以重复堆焊等优点。对比试
验表明,D100耐磨带的磨损率低于Fe-50铁基合金粉耐磨带,它的耐磨性能与进口材料
相当。
从收集到的信息可以看出,较先进的石油钻杆堆焊材料由于价格的原因应用受限,国
内开发的专用堆焊材料如D114等较满意的堆焊材料偶有报道,然而市售可供选择的品种
数量有限。市场上可供选择的耐磨带堆焊材料品种以各类硬质合金居多。碳化钨一类材料磨
损套管的危害已经引起多数用户的关注,广大用户迫切需要价格合理、性能优良的新型耐磨
带堆焊材料。目前,与世界上主要的工业发达国家相比,我国的钻杆接头耐磨带技术以及在工
艺配套等方面尚有一定差距,在专用堆焊材料开发、相关标准制定以及性能评价等方面尚需
做大量的工作。期望在不太长的时间内,国产新型耐磨带专用堆焊材料,以及引进产品国产
化等研究工作,能够取得有价值的创新成果。
参考文献:
[1]林元华,付建红,施太和,等.套管磨损机理及其防磨措施研究[J].天然气工业,2004,
24(7):58-61.
[2]苏建文,卢强,马建民,等.新型耐磨材料特性在塔里木油田的推广应用[J].天然气工业,
2003,23(2):56-58.
[3]李玉民,李飞,郭建军,等.钻杆接头PT100耐磨带的敷焊工艺与应用[J].石油机械,
2003,31(5):20-22.
[3]胡建平,北京固本耐磨焊丝堆焊工艺与应用[J].石油机械,2003,31(5):20-22.
作者简介:孙咸,男,教授,长期从事焊接材料及金属
焊接性方面的研究和教学工作,对焊接材料软件开发具有丰富经验;获国家科技进步二等奖
1项(2000年),省(部)级科技进步一等奖2项,二等奖3项,发表学术论文80余篇;
1992年获国务院颁发的政府特殊津贴。收稿日期:2006-12-18