gb-t-1804-2000m
- 格式:doc
- 大小:13.50 KB
- 文档页数:1

GB1804-m一般公差GB1804-m一般公差是指在GB/T 1804-2000《轴类零件尺寸公差》标准中对于轴类零件基础尺寸的公差要求。
该标准是针对国内机械行业制造轴类零件的常用标准之一,其标准体系覆盖了从直径为0.5mm到500mm范围内的轴类零件的公差要求。
GB1804-m一般公差中的“m”代表轴类零件的直径,以mm为单位。
该标准中的公差要求采用了采用了基本尺寸和限制公差的表示方法,可以满足大多数轴类零件的设计要求。
关于标准中的符号说明:1.基本尺寸:指被设计者所指定的一个固定的尺寸,它是加工尺寸在公差范围内所能达到的最精确的尺寸大小。
2.限制公差:表示零件允许在加工时出现的误差范围。
其一般分为两个部分:公差上限与公差下限。
3.公差带:表示了加工尺寸可变化的范围,即加工后的大小应落在该范围内。
针对GB1804-m一般公差,以下是一些常见的符号和解释:1. h:指加工尺寸在公差带之内的最高值。
3. H:表示基础尺寸的上标记。
5. IT:表示国际制轴类零件的上限。
8. P:公差带的宽度。
在处理GB1804-m一般公差时,首先需要明确轴类零件的基础尺寸大小以及要求的公差范围。
随后,根据对应的公差级别确定最终的公差值。
这些公差级别包括IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9、IT10、IT11。
越高级别的公差范围越小,其加工的精度也相应地提高。
在选用公差时还应注意以下几点:1. 受零件的用途、材料强度以及加工难易程度的影响,可以选择不同的公差等级。
2. 为了保证轴类零件制造的准确性和可靠性,应在设计时尽可能地采用IT8以上的公差级别。
3. 如果有特殊的加工要求,比如对2个轴承孔相对位置的精度要求较高时,应采用双向公差,即对双方同时要有公差要求。
总之,在处理轴类零件加工尺寸的公差时需要考虑多方面的因素,包括零件的用途、加工难度、材料强度等因素。
通过合理地选择公差和采用适当的加工方法,可以制造出准确、可靠、满足设计要求的轴类零件。

GB/T 1804-m的定义与拓展《一般公差未注公差的线性和角度尺寸的公差GB/T1804-2000》中明确规定了GB/T1804-m是指一般公差的公差等级的中等级。
一般公差分精密f、中等m、粗糙c、最粗v共四个公差等级。
采用一般公差的好处:①简化制图,图面清晰易读,可高效地进行信息交换。
②节省图样设计时间。
设计人员不必逐一考虑或计算公差值,只需了解某要素在功能上是否允许采用大于或等于一般公差的公差值。
③图样明确了哪些要素可由一般工艺水平保证,可简化检验要求,有助于质量管理。
④突出了图样上注出公差的尺寸,这些尺寸大多是重要的且需要控制的,引起加工与检验时重视和做出计划按排。
⑤由于签订合同前就已经知道工厂“通常车间精度”,买方和供方间能更方便的进行订货谈判;同时图样表示完整也可避免交货时买方和供方间的争论。
要特定车间的通常车间精度可靠地满足等于或小于所采用的一般公差条件,车间须做到:①测量、评估车间的通常车间精度②只接受一般公差等于或大于通常车间精度的图样③抽样检查以保证车间的通常车间精度不被降低。
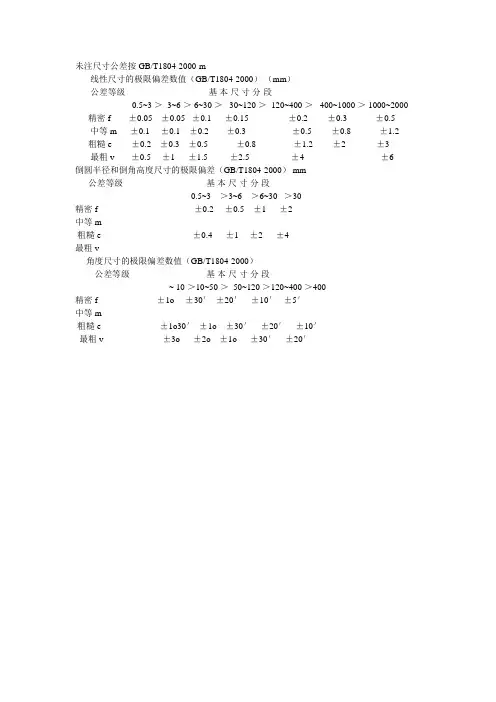
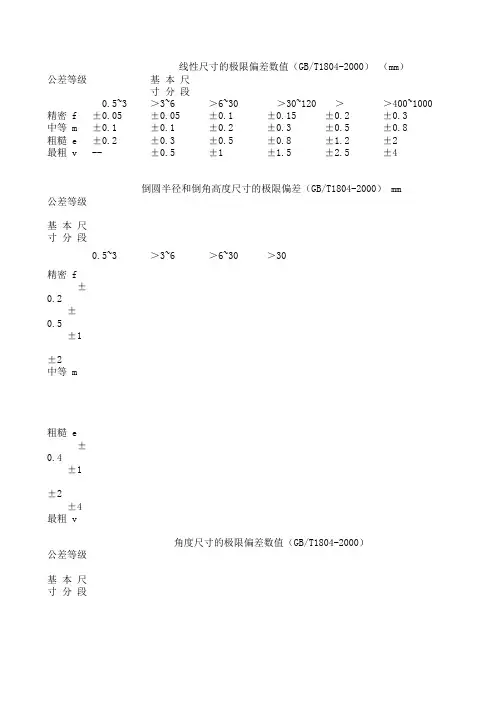
以下是按照未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差数值表。
1.线性尺寸的极限偏差数值2.倒圆半径和倒角高度尺寸的极限偏差数值3.角度尺寸的极限偏差数值公差等级基本尺寸分段0.5-373>67。
>30120>120-4003岭…】000>10003000>2000-4000由密f±0.05±0.05垃1±0.15±0.2高3一±05_中等m±0.1±0.1±0.2±05±0.5±0.8±1.2垃粗腌c±02±0.3=05±0*±L2±2±3±4最白i—±0.5=1±13山±4±6±8公差等锻基本尺寸分设13-6*—30精密f±0.2:1±2中等m粗糙口M4±1最粗二注:倒医学径抑便地高'度的含义参见6小[6的小公差等线枝度分段,由1Q>10^50>50—120>120-400精曲f ±1。
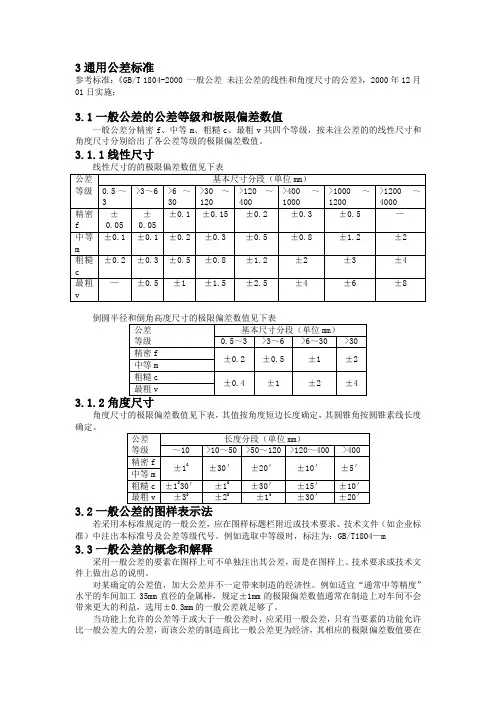
3通用公差标准参考标准:《GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差》,2000年12月01日实施;3.1一般公差的公差等级和极限偏差数值一般公差分精密f、中等m、粗糙c、最粗v共四个等级,按未注公差的的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差数值。
3.1.1线性尺寸3.1.2角度尺寸的极限偏差数值见下表,其值按角度短边长度确定,其圆锥角按圆锥素线长度确定。
3.2若采用本标准规定的一般公差,应在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。
例如选取中等级时,标注为:GB/T1804—m3.3一般公差的概念和解释采用一般公差的要素在图样上可不单独注出其公差,而是在图样上、技术要求或技术文件上做出总的说明。
对某确定的公差值,加大公差并不一定带来制造的经济性。
例如适宜“通常中等精度”水平的车间加工35mm直径的金属棒,规定±1mm的极限偏差数值通常在制造上对车间不会带来更大的利益,选用±0.3mm的一般公差就足够了。
当功能上允许的公差等于或大于一般公差时,应采用一般公差,只有当要素的功能允许比一般公差大的公差,而该公差的制造商比一般公差更为经济,其相应的极限偏差数值要在尺寸后注明。
由于功能上的需要,某要素要求采用比“一般公差”小的公差值,则应在尺寸后注出其相应的极限偏差数值。
3.4采用一般公差的用途采用一般公差的好处:简化制图;节省图样设计时间;,设计人员不必逐一考虑和计算公差值,只需要了解某要素在功能上能否采用等于或大于一般公差的公差值;图样明确了哪些要素可用一般工艺水平保证,简化检验要求,利于质量管理。
图样标注的公差,大都属于重要且需要控制的,加工检验时需要特殊重视和安排;由于签订合同前就已经知道工厂的“通常加工精度”,买方和供方较方便的谈判;3.5加工车间需要做的事情测量评估车间的通常车间精度;只接受一般公差等于或大于通常车间精度的图样;抽样检查以保证车间的通常车间精度不被降低;零件功能允许的公差通常是大于一般公差,所以当工件任一要素超出(偶然超出)一般公差时零件的功能通常不会损害。