橡胶衬套工艺
- 格式:docx
- 大小:57.45 KB
- 文档页数:3
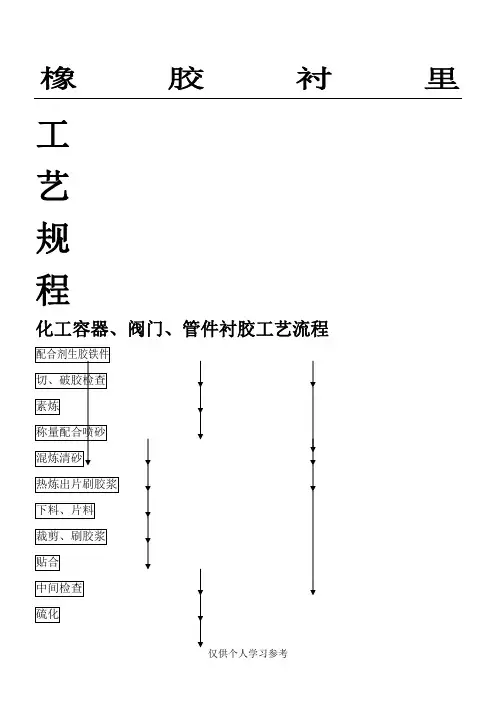
橡胶衬里工艺规程化工容器、阀门、管件衬胶工艺流程配合剂生胶铁件切、破胶检查素炼称量配合喷砂混炼清砂热炼出片刷胶浆下料、片料裁剪、刷胶浆贴合中间检查硫化成品检验入库一、铸件的验收以及铸件的热处理1、进厂衬胶的铁件,必须逐一按要求进行检查验收。
2、衬胶的铁件(包括铸件)必须符合下列标准:(1)表面应平整,不允许有毛刺或影响衬胶质量的突出点。
(2)铸件砂孔、缩孔必须肉眼可见底,并可用胶堵塞(不合要求的可补焊)。
(3)两面接合处不得成锐角,最少应为R3左右。
(4)铁件需衬胶面不得有被酸、碱腐蚀,或有不可清除的污物。
(5)焊接件的焊接处不得有明显高低不平和焊接缩孔,以及漏焊现象。
3、热处理出缸时放完汽压,待压力表指针回到零点后,即时打开缸门,并及时搬出全部铁件,不得闷缸。
4、经热处理后的衬胶铁件,应放置在干燥、清洁的地点,让其冷却。
二、喷砂工艺铲除旧胶:喷砂前需将损坏胶层剥离。
一般采用热处理剥离法,即加热需剥离的胶层,使之于钢材基体之间的胶黏层破坏,然后将之铲除。
1、石英砂的要求和处理:(1)石英砂的规格为2#;(2)石英砂在使用前应预先经干燥处理,不得含有水份及杂物;(3)石英砂在使用2-3次后,需经过16目/寸筛网过筛处理,以除去细粉。
2、喷砂操作规程:(1)喷砂人员必须穿戴好防护衣和手套;(2)储气罐压力达6kg/cm2时,打开罐底部阀门,排除罐内积水及油污,关闭阀门,继续充气至6-7kg/cm2,;(3)打开喷枪送气阀,先排除喷枪管内积水及油污,后将送砂管插入砂堆中,保持送砂压力在6kg/cm2以上进行喷砂;(4)喷枪口应与所喷物体距离50-80mm,其角度小于30°,从一点开始,逐渐向前移动;(5)操作过程中如发现水份较多时,应停止喷砂,进行放空排水,待无水时再进行喷砂;(6)喷好砂的铁件,需衬胶部位避免接触水及污物;(7)喷好砂的衬胶件,用干空气吹去灰尘后,及时刷上胶浆,时间最好不超过1小时。
橡胶衬套开发工艺流程英文回答:Rubber lining development process involves several steps to ensure the successful production of rubber-lined sleeves. Here is a step-by-step guide to the development process:1. Design and Specification: The first step in the development process is to design the rubber lining and specify the required material properties. This includes determining the thickness and type of rubber to be used, as well as any additional features such as reinforcement or special coatings.For example, let's say I am developing a rubber lining for a pipe used in the chemical industry. I would need to consider factors such as the chemical resistance of the rubber, the temperature and pressure requirements, and any specific regulations or standards that need to be met.2. Material Selection: Once the design and specifications are finalized, the next step is to select the appropriate rubber material. There are various types of rubber available, each with its own unique properties and characteristics. The material selection should be based on the specific requirements of the application.Continuing with the example of the chemical industry pipe, I might choose a synthetic rubber such as EPDM (Ethylene Propylene Diene Monomer) due to its excellent chemical resistance and temperature stability.3. Preparation: Before applying the rubber lining, the surface of the substrate needs to be properly prepared. This typically involves cleaning and roughening the surface to ensure good adhesion between the rubber and the substrate. Various methods such as sandblasting or acid etching can be used for surface preparation.4. Application: The rubber lining is then applied to the prepared surface. This can be done through variousmethods such as spraying, hand application, or using specialized equipment. The thickness of the rubber lining should be controlled to ensure uniformity and consistency.For instance, in the case of the chemical industry pipe, the rubber lining would be applied using a spray method to achieve an even coating.5. Curing: After the rubber lining is applied, it needs to be cured to achieve its desired properties. This is typically done through heat or chemical curing processes. The curing time and temperature depend on the type ofrubber and the specific requirements of the application.Once the rubber lining is cured, it should have the necessary strength, chemical resistance, and durability to withstand the intended operating conditions.中文回答:橡胶衬套的开发工艺流程包括几个步骤,以确保橡胶衬套的成功生产。
橡胶衬套开发工艺流程英文回答:The development process of rubber lining sleeves involves several steps, starting from the initial design to the final production. Here is a brief overview of the typical process:1. Design and Specification: The first step is to determine the design and specifications of the rubberlining sleeve. This includes identifying the material requirements, dimensions, and any specific features or properties needed for the application.For example, if I am developing a rubber lining sleeve for a chemical storage tank, I would need to consider factors such as the chemical compatibility of the rubber, the thickness required for corrosion resistance, and any additional features like flanges or reinforcements.2. Material Selection: Once the design is finalized, the next step is to select the appropriate rubber material for the lining sleeve. There are various types of rubber available, each with its own properties and suitability for different applications.For instance, if the rubber lining sleeve needs to withstand high temperatures, I might choose a silicone rubber material due to its excellent heat resistance. On the other hand, if the sleeve is intended for use in abrasive environments, a natural rubber or synthetic rubber with high abrasion resistance would be more suitable.3. Manufacturing Process: After the material selection, the rubber lining sleeve is manufactured using a variety of processes. These may include molding, extrusion, or even hand fabrication, depending on the complexity of the design and the quantity required.For example, if I am producing a large number of rubber lining sleeves with a simple cylindrical shape, I might opt for a molding process where the rubber is poured into amold and then cured to form the desired shape. On the other hand, if the design is more complex, such as with intricate patterns or cut-outs, I might choose a hand fabrication process where skilled workers manually shape and assemble the rubber components.4. Quality Control: Throughout the manufacturing process, quality control measures are implemented to ensure that the rubber lining sleeves meet the required standards and specifications. This may involve testing the material for physical properties such as hardness, tensile strength, and elongation, as well as conducting inspections for dimensional accuracy and visual defects.For instance, I would conduct regular tests on the cured rubber samples to ensure they have the desired hardness and tensile strength. I would also visually inspect the finished lining sleeves for any surface defects or imperfections that could affect their performance.5. Installation and Testing: Once the rubber lining sleeves are manufactured, they are installed in theintended application and subjected to testing to verify their performance. This may involve checking for leaks, assessing the resistance to chemicals or abrasion, and evaluating the overall functionality of the lining sleeve.For example, if I have developed rubber lining sleeves for a pump impeller, I would install them in the pump and run tests to ensure they can withstand the fluid flow and provide effective corrosion protection. I would also check for any signs of leakage or premature wear during the testing phase.中文回答:橡胶衬套的开发工艺流程包括多个步骤,从最初的设计到最后的生产。
衬套工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!衬套工艺流程一、准备工作阶段。
在进行衬套施工之前,有一系列的准备工作需要完成。
橡胶衬套知识点总结1. 橡胶衬套的分类:a. 挤压橡胶衬套:其制造工艺为将橡胶在钢模具内加压,形成环形或直管状的橡胶衬套,适用于各种尺寸的管道和设备。
b. 硫化橡胶衬套:制造工艺为在金属管道内部涂覆一层橡胶,然后通过硫化工艺将橡胶与金属管道牢固地结合在一起,适用于大口径管道和设备。
c. 胶合橡胶衬套:将橡胶片材与金属板材胶合在一起,再通过切割、成型等工艺制成各种形状的衬套,适用于特殊形状的管道和设备。
2. 橡胶衬套的材质选择:a. 普通橡胶:如天然橡胶、丁苯橡胶等,适用于大多数一般工况下的介质,具有较好的耐磨性和耐腐蚀性。
b. 氟橡胶:具有优异的耐高温、耐化学腐蚀的性能,适用于高温、强腐蚀介质的管道和设备。
c. 丙烯橡胶:具有良好的耐油性和耐磨性,适用于含油介质的管道和设备。
3. 橡胶衬套的安装与维护:a. 安装时要求管道内壁清洁、平整,并严格按照安装说明进行操作,确保橡胶衬套与管道内壁紧密贴合。
b. 维护时定期检查橡胶衬套的表面磨损情况,如有磨损或损坏应及时更换,以免影响管道和设备的正常运行。
4. 橡胶衬套的优点:a. 良好的耐腐蚀性能,能够在酸、碱等强腐蚀介质中长期使用。
b. 减少管道和设备的磨损,延长使用寿命。
c. 良好的密封性能,能够有效防止介质泄漏。
d. 耐高温性能好,适用于高温介质的管道和设备。
5. 橡胶衬套的市场应用:a. 化工行业:用于化工设备的防腐蚀和防磨损。
b. 石油天然气行业:用于油田、油井、管道等设备的防腐蚀。
c. 电力行业:用于火电厂、水电厂的管道和设备的保护。
d. 采矿行业:用于矿山设备的抗腐蚀保护。
综上所述,橡胶衬套作为一种重要的管道和设备保护材料,在各个行业中都有着广泛的应用。
通过选择适合的材质和规格的橡胶衬套,并严格按照安装和维护要求进行操作,能够有效地延长管道和设备的使用寿命,降低维护成本,保障生产安全。
橡胶衬里工艺首先需经复合橡胶加工制得未硫化胶料及配套用胶浆,然后在处理合格表面进行贴衬,最后经热硫化而完成的橡胶衬里全过程。
其衬胶施工工艺过程如图。
胶料贴合涂刷胶浆胶料检查胶浆料切块刷底涂料橡胶加工设备表面处理下料裁剪胶浆配制修整缺陷中间检查1、设备表面处理设备表面处理是确保施工质量的重要环节,也是防腐蚀施工的首道工序,它对衬胶层的质量和使用寿命起着决定作用。
通常,设备的衬胶制品热硫化检查修整表面处理采用加压式干法喷砂,最后可得到干净粗糙的设备表面。
2、胶浆的配制将胶浆料溶解在定量的溶剂中可制成粘稠状的胶浆,目前常用的溶剂为120#汽油。
选用胶浆时应符合下列要求:(1)所用的胶浆料应与衬里胶料是配套使用的产品;(2)胶浆料的正常贮存期不超过3个月,并无自硫现象;(3)胶浆料应无油污杂质,能全部溶解于溶剂中,并有一定的粘性和光滑性,不应有沉淀、结块和悬浮物以及其他不良现象;(4)硬质胶浆与金属表面的粘合时其扯离强度不小于6Mpa,软质胶浆与金属表面的粘接强度不应小于2Mpa。
配制胶浆装在密闭的容器内,贮存在阴凉通风的场所。
保存期不超过1个月,在贮存期内应注意温度变化不要太大,否则其中的硫磺可能析出,影响胶浆的质量。
3、胶料的裁剪衬里胶料在下料裁剪前应进行外观检查是否符合胶料的质量要求,如有气泡、针孔、较深的超标压痕等缺陷,其严重部位应剪除不用,超标的气泡可用针刺破、放气并用胶料填补,热烙压平。
胶料表面出现硫磺、滑石粉、线头杂物时须要刷除干净;如有油污、水珠应用干布蘸汽油擦净。
胶板裁剪时应注意下列几类:(1)根据图纸要求和衬里结构特点以及实物尺寸按一般板金工展开法进行下料。
(2)下料应准确,尽量减少衬里的接缝,充分利用胶料。
形成复杂的工件需要制作的样板,按照实样下料。
(3)衬胶层接缝应采用搭接形式,但多层衬胶的首层或转动部位可采用对接形式,为了增加接缝强度。
可在对接缝上加贴同一胶号的橡胶条,进行盖缝保护。
橡胶衬套简介橡胶衬套是一种用于管道系统和设备中的保护材料,常用于衬里管道的内壁,以提供耐磨损、耐化学腐蚀和耐高温的保护。
橡胶衬套通过提供一个柔性的、耐腐蚀的层,保护管道的内壁免受腐蚀和磨损。
橡胶衬套可以广泛应用于各个领域,包括化工、石油、制药、食品和饮料等。
它具有优秀的耐腐蚀性能,可以抵抗酸、碱和溶剂的侵蚀。
同时,橡胶材料还具有很好的耐磨损性能,可以抵抗颗粒物和流体对管道内壁的磨损。
此外,橡胶衬套还能够耐受较高的温度,适用于高温环境下的使用。
制作工艺橡胶衬套的制作过程通常可以分为以下几个步骤:1.材料准备:选择合适的橡胶材料,根据具体的使用环境和要求,选择具有耐腐蚀和耐磨损性能的橡胶材料。
2.模具设计:根据管道或设备的尺寸和形状,设计相应的模具。
模具应该具有良好的密封性,以确保橡胶衬套能够完全贴合管道或设备的内壁。
3.橡胶混炼:将选定的橡胶材料与其他添加剂一起混合,以提高橡胶的物理和化学性能。
混炼过程通常包括混炼、塑化和成型等步骤。
4.模压成型:将橡胶混合料放入预先设计好的模具中,进行压力加热处理。
压力和温度的控制有助于使橡胶衬套达到理想的形状和性能。
5.表面处理:将成型后的橡胶衬套进行表面处理,以提高其耐腐蚀性能和附着力。
常见的表面处理方法包括涂覆、硫化和磨砂等。
6.质检和包装:对成品橡胶衬套进行质量检验,确保其符合规定的标准和要求。
合格的产品将被包装并准备出货。
应用领域橡胶衬套广泛应用于各个行业和领域,包括以下几个方面:1.化工工业:橡胶衬套在化工工业中具有重要作用,可以用于耐酸碱的管道和设备中,提供耐腐蚀的保护。
常见的应用包括化工厂的腐蚀性介质输送系统、储罐和反应器等。
2.石油工业:橡胶衬套在石油工业中常用于输油管道和储油罐等设备中,以提供耐腐蚀和耐磨损的保护。
橡胶衬套能够有效延长设备的使用寿命,提高工作效率。
3.制药工业:橡胶衬套在制药工业中具有重要作用,可以用于药品输送管道和药品储存设备等。
橡胶衬里工艺流程一、原料准备1.1选择合适的橡胶材料,如天然橡胶、丁腈橡胶等,并按照配方确定合适的橡胶材料比例。
1.2将橡胶材料切割成适当大小的块状以便于后续的加工处理。
1.3预先处理橡胶材料,如浸泡、脱硫等,以提高其加工性能和产品质量。
二、混炼2.1将预处理好的橡胶材料放入橡胶密炼机中。
2.2添加各种辅助剂,如加硫剂、活性剂、炭黑、增塑剂等,根据配方和工艺要求确定加入的比例。
2.3开启密炼机进行混炼,通过切割、挤出、翻炼等动作将橡胶材料和各种辅助剂充分混合均匀。
2.4对混炼好的橡胶进行检测,如硫化指数、流动性等,确保混炼质量达到要求。
三、成型3.1将混炼好的橡胶材料放入橡胶挤出机或压延机中。
3.2根据产品的形状和尺寸要求,选择合适的成型工艺。
常见的成型工艺有挤出、压延、压制等。
3.3通过挤出机或压延机将橡胶材料挤出或压延成带有孔洞或块状的衬里。
3.4对成型好的橡胶衬里进行质检,检查尺寸、外观等是否符合要求。
四、硫化4.1将成型好的橡胶衬里放入硫化机中,根据产品要求设定合适的硫化温度和硫化时间。
4.2开启硫化机,通过加热使橡胶衬里进行硫化反应,使其具有较好的物理性能和耐磨性。
4.3控制硫化的时间和温度,以确保橡胶衬里在硫化过程中能够达到理想的硫化程度。
五、修整和检验5.1将硫化好的橡胶衬里从硫化机中取出。
5.2对橡胶衬里进行修整,如修剪不规则的边缘、打磨表面不平等等。
5.3对修整好的橡胶衬里进行外观检验,如颜色、质感等。
5.4对橡胶衬里进行物理性能检验,如硬度、拉伸强度、耐磨性等。
六、包装和贮存6.1将符合质量要求的橡胶衬里进行包装,一般采用塑料薄膜包装或装入纸箱中。
6.2根据包装要求,对橡胶衬里进行标识,如产品名称、规格、生产日期等。
6.3将包装好的橡胶衬里存放在干燥、通风的仓库中,避免阳光直射和潮湿环境,以免影响产品质量。
以上是橡胶衬里工艺流程的一个大致介绍,每个工厂根据具体情况可能有所差异。
橡胶衬套橡胶衬套是一种常见的工业材料,广泛应用于各种领域。
它由橡胶制成,具有良好的耐磨、耐腐蚀和抗冲击性能,因此被广泛用于保护设备和管道,减缓摩擦和腐蚀,延长设备使用寿命。
一、橡胶衬套的特点1.优异的耐磨性能:橡胶材料具有良好的抗摩擦性能,可以在长期使用过程中减少设备的摩擦磨损,延长设备的使用寿命。
2.耐腐蚀性能:橡胶材料不易受到腐蚀,可以在酸、碱、油、溶剂等腐蚀性介质中使用,保持材料的正常性能和使用寿命。
3.抗冲击性能:橡胶材料具有很好的抗冲击性能,可以在受到外力冲击时保护设备和管道,减少设备的损坏。
4.安装简便:橡胶衬套通常采用套管的形式,安装简便,可以根据设备和管道的形状进行定制,确保与设备和管道的完美匹配。
二、橡胶衬套的应用领域1.矿山行业:橡胶衬套作为矿山设备的重要组成部分,在矿石破碎、筛分、输送等环节中起到保护设备和减少摩擦磨损的作用。
常见的应用有矿石颚式破碎机的衬套、矿石皮带输送机的衬套等。
2.化工行业:橡胶衬套在化工设备中的应用比较广泛,如反应釜、输送管道、泵阀等部件的衬套,可以保护设备不受腐蚀和摩擦磨损的影响,提高设备的使用寿命。
3.电力行业:在发电、输电和配电等过程中,设备和管道会受到各种介质的侵蚀和摩擦磨损,橡胶衬套的应用可以有效减少设备的损坏和维护成本,提高电力设备的可靠性和稳定性。
4.冶金行业:在冶金生产过程中,设备和管道会接触到高温和腐蚀性气体、液体等介质,橡胶衬套的应用可以提供一层保护,防止设备受到损坏,并且保持设备和管道的正常运行。
5.石油化工行业:橡胶衬套广泛应用于石油化工设备中,如储罐、管道、泵阀等,可以抵抗油品和腐蚀性介质对设备的侵蚀,提高设备的使用寿命。
三、橡胶衬套的选材和制作工艺橡胶衬套的选材非常重要,一般选择优质的天然橡胶或合成橡胶作为材料,根据具体的应用环境和介质选择相应的橡胶材料。
制作橡胶衬套一般采用挤出、注塑或压制等工艺,根据设备的尺寸和形状进行定制,确保衬套与设备的完美贴合。
一、衬套的简介在运动部件中,因为长期的而造成零件的磨损,当轴和孔的间隙磨损到一定程度的时候必须要更换零件,因此设计者在设计的时候选用硬度较低、耐磨性较好的材料为轴套或衬套,这样可以减少轴和座的磨损,当轴套或衬套磨损到一定程度进行更换,这样可以节约因更换轴或座的成本,一般来说,衬套与座采用配合,而与轴采用,因为无论怎么样还是无法避免磨损的,只能延长寿命,而轴类零件相对来说比较容易加工;也有一些新的设计人员不喜欢这样设计,认为这样是在制造的时候增加成本,但经过一段时间使用后,维修时还是要按这种方法改造,但改造容易造成设备的降低,原因很简单,二次加工是无法保证座孔中心的位置的补充一些,轴套在一些转速较低,径向载荷较高且间隙要求较高的地方(如凸轮轴)用来替代滚动轴承(其实轴套也算是一种滑动轴承),材料要求硬度低且耐磨,轴套经研磨刮削,能达到较高配合精度,内壁上一定要有润滑油的,轴套的润滑非常重要,干磨的话,轴和很快就会报废,这里推荐安装时刮削轴套内孔壁,这样可以留下许多小凹坑,增强衬套和轴套是根据不同的工矿条件选用不同的型号。
二、衬套的选型因素衬套的使用范围大,种类也比较多,要选择合适的衬套,就必须考虑它的使用目的,不同的工况选择不同型号的衬套。
衬套选型中主要考虑的条件是衬套需承受的压力、、压力速度乘积及性质。
另外,衬套是否有润滑、润滑的状态也决定了它的使用效果和寿命。
三、衬套的特点IKO微小型直线衬套轴承是边与轴进行转动,接触边朝轴的方向进行无限运动,且轴径尺寸为3~5mm的极小型直线运动导向机。
特点为:1、低摩擦阻抗:钢珠可因保持器的正确导向,以极小的阻抗进行稳定的直线运动。
2、制:亦提供不锈钢系列,适合耐蚀性需求的用途。
3、精巧的设计:尺寸极小,可设计于精巧的机械设备中。
4、丰富的变化:除了标准型外,还有系列化的高长型,可依照用途选择.。
四、衬套的加工工艺晋升泰精密(深圳)有限公司是专业从事异型紧固件产品研发与制造定制加工的高新技术企业,一直秉承质量第一、服务第一、专注专业的信念,把客户需求和技术创新放在企业发展的首位,确保为您提供高质量、快交期、低价格的产品和优质服务。
橡胶衬胶工艺规程1。
1设备检查1。
1.1参照标准:GB18241-2001《橡胶衬里第1部分设备防腐衬里》1。
1.2衬胶前的设备必须按图纸要求,检查构件管口方位、尺寸要求、绝对准确,衬胶后的设备不允许施焊、更改方位、撞击等。
1。
3衬胶设备必须要有安全设计,如衬胶单一部位必须要有二个以上人孔配置,方便衬胶人员的进出施工及换气要求。
1。
4焊缝部位,必须平整、光滑,不得有咬边、缩孔,不得有焊渣、焊瘤、毛刺,法兰接管内缘及人孔边内缘必须修磨成圆滑过渡。
R>5mm,多孔板支撑焊缝必须饱满,并修磨成圆滑过渡,阴阳角部位必须修磨光滑,并要有过渡。
2。
1母材检查2。
1.1喷砂之前,将按照施工图纸及检查标准对尺寸、外观、焊接部位及其平滑度进行严格检查。
以保证衬胶施工没有任何困难,钢体表面应无凹痕、裂缝、飞溅物等,如有须采用补焊或打磨来进行处理,以满足衬胶的技术要求。
2.1.2检查焊接部位有无漏焊、缩孔及咬边缺陷等焊接不良,如有则需补焊打磨平整.2.1.3有尖锐的角落及边缘,必须打磨成R≥5(凸型时)或R≥10(凹型时)。
2。
1。
4少量油脂要用溶剂洗涤除去。
2.1.5查其它对衬胶有妨碍之处。
2.1。
6以上所有的共检项目内容均有书面报告,对相关不符合项,由设备制造自行整改,直至符合衬胶要求为止。
2。
2母材表面处理喷砂除锈并使母材表面有一定的粗糙度,确保胶板与钢体的粘接力.2。
2.1对不需衬里部位预先进行保护。
2.2.2湿度超过85%以上时需预先试验确认或停止施工。
2。
2。
3所有砂子采用干燥的钢砂。
2.2.4喷砂面以Sa2 1/2为标准。
2。
2。
5喷嘴与喷砂表面的理想距离应为100~300mm,喷砂压力为6~8Kg/cm2,应完全除去杂物,喷砂的角度与钢体表面成直角。
喷砂时切勿将喷嘴只对着一点不动(不论时间长短),这样做会使金属毁坏,应在一规定区域内扫动,完成后移至下一个区域。
2.2.6喷砂后进行充分清扫除尘,再检查焊接部位, 发现有焊接不良部位应及时处理。
橡胶衬套工艺 Prepared on 24 November 2020
一、衬套的简介
在运动部件中,因为长期的而造成零件的磨损,当轴和孔的间隙磨损到一定程度的时候必须要更换零件,因此设计者在设计的时候选用硬度较低、耐磨性较好的材料为轴套或衬套,这样可以减少轴和座的磨损,当轴套或衬套磨损到一定程度进行更换,这样可以节约因更换轴或座的成本,一般来说,衬套与座采用配合,而与轴采用,因为无论怎么样还是无法避免磨损的,只能延长寿命,而轴类零件相对来说比较容易加工;也有一些新的设计人员不喜欢这样设计,认为这样是在制造的时候增加成本,但经过一段时间使用后,维修时还是要按这种方法改造,但改造容易造成设备的降低,原因很简单,二次加工是无法保证座孔中心的位置的补充一些,轴套在一些转速较低,径向载荷较高且间隙要求较高的地方(如凸轮轴)用来替代滚动轴承(其实轴套也算是一种滑动轴承),材料要求硬度低且耐磨,轴套经研磨刮削,能达到较高配合精度,内壁上一定要有润滑油的,轴套的润滑非常重要,干磨的话,轴和很快就会报废,这里推荐安装时刮削轴套内孔壁,这样可以留下许多小凹坑,增强衬套和轴套是根据不同的工矿条件选用不同的型号。
二、衬套的选型因素
衬套的使用范围大,种类也比较多,要选择合适的衬套,就必须考虑它的使用目的,不同的工况选择不同型号的衬套。
衬套选型中主要考虑的条件是衬套需承受的压力、、压力速度乘积及性质。
另外,衬套是否有润滑、润滑的状态也决定了它的使用效果和寿命。
三、衬套的特点
IKO微小型直线衬套轴承是边与轴进行转动,接触边朝轴的方向进行无限运动,且轴径尺寸为3~5mm的极小型直线运动导向机。
特点为:
1、低摩擦阻抗:钢珠可因保持器的正确导向,以极小的阻抗进行稳定的直线运动。
2、制:亦提供不锈钢系列,适合耐蚀性需求的用途。
3、精巧的设计:尺寸极小,可设计于精巧的机械设备中。
4、丰富的变化:除了标准型外,还有系列化的高长型,可依照用途选择.。
四、衬套的加工工艺
晋升泰精密(深圳)有限公司。