V带帆布二次浸胶机的开发
- 格式:pdf
- 大小:109.35 KB
- 文档页数:3
I.聚酯工业丝的主要特性A.化学结构聚酯是由对苯二甲酸二甲酯和乙醇缩聚而成的产品,分子式如右图。
B.聚酯纤维的基本特性与锦纶相比,聚酯的强度与锦纶相仿,模量相应高一些。
因此聚酯特别适用于在应力作用下,尺寸稳定性要求高的场合,如作为半钢子午线轮胎的胎体增强、输送带骨架材料的经线,V带的浸胶线绳、胶管中的增强材料。
聚酯存在化学惰性,因此要获得良好的粘合性能是比较困难的。
可以通过对纤维进行二种不同的处理来解决:一种方法称之为“预活化”的表面处理,这种表面处理方式是在聚酯工业丝纺丝过程中,在纤维表面处理了一种环氧树脂,这种环氧树脂的固化可用异氰酸酯或酚醛树脂。
聚酯织物和线绳的浸胶体系中采用了RFL,其中RF树脂是间苯二酚(R)、甲醛(F)的缩合反应后的水溶性热固型酚醛树脂,胶乳(L)可以是丁砒、氯丁、天然、丁苯、丁腈等各种不同的胶乳。
由于RF树脂可以和预活化后工业丝表面的环氧树脂直接反应,因此活化后的工业丝只要采用单浴浸胶就可获得与橡胶良好的粘接力。
另一种方法是对帘线和织物进行二浴浸胶处理。
先浸渍封闭异氰酸酯,高温处理后,异氰酸酯解封闭,异氰酸酯中HCO基团和聚酯表面的羧基反应,使聚酯纤维的表面改性为聚氨酯后,再浸渍RFL。
聚酯和锦纶一样,受热后容易收缩,因此纱线或织物的收缩性能可以通过热定型来控制调节。
除此以外,通过调节纺丝工艺可生产的不同聚酯工业丝,其相应的应力-伸长和收缩也不同,见图。
一般来说喷丝板纺丝速度、切片粘度等工艺条件基本相同,则纤维的热收缩率+断裂伸长率相对接近,变化不大。
C.聚酯纤维的种类我国已经成为全世界生产聚酯工业丝产能最大的国家,可以根据不同用途,开发了多种高强工业聚酯长丝纤维,主要有:I: 用于轮胎的高模低收缩丝(HMLS),II: 用于输送带织物的中低收缩丝,和用于一般用途的高强丝(HT),III: 用于涂层织物的低收缩丝(SLS)。
右图是不同性能工业丝的拉伸曲线图。
D.聚酯的拉伸性能聚酯纤维的物理性能,除了决定于聚酯的分子结构外,与纺丝工艺,特别是纺丝过程中的拉伸和热处理条件密切相关。

硅橡胶挤出成型工艺排难解疑攻略
挤出成型工艺:挤出成型是一种连续成型工艺,如管件、电线电缆的绝缘套等。
硅胶挤出机通常需要水冷和螺杆挤出输送装置,建议使用高硬度、高耐磨的钢材来减少磨损,如氮化钢4010。
一般螺杆的压缩比为2:1到4:1,长径比为8:1到12:1。
40到150目的不锈钢滤网可帮助去除杂质、增加背压、减少气泡和提供更好的尺寸控制。
挤出成型硫化:挤出成型工艺一般通过热空气、蒸汽或液体媒介硫化。
热空气硫化一般采用热烘道,烘道温度300-650℃,硫化时间3-12秒。
硫化剂推荐为双二四或加成性硫化剂,两者均可提供快速硫化性能并不产生气泡。
蒸汽硫化通常用于电线电缆的加工工艺中。
蒸汽箱的直径为100-150mm,长30-50m,蒸汽压力为3.5-15bar。
液体介质硫化,通常使挤出的硅胶浸入熔化的液体中(盐类或铅),需使用双二四来避免气泡。
二次硫化:二次硫化工艺的目的是将硅胶中低挥发物和过氧化物硫化剂在硫化过程中产生的副产物去除。
二次硫化能使产品的尺寸更稳定,并且提高耐温能力。
对于用过氧化物为硫化剂的生产工艺,推荐使用二次硫化把其产生的酸性副产物去除,特别是在最终应用环境温度较高时更为重要。
电加热和高温气体加热的烘箱均能成功的用在二次硫化工艺中。
对于每100KG硅胶制品,烘箱中的空气流量建议至少保持100L /分钟。
二次硫化过程中,尽量增加制品的暴露面积,并建议烘箱设定温度至少比实际使用温度高10℃左右。
对于厚度超过2mm的制品来说,建议使用逐步升高温度的方法来减少制品表面气泡问题。
广东省安装工程综合定额第一册机械设备安装工程一、概况本册定额包括切削设备安装、锻压设备安装、铸造设备安装、起重设备安装、起重机轨道安装、输送设备安装、电梯安装、风机安装及拆装检查、泵安装及拆装检查、压缩机安装、工业炉设备安装、煤气发生设备安装、附属设备安装及灌浆、橡胶制品加工机械设备安装、医药加工机械设备安装、给排水机械设备安装、其他机械安装等内容,共 C.1.17章2268个子目。
其中C。
1。
1切削设备安装定额包括台式及仪表机床、车床、立式车床、钻床、镗床、磨床、铣床、齿轮及螺纹加工机床、刨床、插床、拉床、超声波及电加工机床、其他机床、木工机械、跑车木工带锯机、其他木工设备等内容共151个子目;C。
1.2锻压设备安装定额包括机械压力机、液压机、自动锻压机及锻压操作机、空气锤、模锻锤、自由锻锤及蒸汽锤、剪切机和弯曲校正机、水压机等内容共91个子目;C。
1.3铸造设备安装定额包括砂处理设备、造型及造芯设备、落砂及清理设备、抛丸清理室、金属型铸造设备、材料准备设备、铸铁平台等内容共46个子目;C。
1。
4起重设备安装定额包括电动双梁桥式起重机、吊钩抓斗电磁铁三用桥式起重机、双小车吊钩桥式起重机、锻造桥式起重机、淬火桥式起重机、加料及双钩挂梁桥式起重机、吊钩门式起重机、梁式起重机、电动壁行及旋臂起重机、电动葫芦及单轨小车等内容共95个子目;C。
1.5起重机轨道安装定额包括钢梁上安装轨道[钢统1001]、混凝土梁上安装轨道[G325]、GB110鱼腹式混凝土梁上安装轨道、C7221鱼腹式混凝土梁上安装轨道[C7224]、混凝土梁上安装轨道[DJ46]、电动壁行及悬臂起重机轨道安装、地平面上安装轨道、电动葫芦及单轨小车工字钢轨道安装、悬挂工字钢轨道及“8"字型轨道安装、车挡制作与安装等内容共93个子目;C.1.6输送设备安装定额包括斗式提升机、刮板输送机、板式(裙式)输送机、螺旋输送机、悬挂输送机、固定式胶带输送机、卸矿车及皮带秤等内容共95个子目;C。

成型操作及调机技术手册为了技术的传承及生产线上品质特编写此手册供各位技术人员及成型现场各级干部作为参考及学习作为基楚。
第一章:橡胶成型时的基本组合一、成型机台:橡胶成型时必备的配备。
二、模具:可分成两层模一直到五层模不等。
三、胶料:基本五大类:1.NBR 2. EP 3.CR 4.SIL 5.VT (经过炼胶一直到出片)。
四、加工成型:先经过裁边.切料.再借排料方式排于模具内压模成型.转注成型.射出成型。
第二章:橡胶成型基本了解一、成型之三大要奌:(1)温度:(以実际模温为准)。
(2)时间:(成型时间,也就是一次加硫时间)。
(3)压力:(可分为:初压、低压及高压)。
二、排料方式分为几种:(1)横条:(所谓横条就是排于模穴上或两孔之间由前往后依顺序排列)。
(2)拉条:(所谓拉条就是以横条的方式转180度(顺时针方向)拉于两孔之间,两侧则为小条因此拉条是以大.小条组合)。
(3)排圈:(分为:夹料机将一条或两条料不等夹在一起成一个圆圈。
另一种是以自动切料机〔巴威尔〕挤出切圆料.挤条圈料.块料所组合)。
(4)排块:(是以切块状排入模穴通常以产品本身较厚或体积较大为主,另一种就是转注模须以排块方式所组合)。
三、成型之模具可分为几种:(1)压模成型:(将胶料排于模具,模穴上或两孔之间再将模具合起经加压.加温成型硫化,此类通常系为两层模板组合居多,当然也有三层、四层模)。
(2)转注成型:(将其胶料放入料槽进行加压迫使胶料从料槽软化再进行从注料孔进入模腔加温成型,其转注模通常须以三块模板以上才可组合为转注模)。
(3)射出成型:(属于一种半自动成型须以射出专用机台才可加工,以人工取料将料裁成寛约6~7公分左右的长条状,料厚尽量不超过6mm以上,再将胶料放入,入料口内机台会自动将料铰入储料管内进行加温,再从射料管射入模腔称为射出成型,其模具组合两块板以上”。
*以上二.三奌如有不清楚的地方请见附图:(1~6)四.成型机可分为几种:(1)油压成型机:吨数由50吨到750吨不等依须要而定甚至1000吨。

广东省安装工程综合定额20102011-12-31 下午03:31:50 来源:点击数:29209第一册机械设备安装工程一、概况本册定额包括切削设备安装、锻压设备安装、铸造设备安装、起重设备安装、起重机轨道安装、输送设备安装、电梯安装、风机安装及拆装检查、泵安装及拆装检查、压缩机安装、工业炉设备安装、煤气发生设备安装、附属设备安装及灌浆、橡胶制品加工机械设备安装、医药加工机械设备安装、给排水机械设备安装、其他机械安装等内容,共C.1.17章2268个子目。
其中C.1.1切削设备安装定额包括台式及仪表机床、车床、立式车床、钻床、镗床、磨床、铣床、齿轮及螺纹加工机床、刨床、插床、拉床、超声波及电加工机床、其他机床、木工机械、跑车木工带锯机、其他木工设备等内容共151个子目;C.1.2锻压设备安装定额包括机械压力机、液压机、自动锻压机及锻压操作机、空气锤、模锻锤、自由锻锤及蒸汽锤、剪切机和弯曲校正机、水压机等内容共91个子目;C.1.3铸造设备安装定额包括砂处理设备、造型及造芯设备、落砂及清理设备、抛丸清理室、金属型铸造设备、材料准备设备、铸铁平台等内容共46个子目;C.1.4起重设备安装定额包括电动双梁桥式起重机、吊钩抓斗电磁铁三用桥式起重机、双小车吊钩桥式起重机、锻造桥式起重机、淬火桥式起重机、加料及双钩挂梁桥式起重机、吊钩门式起重机、梁式起重机、电动壁行及旋臂起重机、电动葫芦及单轨小车等内容共95个子目;C.1.5起重机轨道安装定额包括钢梁上安装轨道[钢统1001]、混凝土梁上安装轨道[G325]、GB110鱼腹式混凝土梁上安装轨道、C7221鱼腹式混凝土梁上安装轨道[C7224]、混凝土梁上安装轨道[DJ46]、电动壁行及悬臂起重机轨道安装、地平面上安装轨道、电动葫芦及单轨小车工字钢轨道安装、悬挂工字钢轨道及“8”字型轨道安装、车挡制作与安装等内容共93个子目;C.1.6输送设备安装定额包括斗式提升机、刮板输送机、板式(裙式)输送机、螺旋输送机、悬挂输送机、固定式胶带输送机、卸矿车及皮带秤等内容共95个子目;C.1.7电梯安装定额包括机械压力机、液压机、自动锻压机及锻压操作机、空气锤、模锻锤、自由锻锤及蒸汽锤、剪切机和弯曲校正机、水压机等内容共114个子目;C.1.8风机安装及拆装检查安装定额包括离心式通(引)风机、轴流通风机、离心式鼓风机、回转式鼓风机、其他风机等内容共118个子目;C.1.9泵安装及拆装检查定额包括离心式泵、旋涡泵、往复泵、转子泵、真空泵、屏蔽泵、潜水泵安装及拆装检查等内容共240个子目;C.1.10压缩机安装定额包括活塞式压缩机、回转式螺杆压缩机、离心式压缩机整体及解体安装等内容共109个子目;C.1.11工业炉设备安装定额包括电弧炼钢炉、无芯工频感应电炉、电阻炉、真空炉、高频及中频感应炉、冲天炉、加热炉及热处理炉、解体结构井式热处理炉等内容共44个子目;C.1.12煤气发生设备安装定额包括煤气发生炉、洗涤塔、电气滤清器、竖管、附属设备、煤气发生设备附属其他容器构件安装、煤气发生设备附属分节容器外壳组焊等内容共42个子目;C.1.13附属设备安装及灌浆定额包括立式管壳式冷凝器、卧式管壳式冷凝器及卧式蒸发器、淋水式冷凝器、蒸发式冷凝器、立式蒸发器、立式低压循环贮液器和卧式高压贮液器(排液桶) 、氨油分离器、氨液分离器和空气分离器、氨气过滤器和氨液过滤器、中间冷却器、玻璃钢冷却塔、集油器、油视镜、紧急泄氨器、储气罐、乙炔发生器、乙炔发生器附属设备安装、水压机蓄势罐、小型空气分离塔、小型制氧机附属设备、零星小型金属结构件制作安装、制冷容器单体试密与排污、地脚螺栓孔灌浆、设备底座与基础间灌浆、设备减振台座安装等内容共141个子目;C.1.14橡胶制品加工机械设备安装定额包括原料加工机械、炼胶机械设备、压出机械、压延设备、浸胶、涂胶设备、裁断、垫布整理卷布设备、轮胎机械设备、力车胎生产机械设备、胶管生产设备、平带生产设备、V带生产设备、模型制品生产设备、非模型制品生产设备、胶板生产设备、胶布生产设备、乳胶制品生产设备、轮胎翻修设备、再生胶生产设备、试验设备、机械化运输设备等内容共420个子目;C.1.15医药加工机械设备安装定额包括制丸机、颗粒机、胶丸机、压榨机、压片机、安瓿切割机、压粉机、研磨机、筛粉机、石磨机、灌浆机、蒸馏水机、摇瓶机、洗瓶机、糖衣机、安瓿烘底烘瓶机、安瓿灌封、药膏灌封、印字、封口机、装瓶装袋机、轧盖贴商标、包装机、安瓿制造机、安瓿拉丝机、混合机、粉碎机、分装机等内容共104个子目;C.1.16给排水机械设备安装定额包括拦污及提水设备、投药及消毒处理设备、水处理设备、排泥、撇渣和除砂机械、污泥脱水机械、闸门及驱动装置等内容共219个子目;C.1.17其他机械安装定额包括溴化锂吸收式制冷机、制冰设备、冷风机、润滑油处理设备、膨胀机、柴油机、柴油发电机组、电动机及电动发电机组、空调系统设备、干燥分离破碎筛选机械设备、加油站设备等内容共146个子目。
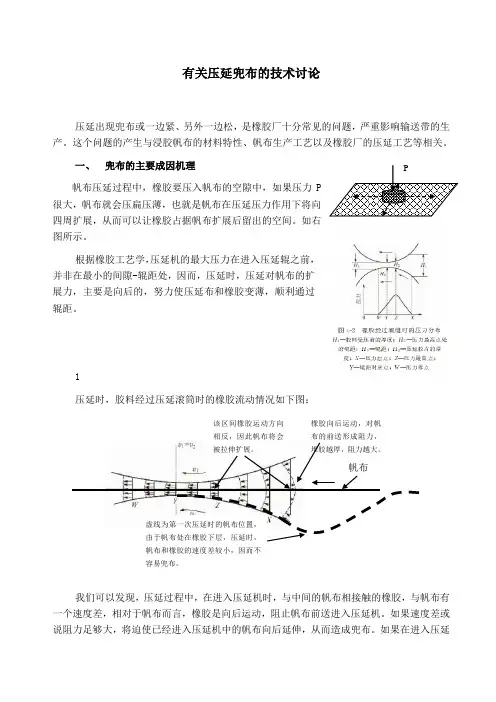
有关压延兜布的技术讨论压延出现兜布或一边紧、另外一边松,是橡胶厂十分常见的问题,严重影响输送带的生产。
这个问题的产生与浸胶帆布的材料特性、帆布生产工艺以及橡胶厂的压延工艺等相关。
一、 兜布的主要成因机理帆布压延过程中,橡胶要压入帆布的空隙中,如果压力P很大,帆布就会压扁压薄,也就是帆布在压延压力作用下将向四周扩展,从而可以让橡胶占据帆布扩展后留出的空间。
如右图所示。
根据橡胶工艺学,压延机的最大压力在进入压延辊之前,并非在最小的间隙-辊距处,因而,压延时,压延对帆布的扩展力,主要是向后的,努力使压延布和橡胶变薄,顺利通过辊距。
1压延时,胶料经过压延滚筒时的橡胶流动情况如下图: 我们可以发现,压延过程中,在进入压延机时,与中间的帆布相接触的橡胶,与帆布有一个速度差,相对于帆布而言,橡胶是向后运动,阻止帆布前送进入压延机。
如果速度差或说阻力足够大,将迫使已经进入压延机中的帆布向后延伸,从而造成兜布。
如果在进入压延帆布橡胶向后运动,对帆布的前送形成阻力,堆胶越厚,阻力越大。
虚线为第一次压延时的帆布位置,由于帆布处在橡胶下层,压延时,帆布和橡胶的速度差较小,因而不容易兜布。
该区间橡胶运动方向相反,因此帆布将会被拉伸扩展。
P机后,帆布不会被拉伸扩展,因而帆布就不容易出现兜布。
所以一些厂家喜欢低卷度帆布,压延容易操作。
或者说,帆布厂喜欢生产低卷度帆布,可以减少用户投诉。
从压延机的原理分析,只要帆布的两边部可以横向扩展,而中间部分显然是无法横向扩展,唯有纵向扩展,如下图所示。
帆布受力扩展的变形,并不是永久变形,是一种弹性变形,如果压延扩展力一旦不存在,帆布和橡胶就会回缩。
因此出辊后,帆布中间反而变紧。
在压延机上可以看到,帆布向后扩展的区域,出现了兜布现象,表现为帆布中间松,两侧紧,出了压延机后,帆布被扩展伸长的部分,在失去压延扩展力后,帆布出现回缩,因而表现为中间紧,两侧松。
压延压力越大大,帆布也就越容易向纵向扩展伸长,而出了压延缝隙以后,帆布会迅速弹性回缩,比如NN 帆布,如果变形过大,这些变形就会永久变形,那么中间的帆布就变长。
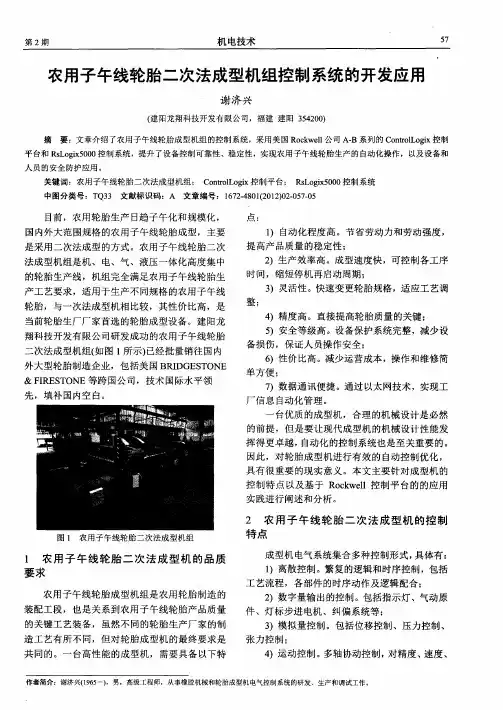
第3期 高祥茂等.v带帆布二次浸胶机的开发 V带帆布二次浸胶机的开发 高样茂,王锦平,徐云龙 (贵州申一擞胶厂,贵州贵阳55ooo ̄)
擅耍:介留了v带帆布二扶摄胶机的技术参数、结构特点与解决的关键技术问置,从而为国 盏的经验,具有一定的设计参考价值 关t埘,帆布浸胶浆;帆布浸胶机 中圈分类号:TQ330.45 文赫标识码:B 文章墙号f]009-797X(200])03-00334)3
1前言 由于浸胶帆布具有渗透性好,上胶量比压延胶 布少,成本比压延胶布低,硫化后的带子不需要修 边等优点,首先在普通V带的生产中得到了日益 广泛的应用,所以帆布浸胶机的研制与开发越来越 受到人们的重视。我厂去年自行设计制造了一台v 带帆布二次浸胶机。它与目前国内橡机厂生产的同 类设备比较,具有以下优点: (1)从帆布的导开到胶布的卷取,一次运行实现 二次浸胶浆的工艺流程,而其它同类设备只能浸一 次胶,帆布要重新导开翻面再浸一次胶才能满足工 艺要求。 (2)本设备有二个帆布导开架与二套胶布卷取 装置,帆布浸胶可以不停车地连续进行。 (3)本设备可以使用变频器调速,又可以不用变 频器而直接启动电机,帆布以6.62m/min的线速度
了有 浸胶,浸胶速度比其它同类产品(5n妇血)提高了 32%,且可靠性大大提高
2工作廉理 烘干的帆布从胶浆液中通过,胶液渗透其上, 再经过旋转着的两压辊的挤压,余胶被挤去使帆布 浸胶均匀,随后胶布在烘箱的蒸汽排管之间来回运 行,挥发掉多余的溶剂(汽油),这样连续二次浸胶 与烘干后的帆布与衬布一起卷取后即可供下工序 使用。
3设备的组成 本设备由帆布导开架、浸胶槽、烘箱、牵引机 构、胶布卷取装置、操纵台和控制柜等组成,见示 意图1。
4主要技术参数
圈1设鲁组成示童圈 1—帆布导开集;2-一扶提胶槽;3.前烘箱;4.一扶牵引机构}5一二次提胶槽I 6_后娥精;7-二次牵引机构;8—胶布卷取羹置
作者简舟:高样茂(1943.),男.1967年毕业于北京化工学院机械 幕.高级工程师,从●盘业椽机技术管理与技术开发工作,曾在全国 性学术交流会上发表论文3篇。 王铺平(1963-),男,1985年毕业于贵州工学院工业电气自动化专 业,工程师.从事企业工业电气技木开发工作, 撩云龙(194o-)・男.椽胶机械技师.从●企业橡胶机槭维修与制 造工作。 收稿日期I 2ooo-o6-12 收到修改稿日期 加00-08.09
(1)浸胶浆速度 无变频器时:6.62m/rain: 有变频器时;2.O .62m/rain。 (2)浸胶槽胶浆容积 总容积>0.47ms:
有效容积>0.25 ms。 (3)烘箱蒸汽
维普资讯 http://www.cqvip.com 34 橡 塑 技 术 与 装 备 2001年第27卷 使用范围:0.2—0.6MPa (4)帆布最大宽度1000turn。 (5)动力配置 浸胶槽、牵引机构、胶布卷取装置电机 YBl00L4型,2.2kW,5台; 前后烘箱引风机电机 4723.2A型,4级,2x1.1kW,2台。 (6)烘箱容积 前烘箱:4.2 后烘箱:5.6m3
5结构特点与解决的关键技术问题 5.1帆布导开架 地面有轨道使二个导开架能在轨道上滑行,当 在用导开架上的帆布临近走完时,用手将余布拉 下,另一个导开架推就位,然后用手提式缝纫机将 布头接好,使生产连续进行 导开架上有二个手动 摩擦盘使帆布张紧,送入浸胶槽。 5.2二决漫玻槽 与一次浸胶槽不同,它有一张紧调节辊,一次 浸胶后的胶布从后下方导入,胶布在进入胶浆槽之 前翻了个面,这样两次浸胶浆后的胶布在正反面上 的上胶量相对均匀。 5.3烘箱 在底部两侧留有宽150mm的二个进风通道, 通道截面可调;在引风管道上安有插板以调节抽风 速度,与同类设备比,省去了烘箱的鼓风机,节电 1.1 k1Ⅳm。 5.4供箱导布辊筒 烘箱中导布辊筒粘胶是浸胶中的难题,曾一度 严重影响浸胶布的质量。经我们多次改进,最后采 用多个小直径的镀铬导辊及辅助措施,终于解决了 导辊粘胶问题,从后烘箱出来的胶布表面浸胶均 匀,浸胶量达到20kg/m 左右,胶布质量满足工艺 要求。 5.5实现同步运行的二种方式及其必要性 如图l所示,帆布从导开架到胶布二次浸胶并 牵引出烘箱,要产生4种牵引线速度。实践表明, 要使胶布在全线同步运行,这4个线速度存在一定 的比例关系。另外,胶布在后烘箱中运行,胶布上 的汽油能否有效挥发,达到工艺要求的干湿度是胶
布能否在下工序正常使用的关键 我们发现,影响 干湿度的因素主要有胶浆浓度、汽油的挥发性、烘 箱温度(蒸汽压力)、烘箱的抽风速度、室温以及 胶布运行的线速度,其中线速度的变化对干湿度的 影响尤为显著。因此,在室温很低(如冬季)使用本 设备需要适当降低胶布运行的线速度。由此我们采用 的第一种方式就是使用变频器讽速。本设备采用了4 台国产2.2kW的盎 }器,并设计安装了。集中同步控 制器”,如图2所示,先分别转动可变电阻R】 的
0 明2囊中同步控恻矗示意明 旋钮,以调整各自的输出电流频率,改变浸胶槽与 牵引机构电机的转速,使胶布在全线同步运行,然 后再转动可变电阻R的旋钮,对全线同步调速。 重新开车后按下运行按钮,电机仍保持原可变电阻 设定的转速(频率值),所以这种调速操作简单、方 便,效果很好。第二种方式就是不用变频器而用机 械的办法,直接同时启动4台电机使胶布以 6.62m/rain的线速度同步运行,但需要对相关辊筒 的转速与直径作必要的修正。这两种方式用在不同 的条件下。如前所述,当其它因素变化时,如室温 过低,烘箱蒸汽压力不足,降速能起主导作用,使 胶布的干湿度仍符合工艺要求。但变频器可靠性较 差,易出故障而影响生产 而第二种方式,虽然漫 胶速度不能调节,但速度处在上限值,调节其它因 素也可使胶布干湿度符合工艺要求,使用中几乎不 发生设备故障,生产稳定,产量高。这两种方式可 相互切换,操作者根据浸胶时各因素的实际情况决 定采用那种方式。 5.6胶布卷取装置 为使帆布浸胶连续进行,本设备有=套胶布卷 取装置,卷取速度由摩擦盘控制,在该装置的下方 有导辊导向,上方有两根相互垂直的工字钢,两个 手拉葫芦在它上面滑行,从而使操作者更换卷布
维普资讯 http://www.cqvip.com 第3期 高祥茂等.v带帆布二次浸胶机的开发 35 架、上衬布和下胶布卷都很方便。 5.7安全措施 为使烘箱中的含油热气连续排出车间,必须保 证烘箱排气装置完好。本设备已从电气线路上提供 了上述安全保障:只有先启动烘箱引风机电机才能 启动其它动力电机。 本设备在夏天使用,多处发生静电,为消除浸 胶布上的静电,保证安全生产,我们在二个牵引机 构上安装了自制的消除静电装置。 6结论 综上所述,本设备与目前国内橡机厂生产的同 类设备比,具有明显的优势,设计上的创新使它处 于国内领先水平,本设备自去年投入使用以来,为 企业带来了显著的经济效益,因此本设备的设计方 案对国内帆布浸胶机的发展提供了有益的经验;对 橡机厂生产的帆布浸胶机的不断完善和提高有一 定的设计参考价值。
Secondary Dipping Machine Development for V-belt Canvas GAOXiang— ,WANGJin-Ping,XUFun-long (Guzhou Shen Yi Rubber Factory,Guiyang 550008,China1 Abstract:Introduces the key technical points of technical p ̄ter and the swactural propmy of the s ̄condary dippingmachineforV-belt canvas.Therefore,provided good experienceforthe d ̄velopment of domestic c蛐Vas dipping machine,which has a certain referring value for design. Keywords:gallvasdipping;callva¥dippingmachine.
/美国橡塑胶机械市场需求增加L皇 美国橡塑胶机械市场前景看好,需求不断增 加。1999年,美国橡塑胶机械进口总金额为21.31 亿美元,比1998年增加了3%。美国的橡塑胶机械 市场有望在未来几年内继续保持增长趋势。 美国橡塑胶机械市场的发展主要得益于橡塑 胶产品市场需求的不断扩大。美国橡塑胶产业的发 展进一步推动橡塑胶机械市场发展。据悉,1998 年,来自国外的橡塑胶机械设备几乎占了美国橡塑 胶机械市场的45%。其中注射成型机、吹制成型机 和机械零部件的进口金额最大。 据了解,美国橡塑胶产品制造商中对橡塑胶机 械先进性能的要求主要集中在四个方面: (1)为适虚消费者对橡塑胶制品要求的提高,需 要具有更精密复杂控制系统的更大型的橡塑胶机 械。 (2)为适应美国环保立法有关规定,需要具有废 品回收的橡塑胶机械。 (3)为适应包装业要求,需要能够生产薄而坚固 且材料价格便宜的橡塑胶机械。 (4)为适血全球通讯信息科技相关产品销售上 升的趋势,需要更多运用在通讯及信息产业的注射 成型机,特别是大型快速电动式注射成型机。 (XJ-03摘自《国外机械工业动态))2000,N0.22) √新纤维增强塑料汽车发动机r 美国福特汽车公司的特殊车辆研究部正在进 行一项有关塑料发动机的研制工作。这种90%的部 件由纤维增强塑料制成的发动机,将安装在福特公 司的Mustang牌小型轿车上。这种树脂制品主要含 分别由玻璃纤维或石墨纤维增强的环氧或聚酰亚 胺树脂。发动机内仅有的金属部件是四个捧气阀和 螺栓,虬及控制轴、凸轮衬套和曲柄轴。该发动机 纤维增强材料的重量为‘l0磅,树脂的重量为6o磅, 金属材料的重量为68磅,总重量比普通同型发动 机轻200磅,且具有更经久耐用,噪音低30%和能 节约燃油等优特点。 (叶春葆摘自((Chemica1 Week) ̄2.26,199g)
维普资讯 http://www.cqvip.com