第四章 反馈控制系统的计算机辅助分析与设计
- 格式:ppt
- 大小:1.87 MB
- 文档页数:83

一、CAD/CAM概论CAD/CAM技术是一门多学科综合性应用技术,是20世纪制造领域最杰出的技术之一。
1.1 CAD/CAM的基本概念CAD(Computer Aided Design):是指工程技术人员以计算机为工具完成产品设计过程中的各项任务,如草图绘制、零件设计、装配设计、工装设计、工程分析等;CAPP(Computer Aided Process Planning):是指工艺人员利用计算机,根据产品制造工艺要求,交互或自动地确定产品加工方法和方案,如加工方法的选择、工艺路线和工序的设计等;CAM(Computer Aided Manufacturing):制造人员借助于计算机完成从生产准备到产品制造出来的过程中各个环节与活动,如数控加工编程、制造过程控制、质量检测等。
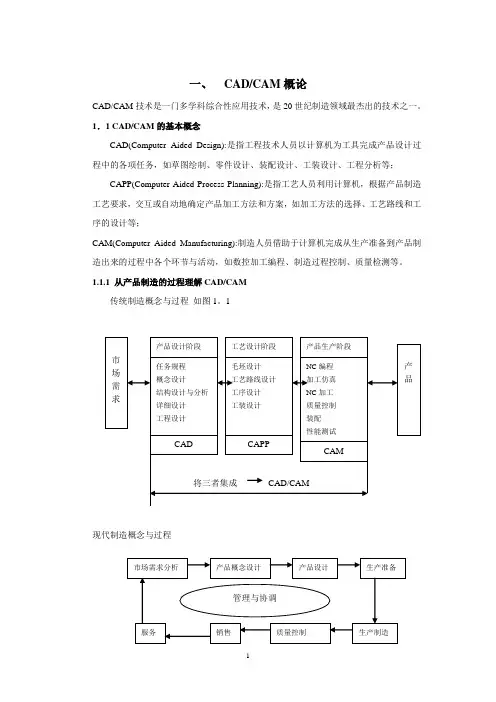
1.1.1 从产品制造的过程理解CAD/CAM传统制造概念与过程如图1。
1现代制造概念与过程利用计算机完成各个环节的工作成为CAD/CAM几点说明:1、计算机技术只能解决信息的查询与统计,信息的管理、重复而繁琐的工作等,而并不能代替人的工作,特别是创造性的工作。
2、现代制造概念很大,本书CAD/CAM的概念只涉及到产品的设计、工艺设计、加工、车间控制与质量控制等内容。
3、上述制造环中有三个流:物流、资金流与信息流。
4、企业制造资源有人、财、物、技术与信息。
1.1.2 CAD/CAM的基本功能在CAD/CAM系统中,人们利用计算机完成产品结构描述、工程信息表达、工程信息的传输与转化、信息管理等工作。
因此,CAD/CAM系统应具备以下基本功能:1、产品与过程的建模如何用计算机能够识别的数据(信息)来表达描述产品。
如产品形状结构的描述、产品加工特性的描述、如何将有限元分析所需要的网格及边界条件描述出来等等。
2、图形与图象处理在CAD/CAM系统中,图形图象仍然是产品形状与结构的主要表达形式,因此,如何在计算机中表达图形、对图形进行各种变换、编辑、消隐、光照等处理是CAD/CAM的基本功能。
第一章:1.MIS的定义:制造信息系统是一个以人为主导,利用计算机硬件,软件,网络通信设备,以及其他办公设备进行信息的收集传输,加工,储存,更新和维护,以企业战略竞优,提高效益和效率为目的,支持企业高层决策,中层控制,基层运作的集成化的人机系统。
2.MIS的功能:①数据处理功能;②预测功能;③计划控制功能;④决策优化功能。
3.MIS的特点:①面向管理决策;②综合性;③人--机系统;④现代管理方法和管理手段的结合;⑤多学科交叉的边缘学科。
4.IS发展的三个阶段:①EDPS(Electronic Data Processing System)电子数据处理系统;②MIS(Management InformationSystem)管理信息系统;③DSS(Decision Support System)决策支持系统。
EDPS:在该阶段,计算机主要用于支持企业运行层的日常具体业务,所处理的问题位于管理工作的底层,所处理的业务活动有记录,汇总,综合与分类等,主要的操作是排序,列表,更新和生成等。
其目的是迅速,及时,正确地处理大量数据,提高数据处理的效率,实现数据处理的自动化,将人们从繁重的手工数据处理工作解放出来,从而提高工作效率。
可分为:单项数据处理和综合数据处理。
MIS:管理信息系统最大的特点是高度集中,能将组织中的数据和信息集中起来,进行快速处理,统一使用其重要标志是有一个中心数据库和计算机网络系统。
MIS的处理方式是在数据库和网络基础上的分布式处理。
DSS:决策支持系统是把数据库处理与经济管理数学模型的优化计算结合起来,具有管理,辅助决策和预测功能的管理信息系统。
决策支持系统面向组织中的高层管理人员,以解决半结构化问题为主;强调决策过程中人的作用,系统对人的决策只能起辅助和支持的作用,更重要的是决策过程的支持以应用模型为主,系统模型反映了决策制定原则和机理。
在结构上,决策支持系统由数据库,模型库,方法库和相关的部分组成。
控制系统的超前校正设计1 设计原理本设计使用频域法确定超前校正参数。
首先根据给定的稳态性能指标,确定系统的开环增益K 。
因为超前校正不改变系统的稳态指标,所以,第一步仍然是调整放大器,使系统满足稳态性能指标。
再利用上一步求得的K ,绘制未校正前系统的伯德图。
在伯德图上量取未校正系统的相位裕度和幅值裕度,并计算为使相位裕度达到给定指标所需补偿角的超前相角εγγσϕ+-=0。
其中γ为给定的相位裕度指标;0γ为未校正系统的相位裕度;ε为附加角度。
(加ε的原因:超前校正使系统的截止频率c ω增大,未校正系统的相角一般是较大的负相角,为补偿这里增加的负相角,再加一个正相角ε,即|)()(||)()(|0''0c c c c j H j G j H j G ωωωωε∠-∠≥其中,c 'ω为校正后的截止频率。
当系统剪切率对应的ε取值为:当剪切率为-20dB 时,deg 10~5=ε,剪切率为-40dB 时,deg 15~10=ε,剪切率为-60dB 时,deg 20~15=ε。
)取σϕϕ=m ,并由mma ϕϕsin 1sin 1-+=求出a 。
即所需补偿的相角由超前校正装置来提供。
为使超前校正装置的最大超前相角出现在校正后系统的截止频率c 'ω上,即cm 'ωω=,取未校正系统幅值为)(lg 10dB a -时的频率作为校正后系统的截止频率c 'ω。
由T a m 1=ω计算参数T ,并写出超前校正的传递函数Ts aTs s G c ++=11)(。
校验指标,绘制系统校正后的伯德图,检验是否满足给定的性能指标。
当系统仍不满足要求时,则增大ε值,从ε取值再次调试计算。
2 控制系统的超前校正初始状态的分析由已知条件,首先根据初始条件调整开环增益。
根据:)3.01)(1.01()(s s s Ks G ++=要求系统的静态速度误差系数6≤v K ,K s s KS sG k s v =++==→)3.01)(1.01()(lim 0可得K=6,则待校正的系统开环函数为)3.01)(1.01(6)(s s s s G ++=上式为最小相位系统,其MATLAB 伯德图如图1所示。