机床课件__导轨(4)
- 格式:ppt
- 大小:1.49 MB
- 文档页数:45

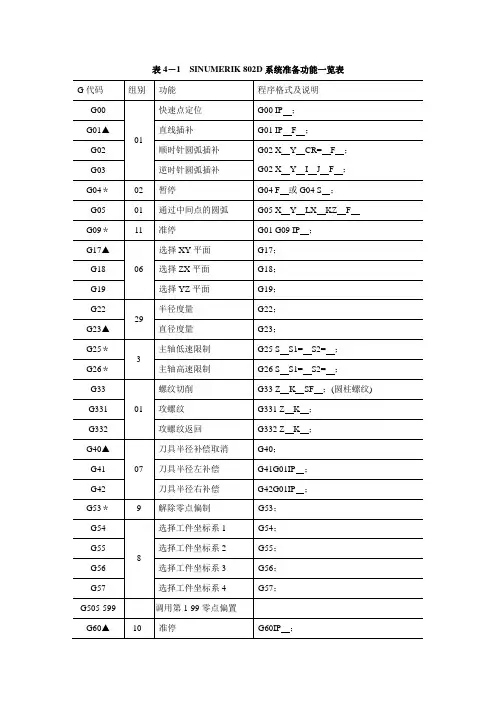
表4-1 SINUMERIK 802D系统准备功能一览表
G代码 组别 功能 程序格式及说明
G00
01 快速点定位 G00 IP ;
G01▲ 直线插补 G01 IP F ;
G02 顺时针圆弧插补 G02 X Y CR= F ;
G02 X Y I J F ; G03 逆时针圆弧插补
G04* 02 暂停 G04 F 或G04 S ;
G05 01 通过中间点的圆弧 G05 X Y LX KZ F
G09* 11 准停 G01 G09 IP ;
G17▲
06 选择XY平面 G17;
G18 选择ZX平面 G18;
G19 选择YZ平面 G19;
G22
29 半径度量 G22;
G23▲ 直径度量 G23;
G25*
3 主轴低速限制 G25 S S1= S2= ;
G26* 主轴高速限制 G26 S S1= S2= ;
G33
01 螺纹切削 G33 Z K SF ;(圆柱螺纹)
G331 攻螺纹 G331 Z K ;
G332 攻螺纹返回 G332 Z K ;
G40▲
07 刀具半径补偿取消 G40;
G41 刀具半径左补偿 G41G01IP ;
G42 刀具半径右补偿 G42G01IP ;
G53* 9 解除零点偏制 G53;
G54
8 选择工件坐标系1 G54;
G55 选择工件坐标系2 G55;
G56 选择工件坐标系3 G56;
G57 选择工件坐标系4 G57;
G505-599 调用第1-99零点偏置
G60▲ 10 准停 G60IP ; G601▲
12 精确的准停 指令一定要在G60或G09有效时才有效。
G602 粗准停
G603 插补结束时的准停
G63 2 攻螺纹方式 G63 Z-50 F ;
G64
10 轮廓加工方式
G641 过渡圆轮廓加工方式 G641ADIS= ;

机床导轨的种类
机床导轨是机床上用来支撑和引导工作台、刀架等运动部件的重要部件,它直接影响着机床的精度和稳定性。根据不同的结构和材料,机床导轨可以分为多种类型。
一、平面导轨
平面导轨是最基本的一种导轨,它由两个相互垂直的表面组成,通常用于小型、低精度的机械设备中。平面导轨制造成本低廉,但其使用寿命较短。
二、V型导轨
V型导轨是一种常见的金属导轨,其形状类似于字母“V”,由两个相互嵌合的表面组成。V型导轨具有良好的刚性和稳定性,在高速运动时也能保持较高的精度。它广泛应用于铣床、车床等大型机床中。
三、滚珠丝杠
滚珠丝杠是一种通过滚珠来传递力量和运动的装置,它通常与V型导轨配合使用。滚珠丝杠具有高效率、高精度和长寿命等优点,在需要高速移动和高精度加工的机床上广泛应用。
四、直线导轨
直线导轨是一种由滑块和导轨组成的直线运动部件,它具有高精度和高刚性等优点。直线导轨广泛应用于数控机床、激光切割机等高精度设备中。
五、气体浮动导轨
气体浮动导轨是一种通过气体压缩来实现工作台或刀架运动的装置,它具有零摩擦、无磨损、无振动等优点。气体浮动导轨广泛应用于超精密加工和光学加工等领域。
总之,不同类型的机床导轨各有特点,在选择时需要根据机床的使用环境和要求进行综合考虑,以达到最佳的加工效果。

表2-4 FANUC 0i 机床控制面板功能介绍
名 称 功 能 键 图 功 能
机床总电源开关 机床总电源开关一般位于机床的背面。置于“ON”时为主电源开。
系统电源开关 按下按钮“电源开”,向机床润滑、冷却等机械部分及数控系统供电
机床报警与超程解除 当出现紧急停止时,机床报警指示灯亮
当机床出现超程报警时,按下“超程解除”按钮不要松开,可使超程轴的限位挡块松开,然后用手摇脉冲发生器反向移动该轴,从而解除超程报警
Z轴制动与NC ON 按下Z轴制动,则主轴被锁定
按下NC ON,使数控系统上电
急停与程序保护 当出现紧急情况而按下急停按钮时,在屏幕上出现“EMG”字样
当程序保护开关处于“ON”位置时,即使在“EDIT”状态下也不能对NC程序进行编辑操作
主轴倍率调整旋钮
在主轴旋转过程中,可以通过主轴倍率旋钮对主轴转速进行50%~120%的无级调速。同样,在程序执行过程中,也可对程序中指定的转速进行调节
进给速度倍率旋钮
进给速度可通过进给速度倍率旋钮进行调节,调节范围为0%~150%。另外,对于自动执行的程序中指定的速度F,也可用进给速度倍率旋钮进行调节 模式选择按钮
AUTO:自动运行加工操作
EDIT:程序的输入及编辑操作
MDI:手动数据(如参数)输入的操作
DNC:在线加工
REF:回参考点操作
JOG:手动切削进给或手动快速进给
INC:增量进给操作
HANDLE:手摇进给操作
“AUTO”模式下的按钮 SINGLE BLOCK:单段运行。 该模式下,每按一次循环启动按钮,机床将执行一段程序后暂停
BLOCK DELETE:程序段跳跃。当该按钮按下时,程序段前加“/”符号的程序段将被跳过执行
OPT STOP:选择停止。 该模式下,指令M01的功能与指令M00的功能相同
TEACH:示教模式。
RESTART:程序将重新从程序开始处启动
MC LOCK:机床锁住。用于检查程序编制的正确性,该模式下刀具在自动运行过程中的移动功能将被限制
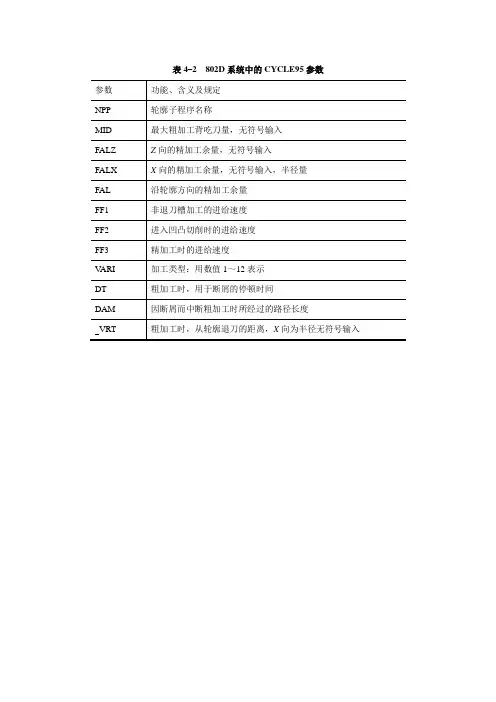
表4–2 802D系统中的CYCLE95参数
参数 功能、含义及规定
NPP 轮廓子程序名称
MID 最大粗加工背吃刀量,无符号输入
FALZ Z向的精加工余量,无符号输入
FALX X向的精加工余量,无符号输入,半径量
FAL 沿轮廓方向的精加工余量
FF1 非退刀槽加工的进给速度
FF2 进入凹凸切削时的进给速度
FF3 精加工时的进给速度
VARI 加工类型:用数值1~12表示
DT 粗加工时,用于断屑的停顿时间
DAM 因断屑而中断粗加工时所经过的路径长度
VRT 粗加工时,从轮廓退刀的距离,X向为半径无符号输入