螺纹及工艺参数表
- 格式:pdf
- 大小:197.84 KB
- 文档页数:1
1-14uns外螺纹参数1. 螺纹参数简介螺纹是一种常见的连接方式,用于连接螺纹配件,例如螺母、螺栓等。
螺纹参数是指螺纹的一些基本特征,包括螺纹规格、螺距、公称直径等。
本文将介绍1-14UNS外螺纹的相关参数及其应用。
2. 螺纹规格螺纹规格是指螺纹的种类和标准,常见的螺纹规格有UNC、UNF、UNS等。
其中,1-14UNS表示螺纹规格为UNS,外径为1英寸,螺距为14根每英寸。
UNS螺纹通常用于海洋和航空工业,具有较高的强度和耐腐蚀性。
3. 螺距螺距是指螺纹每个螺旋周期中螺纹前进的距离,常用单位为毫米或英寸。
1-14UNS螺纹的螺距为14根每英寸,表示螺纹在1英寸长度内有14个螺旋周期。
螺距的选择与螺纹应用密切相关,不同的螺距适用于不同的工况和载荷要求。
4. 公称直径公称直径是指螺纹直径的近似值,常用单位为毫米或英寸。
1-14UNS 螺纹的公称直径为1英寸,表示螺纹的实际直径约为1英寸。
公称直径的选择要考虑到螺纹配件的尺寸和负载要求,以确保连接的牢固性和可靠性。
螺纹深度是指螺纹在螺纹轴向方向上的深度,常用单位为毫米或英寸。
螺纹深度的设计应根据螺纹材料和应力要求进行合理选择,以确保螺纹连接的强度和稳定性。
1-14UNS螺纹的螺纹深度通常符合相关的标准要求。
6. 螺纹角度螺纹角度是指螺纹轮廓的斜率,常见的螺纹角度有60度和55度。
1-14UNS螺纹的螺纹角度通常为60度,这种角度适用于大多数工业和机械领域。
螺纹角度的选择要考虑到螺纹的强度、密封性和加工要求。
7. 螺纹材料螺纹通常使用高强度的金属材料制成,例如碳钢、不锈钢、合金钢等。
1-14UNS螺纹的材料选择应根据具体应用环境和要求,以确保螺纹连接的耐腐蚀性、强度和可靠性。
螺纹材料的选择也与螺纹加工工艺和成本因素密切相关。
8. 螺纹加工螺纹加工是指将螺纹加工到工件上的过程,常见的螺纹加工方法有切削加工和塑性加工。
1-14UNS螺纹的加工可以采用螺纹刀具、螺纹铣刀、螺纹机等设备进行。

文摘:在钣金冲压件中,根据材料的厚度,采用精冲小孔、变薄翻边、冷冲孔和挤压等工艺方法,形成螺纹底孔。
本文论述了上述螺纹冲压工艺、模具结构及其设计制造工艺。
主题词:冲孔螺纹底孔、冲孔小孔、变薄翻边、冷冲孔与挤压、成形技术。
螺纹连接结构,尤其是紧密螺纹连接结构,是各种机电和家用电器中最重要的部件连接结构。
对于钣金冲压件的紧密螺纹连接,连接螺纹的长度必须大于材料的厚度,以保证连接的可靠性和增强其承载能力,从而达到使钣金冲压件可靠、重量轻、强度高的目的。
轻巧紧凑的理想结构部件。
在仪器仪表、电子电器、各种家用电器、家用电器、玩具等产品的钣金冲压件中,经常采用M2-M10小螺纹紧固结构。
为了提高生产效率,满足大批量生产的需要,采用小孔精密冲孔、减薄翻边、冷冲孔、挤压等方法,不仅可以冲孔而不必钻孔,大大提高了生产效率,同时,可获得尺寸准确、一致性好的底孔,使螺纹连接有足够的长度,保证连接的可靠性和设计要求的承载能力。
因此,采用冲压成形技术加工小螺纹底孔具有质量高、成品率高的效果,也是一项成熟且值得推广的技术。
1螺纹底孔的计算合适的螺纹底孔尺寸不仅取决于螺纹直径,而且与螺距有密切关系。
通常计算如下:当tL≤1时,取:dZ=d-tL,当tL>1时,取:dZ=d-(1.04~1.06)tL(2),式中tL螺距,mm dZ—螺纹底孔直径,mm d—螺纹直径,mm表1螺纹底孔直径合理值(mm)螺纹直径d螺距tL底孔直径dz M1 M2 M3 M4 M5 M6 M12 M12 M14 M16 M18 M20 M22 M24 M27 M30 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2.5 2.5 2.5 3 3 3 3 3.5 0.75 1.6 2.5 3 4 4 5 5 5 5 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4 20.9 26.3 2冲螺纹的基本工艺底孔是冷冲压法,冲压钣金件螺纹底孔的主要工艺方法是:(1)当冲压件的厚度满足螺纹连接所需长度时,用厚料冲孔并精冲。
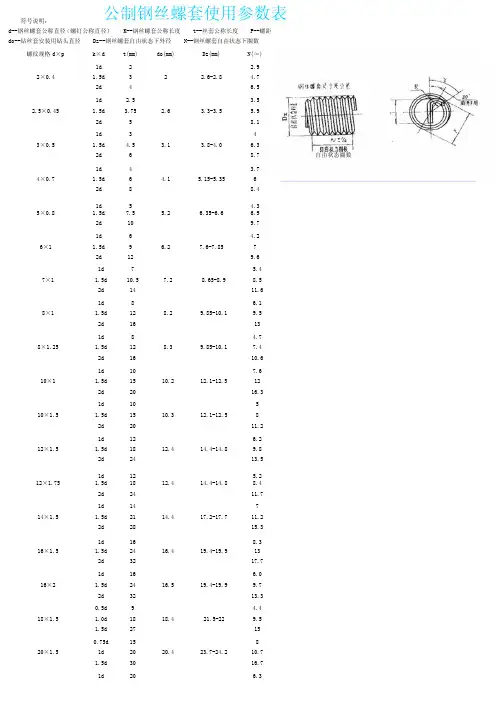
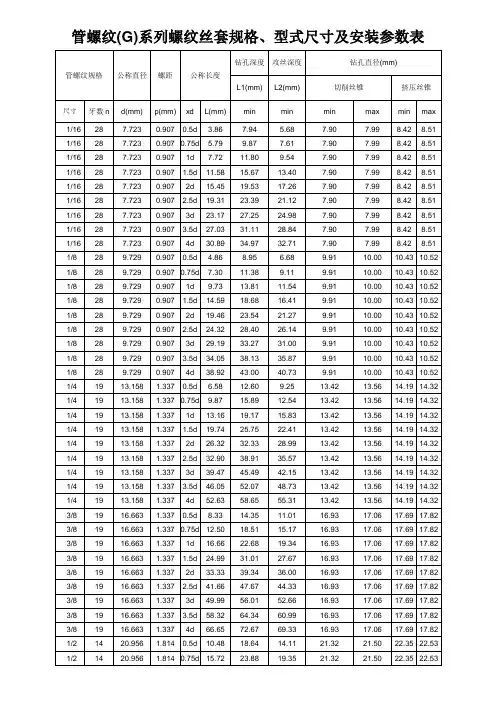
公制钢丝螺套使用参数表符号说明:d--钢丝螺套公称直径(螺钉公称直径)K--钢丝螺套公称长度t--丝套公称长度P--螺距do--钻丝套安装用钻头直径Dz--钢丝螺套自由状态下外径N--钢丝螺套自由状态下圈数螺纹规格d×p k×d t(mm) do(mm) Dz(mm) N(≈)2×0.41d1.5d2d2342 2.6-2.82.94.76.52.5×0.451d1.5d2d2.53.7552.63.3-3.53.55.98.13×0.51d1.5d2d34.563.1 3.8-4.046.38.74×0.71d1.5d2d4684.15.15-5.353.768.45×0.81d1.5d2d57.5105.26.35-6.64.36.99.76×11d1.5d2d69126.27.6-7.854.279.67×11d1.5d2d710.5147.2 8.65-8.95.48.511.68×11d1.5d2d812168.2 9.85-10.16.19.5138×1.251d1.5d2d812168.3 9.85-10.14.77.410.610×11d1.5d2d10152010.2 12.1-12.57.61216.310×1.51d1.5d2d10152010.3 12.1-12.55811.212×1.51d1.5d2d12182412.4 14.4-14.86.29.813.512×1.751d1.5d2d12182412.4 14.4-14.85.28.411.714×1.51d1.5d2d14212814.4 17.2-17.7711.215.316×1.51d1.5d2d16243216.4 19.4-19.98.31317.716×21d1.5d2d16243216.5 19.4-19.96.09.713.318×1.50.5d1.0d1.5d9182718.4 21.5-224.49.51520×1.50.75d1d1.5d15203020.4 23.7-24.2810.716.71d 20 6.3自由状态圈数20×2.5 1.5d2d 304020.5 23.7-24.2 1013.722×1.5 0.75d1d16.52222.4 26.3-26.88.611.724×1.51d1.5d 243624.4 28.6-29.1 1319.824×31d1.5d2d24364824.6 28.6-29.16.3101426×1.50.5d0.75d1d1319.52626.4 30.5-316.710.714.627×1.50.5d0.75d1d13.520.32727.4 32.2-32.76.710.714.627×20.5d0.75d1d13.520.32727.5 32.2-32.76.710.714.630×1..50.5d0.75d1d1522.53030.4 35.2-35.77.812.216.530×3.51d1.5d2d30456030.7 35.2-35.771114.933×1.50.5d0.75d1d16.624.53333.4 38.3-38.89.113.718.339×20.5d0.75d1d19.529.253939.5 45.1-45.67.912.216.660×40.5d1d326464.9 65-667.315.6:d--钢丝螺套公称直径(螺钉公称直径)K--钢丝螺套公称长度t--丝套公称长度P--螺距do--钻丝套安装用钻头直径Dz--钢丝螺套自由状态下外径N--钢丝螺套自由状态下圈数螺纹规格d×p k×d t(mm) do(mm) Dz(mm) N(≈)螺纹牙套钻孔尺寸表--通制作公制粗螺纹底孔尺寸范围钻头选择公制粗螺纹底孔尺寸范围钻头选择M3*0.5 3.12--3.20 3.1M8*1.08.25--8.428.3M4*0.7 4.17--4.30 4.2M10*1.010.25--10.4210.3 M5*0.8 5.16--5.33 5.2M10*1.2510.31--10.5210.4 M6*1.0 6.25--6.42 6.3M12*1.2512.31--12.5212.4 M7*1.07.25--7.427.3M12*1.512.37--12.6212.5 M8*1.258.31--8.528.4M14*1.2514.27--14.414.3 M10*1.510.37--10.6210.5M14*1.514.37--14.6214.5 M12*1.7512.43--12.7312.5M16*1.516.37--16.6216.5 M14*2.014.49--14.8314.5M18*1.518.37--18.6218.5 M16*2.016.49--16.8316.5M20*1.520.37--20.6220.5 M18*2.518.58--19.0419M20*2.520.58--21.0421。
普通螺纹标准普通螺纹是一种常用的螺纹连接方式,广泛应用于机械、汽车、航空航天等行业。
它的设计与制造要求都有一定的标准,下面就来介绍一些与普通螺纹相关的参考内容。
1. 螺纹设计与标准:普通螺纹的设计与标准有很多,其中包括国内标准和国际标准。
国内标准主要有GB/T 1167-1996《普通螺纹》、GB/T 3678-2006《普通螺纹零件技术要求》等。
国际标准有ISO 724-1978《一般用途精密螺纹标准》、ISO 965-1-2013《Metric screw threads—Principles and basic data—Part 1: Metric screw threads》等。
2. 螺纹参数规定:普通螺纹的参数规定主要包括螺距、螺纹直径、牙型角等。
螺距是单位长度内螺纹的回转数,它与螺纹直径有关。
螺纹直径是指螺纹外径或内径,它与牙型角一起决定了螺纹的牙高、牙宽等尺寸。
3. 螺纹制造工艺:普通螺纹的制造工艺一般包括车削、攻丝、滚牙等。
车削是最常用的制造螺纹的方法,它适用于较大直径的螺纹。
攻丝是用切削刀具直接在工件上切削出螺纹,适用于小直径螺纹。
滚牙是使用滚牙刀具在预先加工好的螺纹孔中滚制螺纹,适用于高精度螺纹。
4. 螺纹连接的紧固原理:普通螺纹的连接原理是利用螺纹的摩擦力将螺纹连接的零件固定在一起。
当两个螺纹连接的零件旋转时,螺纹的摩擦力可以防止它们的相对运动,使之保持紧固状态。
同时,螺纹连接也可以通过加装垫圈等配件来实现密封功能。
5. 螺纹连接的验收:普通螺纹连接的验收主要包括两个方面:尺寸验收和功能验收。
尺寸验收主要是检查螺纹的外径、内径、螺距等参数是否满足设计要求;功能验收主要是检查螺纹的装拆是否灵活、螺纹间的摩擦力是否适当等。
总之,普通螺纹是一种常用的螺纹连接方式,它的设计与制造有一定的标准要求,如螺纹设计与标准、螺纹参数规定、螺纹制造工艺、螺纹连接的紧固原理和螺纹连接的验收等。
M22x1螺纹是一种常用的标准螺纹,其具体规格参数如下:-牙数:22-螺距:1mm-螺纹直径:从大到小依次是22.77mm、22mm、1.87mm、1.6mm、1.34mm、1.17mm这种螺纹在机械设计和制造中有着广泛的应用,下面从几个方面简要介绍其标准:一、螺纹特征M22x1螺纹具有标准的外螺纹和内螺纹,其直径和螺距都是经过严格设计的,具有一定的强度和稳定性。
在外螺纹上,通常会标明螺纹规格和旋向等标识,方便使用者识别和安装。
二、配合标准M22x1螺纹通常会与其他相关零件进行配合,如螺栓、螺母、垫片等。
这些零件之间需要有一定的配合标准,以确保整个系统的稳定性和可靠性。
具体来说,螺栓和螺母之间的配合需要紧密,垫片的位置和厚度也需要准确。
这些配合标准都是经过长期实践和验证的,具有一定的可靠性和稳定性。
三、使用环境M22x1螺纹适用于多种使用环境,如机械、建筑、汽车等。
在不同的使用环境中,螺纹的强度和稳定性会有所不同。
在某些特殊环境中,如高温、高压、腐蚀等环境下,需要采用特殊材料和工艺制成的螺纹,以确保其性能和寿命。
四、制造标准M22x1螺纹的制造标准也是非常严格的。
从原材料到加工工艺,再到检测标准,都需要经过一系列的流程和检验。
只有符合标准的螺纹才能投入使用,保证其性能和寿命。
同时,制造商也需要按照相关标准进行生产和检测,以确保产品的质量和可靠性。
总之,M22x1螺纹是一种常用的标准螺纹,具有标准的直径、螺距和牙数等参数。
其广泛应用于机械、建筑、汽车等领域,需要与其他相关零件进行配合,具有一定的可靠性和稳定性。
制造和检测标准也是非常严格的。
一、目的:规范公司技术员,检验员,操作员对NPT螺纹的了解。
二、适用范围:适用于公司任何NPT螺纹类产品,参考资料为ANSI-ASMEB1.20。
1-1983(R2013)通用管螺纹和国家标准GB/T12716—2011。
三、目录1、NPT和NPTF介绍2、螺纹技术参数参数讲解3、NPT与NPTF加工工艺4、NPT和NPTF的检测方法四、内容:4.1 NPT和NPTF螺纹介绍NPT 是 National (American) Pipe Thread 的缩写,属於美国标准的 60 度锥管密封螺纹,用於北美地区,美国标准为ANSI—ASMEB1。
20。
1-1983(R2013)通用管螺纹.国家标准可查阅 GB/T12716-2011。
NPTF:美制干密封圆锥管螺。
NPTF = National PipeThread FineNPT螺纹称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹.NPTF螺纹称之为干密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填料情况下完全依靠螺纹自身形成密封,设计意图是使内、外螺纹牙的侧面、牙顶和牙底同时接触,来达到密封的目的。
它们两者的牙型角、斜度等指标都是相同的,关键是牙顶和牙底的削平高度不一样,所以,量规的设计也是不一样的。
NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋合时不用任何填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。
干密封管螺纹规定有较为严格的公差,属精密型螺纹,仅用在特殊场合。
这种螺纹有较高的强度和良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断裂现象.NPTF内、外螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺纹是过渡配合。
NPTF螺纹主要用于高温高压对密封要求严格的场所。
NPT内外螺纹均为圆锥,而NPTF外螺纹是圆锥,内螺纹则有圆锥、圆柱两种;NPT有右旋也有左旋,NPTF只有右旋一种旋向。
用NPTF丝锥在攻NPT螺纹是可以接受的,但是NPT丝锥不能用于NPTF螺纹,因为它生产的螺纹会漏气。
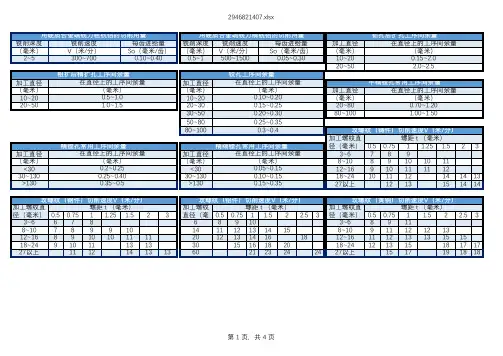
刀具工艺参数表黄铜的加工参数下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工 艺表格,对应图中的“吃刀深度”即最大单边切深度、 “开槽深度”即一次开槽深度、 “路 径间距”即侧向进给,分别输入加工参数值。
表一: 20○系列刀具开粗加工黄铜材料的工艺参数表刀具一次开槽深度 范围( mm )开槽进给速度 范围 (m/min ) “单边切”吃 刀深度 (mm ) 侧向进给范围( mm )“单边切”进给 速度范围 (m/min ) 主轴转速范围(rpm )20○–2.0 0.2—0.4 1.0—1.2 1 0.3—0.4 1.2—1.8 16000—18000 20○–1.5 0.2—0.4 1.0—1.2 1 0.2—0.4 1.2—1.8 16000—18000 20○–1.0 0.2—0.4 0.8—1.2 1 0.2—0.3 1.2—1.8 18000—20000 20○–0.8 0.2—0.3 0.4—0.8 1 0.2—0.3 0.4—0.8 18000—20000 20○–0.50.1—0.20.4—0.8 10.1—0.2 0.4—0.8 18000—20000表二: 20○系列刀具修边加工黄铜材料的工艺参数表刀具 吃刀深度范围( mm )进给速度范围( m/min )主轴转速范围( rpm )20○–1.0 0.2—0.4 1.0—1.2 18000—20000 20○–0.8 0.2—0.4 1.0—1.2 18000—20000 20○–0.5 0.2—0.3 0.8—1.2 19000—21000 20○–0.4 0.1—0.2 0.4—0.8 20000—21000 20○–0.3 0.1—0.2 0.4—0.6 20000—22000 20○–0.20.1—0.20.2—0.4 20000—22000表三: 20○系列刀具清角加工黄铜材料的工艺参数表刀具吃刀深度范围( mm )进给速度范围( m/min )主轴转速范围( rpm )20○–0.4 0.5—0.8 0.4—0.8 18000—20000 20○–0.3 0.4—0.6 0.2—0.4 18000—20000 20○–0.2 0.2—0.4 0.2—0.4 20000—22000 20○–0.10.1—0.20.2—0.420000—24000表四: 10○系列刀具开粗加工黄铜材料的工艺参数表刀具一次开槽深度 (mm )开槽进给速度 (m/min ) “单边切”吃 刀深度 (mm )侧向进给 (mm )“单边切”进给 速度范围 (m/min )主轴转速范围 (rpm ) 10○–0.8 0.25 0.80.5 0.1 0.8—1.2 18000—20000 10○–0.50.10.40.50.10.4—0.818000—20000表五: 10○系列刀具修边加工黄铜材料的工艺参数表最大单边切削深一次开槽深度侧向进给表六: 10○系列刀具清角加工黄铜材料的工艺参数表表七: 30○系列刀具修边加工黄铜材料的工艺参数表表八: 30○系列刀具清角加工黄铜材料的工艺参数表表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向 进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为: “大吃深,少吃料,快进 给”。