材料成型技术基础知识点
- 格式:doc
- 大小:47.00 KB
- 文档页数:9
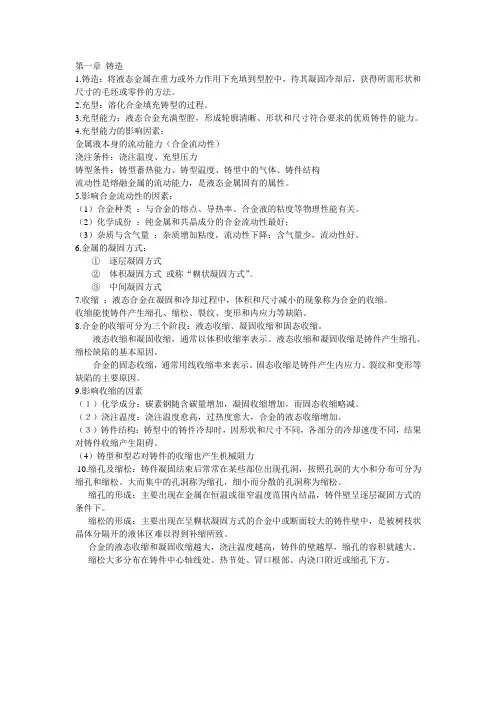
第一章铸造
1 铸造通常是将液态金属浇注到与零件的形状、尺寸相适应的铸型型腔中,待其冷却凝固后,以获得毛坯或零件的生产方法。
2 铸造的特点
(1)较强的适应性(铸件形状、质量、尺寸、材料不受限制)
(2)良好的经济性
(3)铸件力学性能较差、质量不够稳定
(4)铸造生产条件和环境差(铸造生产过程中、混沙、造型、清沙过程中产生大量的粉尘,熔炼浇注温度很高,铸造过程中还有大量的烟雾、刺激性气体产生,工人劳动强度很大)
3 铸件被广泛应用于国防军工、航空航天、矿山冶金、交通运输工具、石化通用设备、农业机械、建筑机械等领域。
4 液态金属的充型能力:液态金属充满铸型型腔,获得形状完整、轮廓清晰的铸件的能力
5 影响充型能力的主要因素有:液态金属的流动性、铸型性质、浇注条件以及铸件结构等
6 金属的凝固方式:逐层凝固、体积凝固、中间凝固。
7 铸件在冷却过程中,体积和尺寸缩小的现象叫做收缩,收缩性是铸造合金固有的物理性质。
8 金属从液态冷却到室温,要经历三个相互联系的收缩阶段
(1)液态收缩-----从浇注温度冷却至凝固开始温度之间的收缩
(2)凝固收缩-----从凝固开始温度冷却至凝固结束温度之间的收缩
(3)固体收缩-----从凝固完毕时的温度冷却至室温之间的收缩
9 影响铸件收缩的主要因素有:化学成分、浇注温度、铸件结构、铸型条件等。
10 铸造的内应力分为:热应力、相变应力、收缩应力。
(1)热应力是铸件在凝固和冷却过程中,不同部位由于收缩不均衡而引起的应力
(2)相变应力是由于固态相变,各部分体积发生不均衡变化引起的应力
(3)收缩应力是由于铸型、型芯等阻碍铸件的收缩产生的应力,收缩应力一般使铸件产生拉伸或剪切应力。
11热裂是在铸件凝固末期高温下形成的裂纹;
12冷裂是铸件在低温时形成的裂纹。
13防止冷裂和热裂的主要方法是减小铸造内应力。
14灰口铸铁的性能特点:熔点较低,凝固温度范围小,流动性好,凝固收缩小,具有良好的铸造性能,综合机械性能低,抗压强度比抗拉强度高3-4倍。缺口敏感性低,铸件的残余应力小,吸震性好,比钢约高10倍。弹性模量较低。
灰口铸铁的结构特点:可设计薄壁、形状复杂的铸件。不宜设计很厚大的铸件,长采用非对称截面,以充分利用其抗压强度。如发动机缸体和缸盖、机床床身、机架支座。
15 球墨铸铁的性能特点:流动性线收缩与灰口铸铁基本相同,体收缩及形成内应力倾向比灰口铸铁大,易产生缩孔、缩松和裂纹,球化处理时铁水温度有所降低,易产生浇不足、冷隔缺陷,铸造性能介于灰口铸铁与铸钢之间。强度、塑性、弹性模量均比灰口铸铁高,抗磨性好,吸震性比灰口铸铁差。
球墨铸铁的结构特点:一般设计成均匀壁厚,尽量避免厚实断面。对于某些厚大断面的铸件可采用空心结构或带加强筋的结构。如:柴油机曲轴、凸轮轴、减速器壳、阀体。
16 铸钢的性能特点:熔点高,流动性差,体收缩和线收缩都较大,容易产生粘砂、浇注不足、冷隔等缺陷。因此,铸钢用型(芯)砂应具有较高的耐火性、透气性和强度。如选用颗粒较大而均匀、耐火性好的石英砂制作砂型,烘干铸型,铸型表面涂以石英粉配制的涂料等。
铸钢件综合力学性能高,抗压和抗拉强度相等。吸震性差,缺口敏感性大。低碳钢的焊接性能好。
16 铸钢的结构特点:铸件的最小壁厚要比灰口铸铁的厚,不宜设计结构复杂的铸件。铸件的内应力大,易翘曲变形。结构应尽量减少热节点,并创造逐层凝固的条件。连接壁的圆角和不同厚度壁的过渡段要比灰口铸铁的大。可将复杂的铸件设计成铸焊结构,以便铸造生产。如:工程机械和坦克履带。轧钢机机架、大型齿轮。
17 型(芯)砂要具有一定的强度、透气性、耐火性和退让性。(一强三性)
18 特种铸造包括:熔模铸造、金属型铸造、压力铸造、低压铸造、离心铸造等。
第二章锻压
1 锻压是一种借助于金属坯料在外力作用下产生的塑性变形,以获得所需形状和尺寸的毛坯或零件的加工方法,又称为金属的塑性成形。
2 锻压工艺具有以下特点:
(1)金属力学性能好
(2)节省金属材料
(3)生产率较高
3 金属在外力的作用下,产生与外力相平衡的内应力,当外力增大到使金属产生的内应力超过材料的弹性极限时,即使外力去除,金属液不能恢复原来的形状,即金属产生了永久变形,称为塑性变形。
4 钢和其他一些金属在特定的温度下进行塑性变形时,随着变形程度的增加,其强度和硬度提高,塑性和韧性下降,这种现象称为加工硬化。
5 金属在再结晶温度以下的变形叫冷变形,变形后有硬化现象,如冷轧、冷冲压等
6 金属在再结晶温度以上的变形叫热变形,变形后无加工硬化现象,如热轧、热锻等。
7 金属的可锻性是指金属适应锻压加工的能力。可锻性常用金属的塑性高低和变形抗力大小两盒指标来衡量。塑性越好,变形抗力愈小,可锻性越好,反之则差。
8 金属的可锻性取决于金属的本质和加工条件;
(1)金属本质包括:化学成分、金属组织
(2)加工条件包括:变形温度、变形速度、应力状态。
9 锻件的冷却方法有:
(1) 空冷:是将热态锻件放在空气中冷却的方法。空冷的冷却速度快,适用于中、低碳钢的小型锻件。
(2) 坑冷:是将热态锻件放在地坑(或铁箱)中缓慢冷却的方法。坑冷的冷却速度较空冷慢,适用于低合金钢及截面尺寸较大的锻件。
(3) 炉冷:是将热态锻件放在一定温度的炉中,随炉冷却的方法。炉冷的冷却速度最为缓慢,适用于高合金钢及大型锻件。
10 利用冲击力或压力使金属坯料在锻造设备上下砧之间发生变形,从而获得所需形状及尺寸锻件的工艺方法,称为自由锻造。
11 自由锻造的特点:自由锻造工艺灵活,适应性强,适用于各种大小的锻件生产,而且是大型锻件的唯一锻造方法。但自由锻生产率低,只适于简单的单件、小批量生产,而且锻件精度低,加工余量大,对工人的技术要求高,劳动条件差。
12 自由锻的工序可分为三类
(1) 基本工序(使金属产生一定程度的变形,以达到所需形状和尺寸的工艺过程)
(2) 辅助工序(为使基本工序操作便利而进行的预先变形工序,如钳口、压棱边等)
(3) 精整工序(用于减少锻件表面缺陷,提高锻件表面质量的工序,如整形等)
13 自由锻造的基本工序有:镦粗、拔长、冲孔、切割、扭转、弯曲等。最常用的是镦粗、拔长、和冲孔三种。
(1) 镦粗是使坯料高度减小、截面积增大的工序,
(2) 拔长是缩小坯料的截面积、增加其长度的工序,
(3) 冲孔是利用冲头在坯料上冲出通孔或不通孔的工序,
14 胎模按其结构分为:扣模、筒模、合模三种类型
15 板料冲压:利用压力装置和模具使板料产生分离或塑性变形,从而获得产品的成形方法。
16 板料冲压具有以下特点:
(1) 可冲制形状复杂的零件,且废料少
(2) 精度高,粗糙度低,零件互换性好
(3) 重量轻,耗材少,强度、刚度较好
(4) 操作简单,生产率高,工艺过程易实现机械化和自动化。
第三章焊接
1 焊接是一种永久性连接金属的工艺方法。焊接过程的实质是用加热或加压力等手段,借助于金属原子的结合与扩散作用,使分离的金属材料牢固的连接起来。
2 焊接成型主要有以下特点:
(1)减轻了结构重量,节省金属材料与工时
(2)能化大为小,拼小成大,降低生产成本
(3)可以制造双金属结构
(4)便于实现机械化、自动化
(5)焊接接头组织与性能不均匀
3 焊接的方法按照焊接过程的特点分为三大类:
(1)熔化焊:工件待焊处的街头母材熔化,接头在液态下相互熔合,冷却后凝固在一起形成焊缝的工艺方法。
(2)压力焊:焊接过程中,无论加热或不加热,都对焊件施加压力以完成焊接的方法。
(3)钎焊:在接头之间加入熔点远比母材低的合金,局部加热使这些合金熔化,填充接头间隙并与母材相互扩散,实现分离件间的连接的工艺方法。
4 熔化焊包括:气焊、电渣焊、电弧焊、电子束焊、激光焊、等离子弧焊
(1)电弧焊又分为:焊条电弧焊、埋弧焊(自动焊、半自动焊)、气体保护焊(CO2焊、氩弧焊)
5 压力焊包括:电阻焊(点焊、缝焊、对焊《电阻对焊、闪光对焊》)、摩擦焊、爆炸焊、扩散焊、冷压焊、超声波焊。
6 钎焊包括:软钎焊(锡焊)、硬钎焊(铜焊、银焊)
7 低碳钢(C≤0.25%)、中碳钢(0.25%<C≤0.6%)、高碳钢(C>0.6%)
8 焊接变形的基本形式:收缩变形、角变形、弯曲变形、扭曲变形、波浪变形
9 减少焊接变形的措施:反变形法、加裕量法、刚性夹持法、选择合理的焊接顺序。
10 焊接变形的矫正方法:机械矫正法、火焰矫正法
11 减少焊接应力的方法:选择合理的焊接顺序、预热法、锤基焊缝、焊后退火处理。
第四章切削加工基础知识
1 金属切削加工就是利用切削工具从毛坯或工件上切去多余材料,以获得几何形状、尺寸和表面质量的均完全符合图样要求的的机器零件的方法。
2 切削加工包括钳工和机械加工
3 金属切削加工主要有:车、铣、刨、磨、钻、螺纹加工、齿轮加工等。
4 零件表面成形方法常见的有以下三种:
(1)轨迹法:轨迹法是利用非成形刀具,在一定的切削运动下,由刀尖轨迹获得零件所需表面的方法。如:车削、刨削、铣削。
(2)成型法:成型法是利用成形刀具,在一定的切削运动下,有刀刃形状获得零件所需表面的方法。如:成形车、成形铣、拉削。
(3)范成法:范成法是在一定的切削运动下,利用刀具依次连续切出的若干微小的面积包络出所需要零件表面的加工方法。如:插齿、滚齿。
5 切削运动分为:主运动、进给运动。切削加工中主运动只有一个,而进给运动可能有一个或数个。
6 切削运动是用切削用量来描述的,切削用量包括切削速度、进给量和切削深度(被吃刀量),它是切削加工、调整机床的主要依据。
7 刀具材料应具备以下基本性能:
(1)高的硬度
(2)高的热硬性(又称红硬性)
(3)足够的强度和韧性
(4)较好的化学稳定性
(5)较好的工艺性
8 常用的刀具材料有:碳素工具钢、合金工具钢、高速钢、硬质合金、涂层刀具、陶瓷材料、人造金刚石、立方氮化硼。
9 车刀的主要角度有前角、后角、主偏角、副偏角、刃倾角。
前角通常取10°-25°
后角取6°-12°
主偏角取30°-90°
副偏角取5°-10°
刃倾角取-5°--+5°
10 切削工程中,刀具除了克服工件材料的变形抗力以外,还必须克服刀具与切屑、刀具与工件之间的摩擦力。
11 切削力的影响因素:
(1) 工件材料:强度和硬度越高的材料,变形抗力越大,切削力也越大。强度和硬度相当的两种材料,塑性和韧性越高的,切削力越大。
(2) 刀具角度:前角越大,切削变形越小,切削刀也就越小。主偏角对径向力影响较大。主偏角增大时,径向力减小。
(3) 切削用量:背吃刀量和进给量增大时,被切材料增多,切削力增大。
12 切削层变形是切削热的主要来源;而刀具前刀面与切屑之间的摩擦以及刀具后刀面与工件之间的摩擦是切削热的另一来源。
13 切屑和周围的介质带走的热量越多,对加工越有利。传入刀具的热量虽然不多,但由于刀具切削部分的体积很小,所以刀具温度会很高,高温能使刀具材料软化,加剧刀具磨损,缩短刀具寿命,同时影响加工质量。传入工件的