第七讲 Sub-micron channeling contrast microscopy on etched S
- 格式:pdf
- 大小:497.79 KB
- 文档页数:6

PartI words Chapter1 Introductionalluvial mining---冲积矿床开采aluminium—铝an optimum grind size—最佳磨矿粒度barytes—重晶石comminution—粉碎degree of liberation—解离度diamond ores—金刚石矿石Electrical conductivity properties—导电性fluorite—萤石fundamental operations—基本选别流程release/liberation—解离Galena—leadsulphide—方铅矿sphalerite-zincsulphide—闪锌矿cassiterite-tin oxide—锡石grinding—磨矿Laboratory and pilot scale test-work—试验室和半工业实验Line flowsheet—线流程locking of mineral and gangue—连生体Middlings—中矿mill(concentrator)--- 选矿厂milling costs—磨矿消耗Minerals definition(p.1)metallic ore processing –金属矿石加工gangue—脉石Mineral—矿物ore—矿石crust of the earth—地壳sea-bed—河床non-metallic ores—非金属矿石bauxite—氧化铝optical properties—光学性质Ore bodies—矿体part per million(ppm)Primary grind—粗磨product handling—产品处理pyrite –黄铁矿Recovery—回收率Refractory bricks—耐火砖abrasives—磨料Separation—分离Smelter—熔炼sorting—拣选subsequent concentration process—后续选别流程Tailings retreatment—尾矿再处理as-mined(run of mine)—原矿mineral processing(ore dressing/mineral dressing/milling(磨选))—矿物加工portion/concentrate—精矿discard/tailing—尾矿the flowsheet—工艺流程The minimum metal content(grade)—最低金属含量The valuable mineral—有用矿物complex ores—复合矿The waste minerals—脉石enrichment process—富集工艺metal losses—金属损失the enrichment ratio—富集比efficiency of mineral processing operations—矿物加工作业效率The ratio of concentration –选别比the grade/assay—品位ultra-fine particles—超细颗粒unit concentration processes—单元选别流程Chapter2Ore handingopen-pit ore(露天开采的矿石p30,左下)run-of-mine ore(原矿)Typical washing plant flowsheet(洗矿车间典型流程figure 2.2) tipper (卸料器p33 右上)Shuttle belt (梭式胶带p33 右中)Gravity bucket elevator (斗式重力提升机p33 右下)Ore storage(矿物储存p35 右上)包括:stockpile (矿场)bin(矿仓)tank (贮槽)Front-end loader (前段式装载机p35 右上)Bucket-wheel reclaimer(斗轮式装载机p35 右上)Reclaim tunnel system(隧道装运系统p35 右上)The amount of reclaimable material/the live storage(有效贮量p35 右中figure 2.7) Conditioning tank (调和槽p36 左上)Chain-feeder (罗斯链式给矿机figure 2.9)Cross-section of elliptical bar feeder (椭圆形棒条给矿机figure 2.10)Vibrating grizzly feeder (振动格筛给矿机p37 左上)Apron feeder (板式给矿机figure 2.11)Belt feeder (胶带给矿机p37 右下)Chapter 4 particle size analysisacicular(针状);adverse(相反的);algorithm(算法);angular(多角状);aperture(孔径);apex (顶点);apparatus(仪器);arithmetic(运算器,算术); assaying(化验);attenuation(衰减);beaker decantation(烧杯倾析); blinding(阻塞);calibration(校正);charge(负荷);congest(充满);consecutive(连续的);contract(压缩);convection current(对流); conversion factor(转化因子); crystalline(晶体状);cyclosizer(旋流分析仪);de-aerated(脱气);derive:(得出);dilute(稀释);dimensionless quantity(无量纲量); dispersing agent(分散剂);distort(变形);duplicate(重复); electrical impedence(电阻); electroetching(电蚀刻); electroform(电铸);elutriation(淘析);epidote(绿帘石);equilateral triangle(等边三角形); flaky(薄片状);flask(烧瓶);fractionated sample(分级产品); gauze(筛网);geometric(几何学的);granular(粒状的);graticule(坐标网);gray scale(灰度);ground glass(毛玻璃);hand sieve(手动筛);histogram(直方图);immersion(浸没);inter-conversion(相互转变); interpolate(插值);intervals(区间);laminar flow(粘性流体);laser diffraction(激光衍射);light scattering method(光散射法); line of slope(斜率);logarithmic(对数的);machine sieve(机械筛); mechanical constraint(机械阻力);mesh(目);modular(系数的,制成有标准组件的);near size(临界筛孔尺寸);nominal aperture();nylon(尼龙);opening(开口);ordinate(纵坐标);perforated(多孔的);pipette(吸管);plotting cumulative undersize(累积筛下曲线); median size(中间粒度d50);polyhedron(多面体); reflection(反射); procure(获得);projected area diameter(投影面直径);ratio of the aperture width(筛比);refractive index(折射率);regression(回归) ;reproducible(可再生的);sedimentation balance(沉降天平); sedimentation(沉降) ;segment(片);sensor section(传感器); sieve shaker(振动筛,振筛器); spreadsheet(电子表格);simultaneously(同时地);size distribution(粒度分布);spectrometer(摄谱仪);stokes diameter(斯托克斯直径);subdivide(细分);sub-sieve(微粒);suction(吸入);syphon tube(虹吸管);tabulate(列表);tangential entry(切向入口);terminal velocity(沉降末速);truncate(截断);twill(斜纹图);two way cock(双通塞);ultra sonic(超声波);underside(下侧);vertex(顶点);vortex outlet (涡流出口);wetting agent(润湿剂);Chapter 5 comminutionattrition----- 研磨batch-type grindability test—小型开路可磨性实验bond’s third theory—邦德第三理论work index----功指数breakage—破碎converyor--- 运输机crack propagation—裂隙扩展crushing and grinding processes—破碎磨矿过程crushing----压扎crystalline material—晶状构体physical and chemical bond –物理化学键diameter—直径elastic—弹性fine-grained rocks—细粒岩石coarse-grained rocks—粗粒岩石chemical additives—化学添加剂fracture----碎裂free surface energy—自由表面能potential energy of atoms—原子势能graphical methods---图解法grindability test—可磨性实验crushing and grinding efficiency--- 破碎磨矿效率grinding media—磨矿介质gyratory crusher---旋回破碎机tumbling mill --- 筒形磨矿机impact crusher—冲击式破碎机high pressure griding roll--高压辊磨impact breaking-冲击破碎impact—冲击jaw—颚式破碎机material index-材料指数grindability—可磨性mill----选矿厂non-linear regression methods--- 非线性回归法ore carry--- 矿车Parameter estimation techniques—参数估计技术reduction ratio—破碎比roll crusher—辊式破碎机operating work indices—操作功指数Scraper—电铲slurry feed—矿浆SPI(SAG Power Index)—SAG 功指数simulation of comminution processes and circuits—粉碎工艺流程模拟stirred mill—搅拌磨stram energy---应变能the breakage characteristics—碎裂特性the crystalline lattice—晶格the reference ore---参比矿石product size distribution--- 产品粒度分布theory of comminution—粉碎理论brittle—脆性的tough material--- 韧性材料platstic flow—塑性流动Tracer methods—示踪法vibration mill-- 振动磨矿机Chapter 6CrushersAG/SAG mills(autogenousgrinding/semiautogenous grinding) 自磨、半自磨Alternating working stresses交替工作应力Amplitude of swing 摆幅Arrested or free crushing 夹压碎矿、自由碎矿Bell-shaped 钟形Belt scales 皮带秤Binding agents 粘结剂Bitumen 沥青Blending and rehandling 混合再处理Breaker plate 反击板Capital costs 基建费用Capstan and chain 铰杆铰链Cast iron or steel 铸铁铸钢Chalk 白垩Cheek plates 夹板Choke fed 阻塞给矿(挤满给矿)Choked crushing 阻塞碎矿Chromium carbide 碳铬合金Clay 粘土Concave 凹的Convex 凸的Corrugated 波纹状的Cross-sectional area 截面积Cross-section剖面图Crusher gape 排矿口Crusher throat 破碎腔Crushing chamber 破碎腔Crushing rolls 辊式碎矿机Crushing 破碎Discharge aperture 排矿口Double toggle 双肘板Drilling and blasting 打钻和爆破Drive shaft 驱动轴Eccentric sleeve 偏心轴套Eccentric 偏心轮Elliptical 椭圆的Epoxy resin 环氧树脂垫片Filler material 填料Fixed hammer impact mill 固定锤冲击破碎机Flakes 薄片Flaky 薄而易剥落的Floating roll 可动辊Flywheel 飞轮Fragmentation chamber 破碎腔Grizzlies 格条筛Gypsum 石膏Gyratory crushers 旋回破碎机Hammer mills 锤碎机Hydraulic jacking 液压顶Idle 闲置Impact crushers 冲击式破碎机Interparticle comminution 粒间粉碎Jaw crushers 颚式破碎机Limestone 石灰岩Lump 成块Maintenance costs 维修费Manganese steel mantle 锰钢罩Manganese steel 锰钢Mechanical delays 机械检修Metalliferous ores 有色金属矿Nip 挤压Nodular cast iron 球墨铸铁Nut 螺母Pack 填充Pebble mills 砾磨Pillow 垫板Pitman 连杆Pivot 轴Plates 颚板Primary crushing 初碎Receiving areas 受矿面积Reduction ratio 破碎比Residual stresses 残余应力Ribbon 流量Rivets 铆钉Rod mills 棒磨Roll crushers 辊式碎矿机Rotary coal breakers 滚筒碎煤机Rotating head 旋回锥体Scalp 扫除Secondary crushing 中碎Sectionalized concaves分段锥面Set 排矿口Shales 页岩Silica 二氧化硅Single toggle 单肘板Skips or lorries 箕斗和矿车Spider 壁架Spindle 竖轴Springs 弹簧Staves 环板Steel forgings 锻件Stroke 冲程Stroke 冲程Surge bin 缓冲箱Suspended bearing 悬吊轴承Swell 膨胀Swinging jaw 动颚Taconite ores 铁燧岩矿石Tertiary crushing 细碎The (kinetic) coefficient of friction (动)摩擦系数The angle of nip啮角The angle of repose 安息角The cone crusher 圆锥破碎机The cone lining 圆锥衬里The gyradisc crusher 盘式旋回碎矿机Thread 螺距Throughput 处理量Throw 冲程Tripout 停机Trommel screen 滚筒筛Valve 阀Vibrating screens 振动筛Wear 磨损Wedge-shaped 锥形Chapter 7 grinding millsAbrasion 磨蚀Alignment Amalgamation 融合/汞剂化Asbestos 石棉Aspect ratio 纵横比/高宽比Attrition 磨蚀Autogenous mill 自磨机Ball mill 棒磨Barite 重晶石Bearing 轴承Bellow 吼叫Belly 腹部Best-fit 最优化Bolt 螺栓Brittle 易碎的Build-up 增强Butt-weld 焊接Capacitance 电容量Cascade 泻落Cataract 抛落Central shaft 中心轴Centrifugal force 离心力Centrifugal mill 离心磨Chipping 碎屑Churning 搅拌器Circulating load 循环负荷Circumferential 圆周Clinker 渣块Cobbing 人工敲碎Coiled spring 盘簧Comminution 粉碎Compression 压缩Contraction 收缩Corrosion 腐蚀Corrugated 起褶皱的Crack 裂缝Critical speed 临界速度Crystal lattice 晶格Cushion 垫子Cyanide 氰化物Diagnose 诊断Dilute 稀释Discharge 放电Drill coreElastic 有弹性的Electronic belt weigher 电子皮带秤Elongation 延长率Emery 金刚砂Energy-intensive 能量密度Entangle 缠绕Expert system 专家系统Explosives 易爆炸的Flange 破碎Fracture 折断、破碎Front-end loader 前段装备Gear 齿轮传动装置Girth 周长Granulate 颗粒状的Grate discharge 磨碎排矿GreenfieldGrindability 可磨性Grinding media 磨矿介质Groove 沟槽Helical 螺旋状的High carbon steel 高碳钢High pressure grinding roll 高压滚磨Hopper 加料斗Housing 外壳Impact 冲击Impeller 叶轮IntegralInternal stress 内部压力Kinetic energy 运动能Least-square 最小平方Limestone 石灰岩Liner 衬板Lock 锁Lubricant 润滑剂Magnetic metal liner 磁性衬板Malleable 有延展性的Manhole 检修孔Material index 材料指数Matrix 矿脉Muffle 覆盖Multivariable control 多元控制Newtonian 牛顿学的Nodular cast iron 小块铸铁Non-Newtonian 非牛顿的Normally 通常Nuclear density gauge 核密度计Nullify废弃Oblique间接地,斜的Operating 操作Orifice 孔Output shaft 产量轴Overgrinding 过磨Parabolic 像抛物线似地Pebble 砾石Pebble mill 砾磨PendulumPilot scale 规模试验Pinion 小齿轮Pitting 使留下疤痕Plane 水平面PloughPotential energy 潜力Pressure transducer 压力传感器Prime moverPrismatic 棱柱形的Probability 可能性/概率Propagation 增值Pulp density 矿浆密度Pulverize 粉碎Quartzite 石英岩Radiused 半径Rake 耙子Reducer还原剂Reduction ratio 缩小比Retention screenRetrofit 改进Rheological 流变学的Rib骨架Rod 棒Roller-bearing 滚动轴承Rotor 旋转器Rubber liner 橡胶衬板Rupture 裂开ScatsScoop铲起Scraper 刮取器Screw flight 螺旋飞行Seasoned 干燥的SegregationSet-point 选点Shaft 轴Shear 剪Shell 外壳Simulation 模拟SlasticitySpalling 击碎Spigot 龙头Spill 溢出/跌落Spin 使什么旋转Spiral classifier 螺旋分级机Spout 喷出Stationary 静止的Stator 固定片Steady-state 不变的Steel plate 钢盘Steel-capped 钢帽Stirred mill搅拌磨Stress concentration 应力集中Sump 水池Taconite 铁燧岩Tensile stress 拉伸力Thicken 浓缩Throughput 生产量Thyristor 半导体闸流管Time lag 时间间隔Tower mill塔磨Trajectory 轨迹Trial and error 反复试验Trunnion 耳轴Tube millTumbling mill 滚磨Undergrinding 欠磨Underrun 低于估计产量Unlock 开启Vibratory mill 振动磨Viscometer 黏度计Viscosity 黏性Warp 弯曲Wearing linerWedged 楔形物Work index 功指数Chapter 8Industrial screeningBauxite 铝土矿Classification 分级Diagonal 斜的Dry screening 干筛Efficiency or partition curve 效率曲线、分离曲线Electrical solenoids 电磁场Elongated and slabby particles 细长、成板层状颗粒Granular 粒状Grizzly screens 格筛Hexagons 六边形Hydraulic classifiers 水力旋流器Linear screen 线性筛Mesh 网眼Mica 云母Near-mesh particles 近筛孔尺寸颗粒Octagons 八边形Open area 有效筛分面积Oscillating 振荡的Perpendicular 垂直的Polyurethane 聚氨酯Probabilistic 概率性的Resonance screens 共振筛Rhomboids 菱形Rinse 漂洗Rubber 橡胶Screen angle 颗粒逼近筛孔的角度Shallow 浅的Static screens 固定筛Tangential 切线的The cut point(The separation size)分离尺寸Trommels 滚筒筛Vibrating screens 振动筛Water sprays 喷射流Chapter9 classification added increment(增益)aggregate(聚集)alluvial(沉积)apex(顶点) deleterious(有害) approximation(概算,近似值)apron(挡板)buoyant force(浮力)correspond(符合,相符)critical dilution(临界稀释度)cut point(分离点)descent(降落)dilute(稀释的)drag force(拖拽力)duplex(双)effective density(有效比重)emergent(分离出的)equilibrium(平衡)exponent(指数)feed-pressure gauge(给矿压力表)free-settling ratio(自由沉降比)full teeter(完全摇摆流态化)geometry(几何尺寸)helical screw(螺旋沿斜槽)hindered settling(干涉沉降)hollow cone spray(中空锥体喷流)Hydraulic classifier(水力分级机)imperfection(不完整度)incorporated(合并的)infinite(任意的)involute(渐开线式)Mechanical classifier(机械分级机)minimize(最小限度的)multi-spigot hydro-sizer(多室水力分级机)pressure-sensitive valve(压敏阀)Newton’s law(牛顿定律)orifice(孔)overflow(溢流)parallel(平行的,并联的)performance or partition curve(应用特性曲线)predominate(主导)pulp density(矿浆比重)quadruple(四倍)quicksand(流砂体)Reynolds number(雷诺数)scouring(擦洗)Settling cones(圆锥分级机)shear force(剪切力)simplex(单)simulation(模拟)slurry(矿浆)sorting column(分级柱)spherical(球形的)spigot(沉砂)Spiral classifiers(螺旋分级机)Stokes’ law(斯托克斯定律)surging(起伏波动)suspension(悬浮液)tangential(切线式)Teeter chamber(干涉沉降室)teeter(摇摆)terminal velocity(末速)The rake classifier(耙式分级机) turbulent resistance(紊流阻力)underflow (底流)vertical axis(垂直轴)vessel(分级柱)viscosity(粘度)viscous resistance(粘滞阻力) vortex finder(螺旋溢流管)well-dispersed(分散良好的)Chapter 10gravity concentrationactive fluidised bed(流化床); amplitude(振幅);annular(环状的); asbestos(石棉); asymmetrical (非对称的); baddeleyite (斜锆石); barytes (重晶石); cassiterite (锡石); chromite(铬铁矿);circular (循环的); circumference (圆周); closed-circuit (闭路);coefficient of friction (摩擦系数); compartment (隔箱);concentration criterion (分选判据); conduit(管);contaminated(污染);counteract (抵消);degradation (降解);density medium separation (重介质分选); detrimental(有害的);diaphragm (隔膜);dilate (使膨胀);displacement (置换);divert (转移);dredge (挖掘船);eccentric drive(偏心轮驱动); encapsulate (密封);equal settling rate(等沉降比);evenly(均匀的);excavation (采掘);exhaust (废气);feed size range (给矿粒度范围); fiberglass (玻璃纤维);flash floatation (闪浮);flattened(变平);float (浮子);flowing film (流膜);fluid resistance (流体阻力);gate mechanism (开启机制);halt(停止);hand jig (手动跳汰机);harmonic waveform (简谐波);helical(螺旋状的);hindered settling (干涉沉降);hutch(底箱);immobile (稳定);interlock (连结);interstice (间隙);jerk(急拉);kyanite (蓝晶石);lateral (侧向的,横向的);linoleum (漆布);mica(云母);momentum (动量) ;mount(安装);multiple (多重的);multi-spigot hydrosizer (多室水力分级机); natural gravity flower (自流); neutralization (中和作用);nucleonic density gauge (核密度计); obscure (黑暗的,含糊不清的); obsolete (报废的);onsolidation trickling (固结滴沉);open-circuit (开路);pebble stone/gravels(砾石); periphery(周边的);pinched (尖缩的) ;platelet(片晶);platinum(铂金);plunger (活塞);pneumatic table(风力摇床); pneumatically (靠压缩空气); porus(孔);preset(预设置);pressure sensing(压力传感的); pressurize (加压);pulsating (脉动的);pulsion/suction stroke (推/吸冲程); quotient (商);radial(径向的);ragging (重物料残铺层);rate of withdraw (引出速率);raw feed (新进料);reciprocate(往复);refuse (垃圾);render (使得);residual (残留的);retard(延迟);riffle (床条);rinse(冲洗);rod mill (棒磨);rotary water vale (旋转水阀); rubber(橡胶);saw tooth (锯齿形的);scraper(刮板);sectors(扇形区);semiempirical(半经验的); settling cone (沉降椎);shaft (轴);side-wall (侧壁);sinterfeed (烧结料);sinusoidal (正弦曲线);slime table(矿泥摇床);sluice (溜槽);specular hematite (镜铁矿); spinning (自转;离心分离); splitters (分离机);starolite (星石英);staurolite (十字石);stratification (分层); stratum (地层); submerge (浸没);sump (池); superimposed (附加的); surge capacity (缓冲容量); synchronization (同步的); throughput(生产能力); tilting frames (翻筛); timing belt (同步带); trapezoidal shaped (梯形的); tray (浅盘) ;trough(槽);tungsten (钨);uneven (不均匀的);uniformity(均匀性);uranolite (陨石);validate(有效);vicinity (附近);water (筛下水);wolframite (黑钨矿,钨锰铁矿);Chapter 11 dense medium separation(DMS) barite(重晶石)Bromoform(溴仿)bucket(桶)carbon tetrachloride(四氯化碳)centrifugal(离心的)chute(陡槽)Clerici solution(克莱利西溶液)corrosion(腐蚀)dependent criterion(因变判据)discard(尾渣)disseminate(分散,浸染)DMS(重介质分选)dominant(主导)Drewboy bath(德鲁博洗煤机)drum separator(双室圆筒选矿机)Drum separator(圆筒选矿机)Dyna Whirlpool()effective density of separation(有效分选比重)envisage(设想)feasibility(可行性)ferrosilicon(硅铁)flexible sink hose(沉砂软管)fluctuation(波动)fluorite(萤石)furnace(炉)grease-tabling(涂脂摇床)hemisphere(半球)incombustible(不可燃烧的)incremental(递增的)initially(最早地)installation(设备)LARCODEMS(large coal dense medium separator)lead-zinc ore(铅锌矿)longitudinal(纵向)magneto-hydrostatic(磁流体静力)mathematical model(数学模型)metalliferous ore(金属矿)nitrite(亚硝酸盐)Norwalt washer(诺沃特洗煤机)olfram(钨)operating yield(生产回收率)optimum(最佳)organic efficiency(有机效率)paddle(搅拌叶轮)Partition coefficient or partition number(分配率)Partition or Tromp curve(分配或特劳伯曲线)porous(多孔的)probable error of separation;Ecart probable (EP)(分选可能误差)raw coal(原煤)recoverable(可回收的)residue(残渣)revolving lifter(旋转提升器)two-compartmentrigidity(稳定性)sand-stone(砂岩)shale(页岩)siliceous(硅质的)sink-discharge(排卸沉砂)sodium(钠)sulphur reduction(降硫)tabulate(制表)tangential(切线)tedious (乏味)Teska Bash()Tetrabromoethane(TBE,四溴乙烷)theoretical yield(理论回收率)toxic fume(有毒烟雾)tracer(示踪剂)typical washability curves(典型可选性曲线)Vorsyl separator(沃尔西尔选矿机)weir(堰板)well-ventilated(通风良好的)Wemco cone separator(维姆科圆锥选矿机)yield stress(屈服应力)yield(回收率)Chapter 12 Froth flotationActivator(活化剂)adherence (附着,坚持)adhesion(附着)adhesion(粘附)adjoining(毗邻,邻接的)adsorption(吸附)aeration(充气)aeration(充气量)aerophilic(亲气疏水的)aerophilic(亲气性)Aggregation(聚集体)agitation(搅动)agitator(搅拌机)allegedly(据称)Amine(胺)baffle(析流板)Bank(浮选机组)barite(重晶石)Barren(贫瘠的)batch(开路)Borne(承担)Bubble(泡沫)bubble(气泡)bubble-particle(泡沫颗粒)bulk flotation (混合浮选)capillary tube(毛细管)cassiterite (锡石)cerussite(白铅矿) chalcopyrite(黄铜矿)circulating load(循环负荷)cleaner(精选)clearance(间隙)Collector(捕收剂)collide(碰撞,抵触)compensate(补偿,抵偿)component(组成)concave(凹)concentrate trade(精矿品位)Conditioning period(调整期)conditioning tank(调和槽)cone crusher(圆锥破碎机)configuration(表面配置,格局) Conjunction(关联,合流)contact angle measurement(接触角测量)contact angle(接触角)copper sulphate(硫酸铜)copper-molybdenum(铜钼矿)core(核心)correspondingly(相关的)cylindrical(圆柱)Davcra cell(page305)decantation(倾析)depressant(抑制剂)deteriorating(恶化)Dilute(稀释)Direct flotation(正浮选)disengage(脱离,解开)dissemination(传播)dissolution(解散)distilled water(蒸馏水)diverter(转向器)drill core(岩心)drill(钻头,打眼)duplication(复制)dynamic(动态,能动)economic recovery(经济回收率)Elapse(过去,推移)electrolyte(电解质)electrowinning(电积)Eliminating(消除)enhance(提高、增加)Entail(意味着)entrainment(夹带)erosion(腐蚀)Fatty acid(脂肪酸)fatty acids(脂肪酸)faulting(断层)FCTRfiltration(过滤)fine particle(较细颗粒)floatability(可浮性)flotation rate constant(浮选速率常数)flowsheet(工艺流程)fluctuation(波动)fluorite(萤石)frother(起泡剂)Frother(起泡剂)Gangue(脉石)grease(润滑脂)grindability(可磨性)gross(毛的,)Hallimond tube technique(哈利蒙管)hollow(凹,空心的)hydrophilic(亲水性)Hydrophobic(疏水)Impeller(叶轮)in situ(原位)Incorporate(合并)indicator(指标,迹象)inert(惰性的)intergrowth(连生)intermediate-size fraction(中等粒度的含量)ionising collector(离子型捕收剂)amphoteric(两性)irrespective(不论)jaw crusher(颚式破碎机)jet(喷射,喷出物)laborious(费力的)layout(布局,安排)layout(布局,设计)liable(负责)magnitude(幅度)maintenance(维修)malachite(孔雀石)manganese(锰)mathematically (数学地) mechanism(进程)metallurgical performance(选矿指标)metallurgical(冶金的)MIBC(methyl isobutyl carbinol)(甲基异丁甲醇)Microflotation(微粒浮选)Mineralized(矿化的)mineralogical composition(矿物组成) mineralogy(矿物学)mineralogy(岩相学)MLA(mineral liberation analyser)modify(改变)molybdenite(辉钼矿)multiple(复合的)multiple-step(多步)Natural floatability(天然可浮性)hydrophobic(疏水性的)neutral(中性的)non-metallic(非金属)non-technical(非技术)nozzle(喷嘴)optimum(最佳)organic solvent(有机溶剂)oxidation(氧化)oxyhydryl collector(羟基捕收剂)xanthate(黄药)Oxyhydryl collector(羟基捕收剂)palladium(钯)parallel(平行)penalty(惩罚,危害)penetrate(穿透)peripheral(周边)peripheral(周边的)permeable base(透气板)personnel(人员)pH modifier(pH调整剂)pinch(钉)platinum(铂)pneumatic(充气式)polishing(抛光)portion(比例)postulate(假设)predetermined value(预定值)prior(优先)Pulp potential(矿浆电位)pyramidal tank(锥体罐)pyrite(黄铁矿)QEMSCAN(p288)reagent(药剂)rectangular(长方形)regulator(调整剂)reluctant(惰性的)residual(残留物)reverse flotation(反浮选)rod mill(棒磨机)rougher concentrate(粗选精矿)rougher-scavenger split(粗扫选分界)scale-up(扩大)scavenger(少选精矿)scheme(计划,构想)SE(separation efficienty)sealed drum(密封桶)severity(严重性)Sinter(烧结)sleeve(滚轴)slipstream(汇集)smelter(熔炼)sparger(分布器)sphalerite(闪锌矿)sphalerite(闪锌矿)Standardize(标定,规范)stationary(静止的)stator(定子,静片)storage agitator(储存搅拌器) Straightforward(直接的)Subprocess(子过程)subsequent(随后)Sulphide(硫化物)summation(合计)sustain(保留)swirling(纷飞)tangible(有形,明确的)tensile force(张力)texture(纹理)theoretical(原理的)thickener (浓密机)titanium(钛)TOF-SIMStonnage(吨位)Tube(管,筒)turbine(涡轮)ultra-fine(极细的)undesirable(不可取) uniformity(统一性)unliberated(未解离的)utilize(使用)Vigorous(有力,旺盛)weir-type(堰式)whereby(据此)withdrawal(撤回)Work of adhesion(粘着功)XPSAgglomeration-skin flotation(凝聚-表层浮选p316 左中)Associated mineral (共生矿物)by-product (副产品)Chalcopyrite (黄铜矿)Coking coal (焦煤p344 左下)Control of collector addition rate(p322 last pa right 捕收剂添加率的控制) Control of pulp level(矿浆液位控制p321 last pa on the right )Control of slurry pH(矿浆pH控制p322 2ed pa on the left)DCS--distributed control system(分布式控制系统p320 右中)Denver conditioning tank(丹佛型调和槽figure 12.56)Electroflotation (电浮选p315 右中)feed-forward control(前馈控制p323 figure 12.60)Galena(方铅矿)Molybdenum (钼)Nickel ore (镍矿的浮选p343 左)PGMs--platinum group metals(铂族金属)PLC--programmable logic controller(可编程序逻辑控制器p320 右中)porphyry copper(斑岩铜矿)Table flotation (摇床浮选俗称“台选”p316 左中)Thermal coal (热能煤p344 左下)Ultra-fine particle(超细矿粒p315 右中)Wet grinding(湿式磨矿)Chapter 13 Magnetic and electrical separationCassiterite(锡石矿) wolframite(黑钨矿) Diamagnetics(逆磁性矿物) paramagnetics(顺磁性矿物) Ferromagnetism(铁磁性) magnetic induction(磁导率)Field intensity(磁场强度) magnetic susceptibility(磁化系数) Ceramic(瓷器) taconite(角岩)Pelletise(造球) bsolete(废弃的)Feebly(很弱的) solenoid(螺线管)Cobbing(粗粒分选) depreciation(折旧)Asbestos(石棉) marcasite(白铁矿)Leucoxene(白钛石) conductivity(导电性)Preclude(排除) mainstay(主要组成)Rutile(金红石) diesel(柴油)Cryostat(低温箱)Chapter 14 ore sortingappraisal(鉴别);audit(检查);barren waste(废石); beryllium isotope(铍同位素); boron mineral(硼矿物); category(范围);coil(线圈);downstream(后处理的); electronic circuitry(电路学); feldspar(长石); fluorescence(荧光);grease(油脂);hand sorting(手选);infrared(红外的);irradiate(照射);laser beam(激光束); limestone(石灰石); luminesce(发荧光); luminescence(荧光); magnesite(菱镁矿); magnetic susceptivity(磁敏性); matrix(基质); microwave(微波);monolayer(单层);neutron absorption separation(中子吸收法); neutron flux (中子通量);oleophilicity(亲油的);phase shift(相变);phosphate(磷酸盐);photometricsorting(光选);photomultiplier(光电倍增管);preliminary sizing(预先分级);proximity(相近性);radiometric (放射性的);scheelite(白钨矿);scintillation(闪烁);seam(缝隙);sequential heating(连续加热);shielding(防护罩);slinger(投掷装置);subtle discrimination(精细的鉴别);talc(滑石);tandem(串联的);thermal conductivity(热导率);ultraviolet(紫外线); water spray(喷水); Chapter15DewateringAcrylic(丙烯酸) monomer(单分子层) Allotted(分批的)jute(黄麻) Counterion(平衡离子) amide(氨基化合物) Diaphragm(隔膜) blanket(覆盖层) Electrolyte(电解液) gelatine(动物胶) Flocculation(聚团) decant(倒出)Gauge(厚度,测量仪表) rayon(人造纤维丝) hyperbaric(高比重的) Membrane(薄膜) coagulation(凝结) miscelaneous(不同种类的) barometric(气压的) Potash(K2CO3)tubular(管状的) Sedimentation(沉淀) filtration(过滤)Thermal drying(热干燥) polyacrylamide(聚丙烯酰胺)Chapter16 tailings disposalBack-fill method—矿砂回填法tailings dams—尾矿坝impoundment—坝墙Cyclone—旋流器Dyke—坝体slimes—矿泥Floating pump—浮动泵站compacted sand—压实矿砂Lower-grade deposits -- 低品位矿床heavy metal—重金属mill reagent—选矿药剂Neutralization agitator—中和搅拌槽thickener---浓密池overflow –溢流River valley—河谷upstream method of tailings-dam construction –上流筑坝法Sulphur compound—硫化物additional values—有价组分the resultant slimes—脱出的矿泥surface run-off-- 地表水lime—石灰the downstream method—下游筑坝法the centre-line method –中线筑坝法drainage layer—排渗层Underflow—沉砂water reclamation—回水利用reservoir—贮水池Part II ElaborationsChapter2 Ore handing1.The harmful materials and its harmful effects(中的有害物质,及其影响) -----P30 右2.The advantage of storage (贮矿的好处)-----p35 左下Chapter 4 particle size analysis3.equivalent diameter (page90);4.:stokes diameter (page98) ; median size (page95,left and bottom); 80% passing size (page95,right) ; cumulative percentage(page94-95under the title’presentation of results’); Sub-sieve;(page 97,right)5.why particle size analysis is so important in the plant operation? (page90, paragraph one); some methods of particle analysis, their theory and the applicable of thesize ranges.(table4.1+theory in page91-106)7.how to present one sizing test?(page94)8.how to operate a decantation test?(page98 sedimentation test)9.advantage and disadvantage of decantation in comparison with elutriation? (Page99 the second paragraph on the left +elutriation technique dis/advantage in page 102 the second paragraph on the left)Chapter 6Crushers10.The throw of the crusher: Since the jaw is pivoted from above, it moves a minimum distance at the entry point and a maximum distance at the delivery. This maximum distance is called the throw of the crusher.11.Arrested(free) crushing: crushing is by the jaws only12.Choked crushing: particles break each other13.The angle of nip:14.1)the angle between the crushing members2)the angle formed by the tangents to the roll surfaces at their points of contact withthe particle(roll crushers)15.Ore is always stored after the crushers to ensure a continuous supply to the grinding section. Why not have similar storage capacity before the crushers and run this section continuously?(P119,right column, line 13)16.The difference between the jaw crusher and the gyratory crusher?(P123,right column, paragraph 3)17.Which decide whether a jaw or a gyratory crusher should be used in a particular plant?(p125,left column, paragraph 2)18.Why the secondary crushers are much lighter than the heavy-duty, rugged primary machines?(P126,right column, paragraph 4)19.What’s the difference between the 2 forms of the Symons cone crusher, the Standard and the short-head?(P128,left column, paragraph3 )20.What’s the use of the parallel section in the cone crusher?(P128,left column, paragraph4)21.What’s the use of the distributing plate in the cone crusher?(P128,right column, paragraph1)22.Liner wear monitoring(P129,right column, paragraph2)23.Water Flush technology(P130, left column, paragraph1)24.What’s the difference between the gyradisc crusher and the conventional cone crusher?(P130,right column, paragraph 4)25.What’s the use of the storage bin?(P140,left column, paragraph 2)26.Jaw crushers(p120)27.the differences between the Double-toggle Blake crushers and Single-toggle Blakecrushers(p121, right column, paragraph 3)28.the use of corrugated jaw plates(p122, right column, line 8)29.the differences between the tertiary crushers and the secondary crushers?(p126,right column, paragraph 5)30.How to identify a gyratory crusher, a cone crushers?(p127, right column, paragraph 3)31.the disadvantages of presence of water during crushing(p130,right column, paragraph 2)32.the relationship between the angle of nip and the roll speed?(p133, right column)33.Smooth-surfaced rolls——used for fine crushing; corrugated surface——used for coarse crushing;(p134, left column, last paragraph)Chapter 7 grinding mills34.Autogenous grinding:An AG mill is a tumbling mill that utilizes the ore itself as grinding media. The ore must contain sufficient competent pieces to act as grinding media.P16235.High aspect ratio mills: where the diameter is 1.5-3 times of the length. P16236.Low aspect ratio mills:where the length is 1.5-3 times of the diameter. P16237.Pilot scale testing of ore samples: it’s therefore a necessity in assessing the feasibility of autogenous milling, predicting the energy requirement, flowsheet, and product size.P16538.Semi-autogenous grinding: An SAG mill is an autogenous mill that utilizes steel balls in addition to the natural grinding media. P16239.Slurry pool:this flow-back process often leads to higher slurry hold-up inside an AG or SAG mill, and may sometimes contribute to the occurrence of “slurry pool”, which has adverse effects on the grinding performance.P16340.Square mills:where the diameter is approximately equal to the length.P16241.The aspect ratio: the aspect ratio is defined as the ratio of diameter to length. Aspect ratios generally fall into three main groups: high aspect ratio mills、square mills and low aspect ratio mills.P16242.grinding circuit: Circuit are divided into two broad classifications: open and closed.( 磨矿回路p170)43.closed circuit: Material of the required size is removed by a classifier, which returns oversize to the mill.(闭路p170左最后一行)44.Circulation load: The material returned to the mill by the classifier is known as circulation load , and its weight is expressed as a percentage of the weight of new feed.(循环负荷p170右)45.Three-product cyclone: It is a conventional hydrocyclone with a modified top cover plate and a second vortex finder inserted so as to generate three product streams. (p171右)46.Parallel mill circuit: It increase circuit flexibility, since individual units can be shut down or the feed rate can be changed, with little effect on the flowsheet.(p172右) 47.multi-stage grinding: mills are arranged in series can be used to produce。


Journal of Materials Processing Technology 211(2011)750–758Contents lists available at ScienceDirectJournal of Materials ProcessingTechnologyj o u r n a l h o m e p a g e :w w w.e l s e v i e r.c o m /l o c a t e /j m a t p r o t ecPerformance of a cutting tool made of steel matrix surface nano-composite produced by in situ laser melt injection technologyO.Verezub a ,Z.Kálazi b ,A.Sytcheva c ,L.Kuzsella d ,G.Buza b ,N.V.Verezub e ,A.Fedorov f ,G.Kaptay g ,h ,∗aUni.Miskolc,Dep.Production Eng.,Egyetemvaros,3515Miskolc,HungarybBAY-ATI (RI for Materials Science and Engineering),Fehervari ut 130,Budapest,Hungary cBAY-NANO (RI for Nanotechnology),Dep.Nano-metrology,3515Miskolc,Egyetemvaros,E/7,Hungary dUni.Miskolc,Dep.Polimer Eng.,Egyetemvaros,3515Miskolc,Hungary eNational Technical University (“Kharkov Polytechnical Institute”),Frunze st.21,Dep.Integrated Technologies in Machine Building,Kharkov,Ukraine fARC -The Australian Reinforcing Company,518Ballarat Road,Sunshine,3020VIC,Melbourne,Australia gBAY-NANO (RI for Nanotechnology),Dep.Nano-composites and Uni.Miskolc,Egyetemvaros,E/7,3515Miskolc,Hungary hUniversity of Miskolc,Dep.Nanotechnology,Egyetemvaros,E/7,3515Miskolc,Hungarya r t i c l e i n f o Article history:Received 15May 2010Received in revised form 4December 2010Accepted 7December 2010Available online 15December 2010Keywords:Cutting toolMetal matrix nano-composite Laser processing Tool-lifea b s t r a c tSteel-matrix (105WCr6steel)surface nano-composites with (Ti,W)C micron-sized and (Fe,W)6C nano-sized carbide precipitates were produced by in situ laser melt injection technology with subsequent heat treatment.The microhardness of a 1mm thick nano-composite layer was found to be higher than that of the initial matrix.The machinability of the surface nano-composite by a cubic boron nitride (CBN)wheel was found lower,but still reasonable compared to the initial matrix.Cutting tools produced from our new nano-composite by the CBN wheel were found to have higher wear resistance,longer tool life and provided lower cutting forces against a C45steel workpiece compared to the initial matrix of the nano-composite.©2010Elsevier B.V.All rights reserved.1.IntroductionMaterial removal and machining processes play a key role in generating value-added activities to materials and machine parts since their introduction about 3centuries ago (Shaw,2005).Nev-ertheless,there is a constant interest in this field due to the high variety of newly developed materials (Biswas,2006)and superhard coatings (Veprek and Veprek-Heijman,2008)that can be used as cutting tools.The optimum combination of hard particles and duc-tile metallic matrices can lead to higher wear resistance.As this principle is widely recognized,particles reinforced metal matrix composites (MMCs)have been developed for cutting tools in a Al-matrix composites (Uday et al.,2009)and in steel matrix com-posites (Li et al.,2010).Among many requirements to cutting tools,cost is always at the top of the list.That is why this research was concentrated on the∗Corresponding author at:BAY-NANO (RI for Nanotechnology),Dep.Nano-composites and Uni.Miskolc,Egyetemvaros,E/7,3515Miskolc,Hungary.Tel.:+36304150002;fax:+3646362916.E-mail addresses:olga ver79@mail.ru (O.Verezub),kalazi@bzaka.hu (Z.Kálazi),kubaisy@mail.ru (A.Sytcheva),femkuzsy@uni-miskolc.hu(L.Kuzsella),buza@bzaka.hu (G.Buza),nikverezub@mail.ru (N.V.Verezub),FedorovA@.au (A.Fedorov),kaptay@ (G.Kaptay).cheapest possible steel matrix.To keep the cost of the cutting tool low,only the surface layer of the cutting tool will be improved,i.e.steel -matrix surface composites will be considered in this paper.It has been established by Iglesias et al.(2007)that the wear resistance of the composite increases with decreasing the size of the hard,reinforcing particles.That is why a special technology has been developed by Verezub et al.(2009)to ensure that the reinforc-ing particles are as small as ing smaller hard particles in the steel matrix of the cutting tool is expected to improve the performance of the cutting tool.There is a wide variety of reinforcing particles for the steel matrix.The most ‘popular’particles are TiC particles (Ala-Kleme et al.,2007)and WC particles embedded in the matrix of M2high-speed tool steels (Riabkina-Fishman et al.,2001)or in Ni–Cr matrix (St-Georges,2007).These particles are hard and thermodynami-cally stable.While TiC has superiority in both hardness (Kalpakjian,1995)and thermodynamic stability (Barin,1993)over WC,both of these particles are metallic in nature,and thus are well wettable by the steel matrix ensuring strong adhesion between the matrix and the reinforcing particles.This is essential to prevent reinforc-ing particles to turn out of the matrix without being worn,what is known to be one of the wear mechanisms of MMCs (Kaptay et al.,1997).In this respect WC is superior to TiC,as WC is perfectly wet-ted,while TiC is only moderately wetted by liquid steel as reviewed0924-0136/$–see front matter ©2010Elsevier B.V.All rights reserved.doi:10.1016/j.jmatprotec.2010.12.009O.Verezub et al./Journal of Materials Processing Technology211(2011)750–758751Table1Composition(in wt%)of the HVG steel(similar to105WCr6steel)(balance:Fe).C Mn Si S P Cu Cr Ni Al Ti Mo Nb W V O0.99 1.000.380.0140.0210.14 1.030.190.0280.0050.10.01 1.340.030.0056by Eustathopoulos et al.(1999)and shown theoretically by Kaptay (2005).Among the many possible technologies to produce steel matrix surface nano-composites,the laser melt injection(LMI)technology has been selected by the authors.This technology was developed 3decades ago by Ayers and Tucker(1980)to produce a surface composite layer.In this technique large(around100m)carbide particles are blown by a gas stream into a moving laser melted pool of a substrate metal.The method is superior to all coating technologies in providing perfect adhesion between the compos-ite and the substrate and also in providing large thickness(around 1mm)allowing to re-ground the cutting ter the LMI tech-nology has been proven to be efficient to produce WC particles reinforced steel matrix composites by Liu et al.(2008),using par-ticularly X40CrMoV5–1steel surface layer by Dobrzanski et al. (2005)and duplex stainless steels matrix by Do Nascimento et al. (2008).The combination of WC+Co particles was used by Bitay and Roósz(2006).TiC particles were added into liquid steel by Fábián et al.(2003).The drawback of LMI technology is that only large carbide par-ticles with a sufficiently large kinetic energy can break the high surface tension liquid metal/gas interface,as was proven for liq-uid steel by Farias and Irons(1985)and for liquid aluminum by Vreeling et al.(2000).This is especially true for low-density TiC particles(compared to the density of liquid steel)that are not‘per-fectly’wetted by liquid steel as shown by Verezub et al.(2005). In fact,incorporation problems for the TiC/liquid steel couple was mentioned in the veryfirst paper by Ayers and Tucker(1980)and was later confirmed by Králik et al.(2003).Thus,the steel rein-forcing matrix,the TiC particles,the LMI technique and the desire to produce surface nano-composite seem to be contradictory.To solve this problem,an in situ LMI technology was developed by Verezub et al.(2009)to produce steel matrix carbide reinforced surface nano-composites.The in situ production route of steel-matrix TiC reinforced composites has been known since the work by Terry and Chinyamakobvu(1991).This method has been developed further by using reaction casting by Feng et al.(2005)and high-energy electron beam irradiation by Lee et al.(2006).The method was extended to produce Fe/(TiW)C composite powder by Correa et al. (2007).Good tribological behaviour of TiC–ferrous matrix com-posites was shown by Kattamis and Suganuma(1990).The Fe/TiC composites were found to have excellent wear properties by Galgali et al.(1999),confirmed also for elevated temperatures by Degnan et al.(2001).The samefinding was extended by Dogan et al.(2001) for cast chromium steels reinforced by TiC particles.Nevertheless, the in situ production of Fe/TiC composites and the LMI technology was combined for thefirst time by Verezub et al.(2009).The goal of the present paper is to evaluate the machinability(upon producing a cutting tool from it)and also the performance as a cutting tool of a steel matrix(TiW)C reinforced surface nano-composite produced on a cheap steel matrix by the in situ LMI process.2.Materials and methods2.1.MaterialsLow-alloyed tool steel plates of grade HVG(Russian GOST5950-73,1973being the analogue of steel105WCr6)have been selected as a base material for the current research.Detailed chemical com-position of the HVG substrate is given in Table1.The initial size of the substrates was8mm×8mm×4mm.Additionally,tungsten carbide and metallic titanium powders of chemical purity,both with a particle size of45–70m were used.These two powders were mixed at a1:1molar ratio.This molar ratio was chosen as the most stable carbides in the Ti–W–C system are the TiC and WC car-bides,and in this way the exchange reaction Ti+WC=W+TiC can be ensured between them.Of-course,the C-content of the original steel will also play some role(see below).2.2.Production of the nano-compositesSchematic diagram of LMI-equipment used in the current study is shown in Fig.1.The upper8mm×8mm plane of the HVG sub-strate was coated by a thin layer of graphite to increase laser beam absorption efficiency during the LMI process.The other side of the steel substrate was brazed onto a large,water-cooled Cu-plate to ensure fast cooling of the substrate.The top surface of the substrate was melted by a2.5kW CO2continuous wave laser(type Trumph TLC105),with a laser spot of2mm in diameter.The laser spot was moving along the sample with a scanning speed of400mm/min. The(WC+Ti)powder mixture was blown into the melted pool at an angle of45◦using argon as carrier gas.The following three pow-der feeding rates were used during our experiments:1.3g/min, 2.3g/min and3.8g/min.Several laser tracks were drawn parallel to each other with a50%overlapping.After the LMI process,the rapidly cooled samples were heat treated under the following conditions:austenitizing at a tempera-ture of1000–1050◦C during10–15s in a high frequency induction furnace,followed by rapid cooling and tempering at a temperature of350◦C for1h.The second round of tempering was performed during1h at560◦C.For reasons of more correct comparison,the initial HVG samples were heat treated under usual conditions (hardening at840◦C and tempering at170◦C).The samples were grinded,polished,etched and analyzed uti-lizing special techniques.The microstructure of the substrates was observed using an AMRAY1810i SEM(Scanning Electron Microscopy with micro resolution),equipped with EDS(Energy Dispersive X-ray Spectroscopy).The identification of nano-sized particles was performed by a high resolution SEM(HitachiS-4800,Fig.1.The schematic diagram of the laser melt injection(LMI)equipment(1–laser, 2–powder nozzle,3–steel substrate to be treated,4–copper cooling plate,5–working table,6–cooling water input and output).752O.Verezub et al./Journal of Materials Processing Technology211(2011)750–758Japan).Quantitative analysis of the samples was performed by ImageJ software.In different parts of the paper the following short sample names are used:i.“LMI”is the sample produced here by the LMI procedure includ-ing heat treatment.ii.“HVG”is the original HVG sample(see Table1)heat treated as described above.iii.“HSS”is a commercially available high speed steel sample with 6%W+5%Mo.2.3.Microhardness measurement of the nano-compositeThe microhardness profiles were measured using TUKON2100B equipment(Wilson Instr.)using load of500g and time of pressing of10s.The samples were polished and etched before the micro-hardness measurements.Microhardness was scanned along two lines:(i)perpendicular to the surface,as function of depth,and(ii) parallel along the surface,at the depth of0.40mm.2.4.Machinability of the nano-composite by cubic BN wheelA cubic boron nitride(CBN)grindingflaring cup wheel of type L010(125/100)–100%–B1–58(Russian standard)which cor-responds to grinding wheel B120C100vitrified bond(Stephenson and Agapiou,2006)was used to remove small quantities of the sur-face composite material to produce the required shape and surface quality for the cutting tool insert.Additionally,the grinding ratio of the CBN wheel was studied by removing the same thickness of 1mm from each substrate(HVG,LMI,HSS).The grinding ratio G,is defined as the ratio of worn mass of the grinding wheel(mg)to the mass of the removed material(g).The CBN wheel was studied by SEM+EDS after the grinding experiments.2.5.Performance of a cutting tool made of LMI nano-composite materialSteel C45(0.45%C+0.6%Mn+0.25%Si)was used as a workpiece for the cutting experiments.Machining of the steel C45workpiece was performed by the HVG,LMI and HSS cutting tools.All the exper-iments were run with the following cutting conditions:cutting speed V=20–60m/min,feed f=0.05–0.3mm/rev and depth of cut d=0.25–1.75mm.The cutting force components were measured by a piezoelectric dynamometer(Kistler).SEM and EDS analysis of the cutting tool and the removed chips were applied after the cutting experiments.3.Results and discussion3.1.Structure and composition of the nano-compositeFig.2shows SEM pictures of cross section of the characteristic LMI sample.Fig.2a shows that the depth of the surface composite layer is approximately1mm.Due to multiple scanning by the laser beam,the depth of the melted layer shows a certain pattern in Fig.2a,with minima in the depth separated by a distance of about 1mm(what is half of the2mm laser spot diameter due to50% of overlapping).As one can see from Fig.2,the microstructure of the melted layer seems to be macroscopically homogeneous.This is due to the high velocity of Marangoni convection of the laser melted pool during the LMI process.Fig.3shows enlarged SEM pictures of the LMI sample with two types of precipitates.The several micron sized(Ti,W)C carbide pre-cipitates(Fig.3a)formed during fast cooling at the latest stage ofthe Fig.2.SEM pictures of the cross sections of the steel substrate after the LMI treat-ment(a)and the general view of the microstructure within the laser treated zone (b)(powder feeding rate is2.3g/min).LMI process by in situ precipitation from the molten steel matrix. The core of these precipitates is rich in Ti,while the outer region of the precipitates is rich in W.This is so due to higher thermodynamic stability of TiC compared to WC.The second type of precipitates is below100nm in diameter and is formed only during the subse-quent heat treatment.These nano-particles are(Fe,W)6C carbides (Fig.3a and b),precipitating from the supersaturated solid steel matrix(for more details see Verezub et al.,2009).The volume%of micron sized(Ti,W)C particles are shown in Fig.4as function of the powder feeding rate.The theoretical maximum,shown in Fig.4was calculated from the technologi-cal parameters and from the cross section of the melted zone(see Fig.2a).One can see that in the as-received LMI samples the amount of incorporated(Ti,W)C particles is somewhat lower compared to the theoretical maximum.The incorporation ratio decreases from 89%(for1.3g/min)to76%(for3.8g/m)with increasing the pow-der feeding rate.It is probably due to the gradual increase in the effective viscosity of the suspension with increasing its solid con-tent,what makes further incorporation and dissolution of(Ti+WC) particles more difficult.During heat treatment of the LMI samples, the volume%of micron-sized(Ti,W)C particles is decreased further by about20%.This is due to the partial dissolution of the W-rich outer region of the micron-sized(Ti,W)C precipitates.The amount of nano-sized(Fe,W)6C particles is found around25±5vol%,being independent of the powder feeding rate.These nano-sized particles form during the heat treatment,from the over-saturated matrix and partially from the dissolved outer regions of the micron-sized precipitates.As follows from materials balance,the majority of the content of these(Fe,W)6C nano-particles originate from the mate-rial of the matrix.Further investigation is needed to clarify howO.Verezub et al./Journal of Materials Processing Technology 211(2011)750–758753Fig.3.SEM micrographs of the cross section of the LMI sample in two different magnifications (powder feeding rate is 2.3g/min).the conditions of heat treatment influence the micro-and nano-structure of the composite and the amount and size distribution of (Fe,W)6C particles.It should be mentioned that at the highest powder feeding rate of 3.8g/min the LMI samples appeared to be cracked.This is probably due to the too high volume %of the carbide phase in the matrix.The two other samples (produced at the powder feeding rates of 1.3and 2.3g/min)are free of cracks.The latter is more promising as the higher amount of carbide phase leads to improved mechanical properties of the composite,if the formation of cracks is avoided.3.2.Microhardness of the LMI nano-composite sampleThe depth profile of microhardness of the LMI nano-composite sample with powder feeding rate of 2.3g/min is shown in Fig.5.All measurements are made after the heat treatment described in the experimental part.The depth profile can be divided into three regions:010*******12345powder feeding rate, g/min(T i ,W )C , v o l %Fig.4.The volume %of the micron-sized (Ti,W)C particles as function of powder feeding rate after the LMI process (before and after the heat treatment procedure).020040060080010001200140000.51 1.52M i c r o h a r d n e s s , HVDistance from surface, mmFig.5.Depth profile of microhardness of the LMI nano-composites (powder feeding rate is 2.3g/min).i.The upper surface layer of about 500m thickness has a highest microhardness of about 1200HV.ii.The initial substrate (below 1mm from the top surface)has a lowest microhardness of about 1000HV.iii.There is a transition zone between 500and 1000m measuredfrom the top surface,within which the microhardness gradually changes between the above mentioned limits.In evaluation of these results let us remind that carbon can diffuse from the non-melted part of the substrate into the melted LMI part of the substrate during the heat treatment.The increased microhardness of the upper surface layer of LMI nano-composite sample is obviously due to the precipitated micron-sized (Ti,W)C and nano-sized (Fe,W)6C hard carbide par-ticles.The existence of the intermediate zone could be due to the interplay between solidification rate (solidification goes from the bottom of the melted zone upwards)and the feeding and mixing rates of the added powder mixture (powder mixture is added to the top and the incorporated particles together with the dissolved atoms move downwards mainly by the Marangoni convection).In Fig.6a the measured microhardness is shown parallel along the sample surface,at the depth of about 0.4mm for both the as received LMI sample and the heat treated LMI sample.One can see that the microhardness of the LMI samples increase due to the heat treatment,what is probably due to the formation of (Fe,W)6C02004006008001000120014000.511.522.53M i c r o h a r d n e s s , H VDistance, mm00.20.40.60.8100.511.52 2.53d e p t h , m mdistance, mmFig.6.Microhardness scanned parallel along the surface,at the depth of about 0.4mm for both as received LMI sample and the heat treated LMI sample (a)and the depth of the melted pool as function of the same path (b)(see the pattern in Fig.2a).754O.Verezub et al./Journal of Materials Processing Technology 211(2011)750–7580.0340f , m m /p a s sv f ,/m i nFig.7.The grinding ratio of the LMI nano-composite sample (powder feeding rate is 2.3g/min,V =25m/s).nanoparticles.It is also obvious that the heat treatment flatters out the large fluctuations in the microhardness of the as received LMI sample.The minima in the microhardness fluctuations (Fig.6a)approximately coincide with the minima in the depth of the melted zone (see Fig.6b and the pattern in Fig.2a).This can be explained by Fig.5,measured at the largest depth of the melted zone.The smaller is the depth of the melted zone,the higher becomes the relative depth of the same absolute depth of 0.4mm,and thus,in accordance with Fig.5,the smaller is the microhardness.As follows from Figs.5–6,the microhardness of the produced nano-composite layer is around 12GPa.For this value the optimum grinding wheel and the optimum workpiece to be machined should be selected such that the ratio of microhardnesses of the machining and that of the to be machined materials should be at least 3.As a machining tool,CBN (cubic boron-nitride)has been selected with its microhardness of about 50GPa (Kalpakjian,1995)being about 4.2times stronger compared to the hardness of our LMI sample.On the other hand,the C45workpiece has been selected with its microhardness of about 2.7GPa,being about 4.4times less strong compared to our LMI sample.Thus,the microhardness of our LMI nano-composite sample is positioned almost in the middle (in a logarithmic scale)of the interval between the microhardness val-ues of the machining CBN tool and that of the to be machined C45workpiece.3.3.Machinability of the LMI nano-composite by cubic BN wheel During the LMI treatment the surface of the substrate melts,and thus it becomes quite uneven after solidification (the subsequent heat treatment does not provide any significant improvement).As a result,the as-received LMI nano-composite sample cannot be used as a cutting tool.Therefore,the as-received LMI nano-composite sample was grinded by a CBN wheel to obtain the shape and surface quality required for cutting tools.Fig.7shows the grinding ratio of the LMI nano-composite sam-ple as function of the feed rate of the workpiece (v f ,m/min)and a feed (f ,mm/pass).The combination of a feed of f =0.04m/pass and a feed rate of v f =3m/min leads to a maximum grinding ratio of about G =45–50mg/g.Based on the results shown in Fig.7,the optimal grinding conditions are selected as:f =0.01–0.02mm/pass,v f =1–2m/min and V =25m/s.Under these conditions the grinding ratio can be kept at a reasonable level of G =8–15mg/g.In compari-son,under the same conditions the grinding ratio for the HVG steel was found to be 6.8mg/g,while the grinding ratio for HSS is known to be about 5–6mg/g (Lisanov,1978).The increased grinding ratio of our LMI sample is obviously due to the hard (Ti,W)C and (Fe,W)6C particles in the surface of newly developed material.Fig.8.The EDS spectra of CBN wheels after grinding HVG (a)and LMI (b)samples (powder feeding rate is 2.3g/min).In Fig.8the energy dispersive X-ray spectra of two CBN wheels are compared after identical grinding runs of the HVG and LMI samples.In addition to the C-and Fe-peaks after grinding the HVG sample,large W and Ti peaks are observed after grinding the LMI nano-composite sample.This can be explained by stabilisation of the C-content of the initial steel substrate by added Ti and by the attraction between (Ti,W)and (B,N)atoms,respectively,being due to the existence of stable titanium boride,titanium nitride and tungsten boride compounds as reported by Barin (1993).Thus,dur-ing the grinding process part of the Ti-and W-content of the LMI nano-composite substrate adheres to the CBN surface.The pres-ence of solid titanium and tungsten carbides causes loosening of the CBN grains and their fallout,leading to intensive wear of the wheel,also shown by Klimenko et al.(1996).Forming the rake and flank surfaces during grinding of the LMI nano-composite samples resembles the grinding of high-speed steel cutting tools as shown by Mamalis et al.(2002).When the high quality alloyed layer is achieved,cutting edge without visible chip-ping is obtained.At the same time the edge roughness,as well as the radius of the cutting edge are higher for the HVG substrate com-pared to the LMI nano-composite substrate (Table 2).Increase of the feed rate and that of the feed lead to further increase in roughness of the tool’s cutting edge.Table 2Roughness of tool’s cutting edge and surfaces after grinding by CBN wheels (param-eters:V =25m/s,v f =2m/min,f =0.01mm/pass).Tool material Cutting edgeroughness R a ,m Roughness of rake and flank surfaces R a ,m HSS 1.2–1.30.15–0.18LMI 1.3–1.50.17–0.20HVG1.4–1.60.21–0.24O.Verezub et al./Journal of Materials Processing Technology 211(2011)750–75875500,10,20,30,40,5050100150200machining time, minV B , m mFig.9.The influence of machining time on flank wear for different cutting tool materials (V =25m/min,f =0.1mm/rev,d =0.5mm).Curves correspond to the HVG steel,LMI nano-composite produced with different powder feeding rates (figures on curves correspond to the unit of g/min),and HSS.Overall it can be concluded that CBN wheels can be used with optimum grinding parameters of f =0.01–0.02mm/pass,v f =1–2m/min and V =25m/s to convert the as-received LMI nano-composite into the cutting tool.The required shape and roughness of the cutting tool can be obtained with a reasonable grinding ratio of about G =8–15mg/g.3.4.Tool life of the cutting tool made of our nano-composite During testing of a new LMI nano-composite cutting tool on C45workpiece,crater wear was found to be negligible compared to flank wear.These two types of wear are the most common measured forms of tool wear.Thus,the tool life of this newLMI2040608010012014016018001234powder feeding rate, g/mint o o l l i f e , m i nFig.10.Tool life as function of the powder feeding rate during the LMI process (V =25m/min,f =0.1mm/rev,d =0.5mm)(the point at zero feeding rate refers to a different heat history of a sample,that is why this point is connected to other points by a thin line).nano-composite cutting tool is determined from the measured flank wear.Fig.9shows flank wear measurements for HVG steel used as a base material,LMI nano-composite produced with different pow-der feeding rates and HSS.The critical flank wear of 0.45mm was chosen based on values recommended for replacing or re-grounding alloyed tool materials (Kalpakjian,1995).The machining time during which the actual flank wear achieves the critical value is called tool life (T ,min).Tool life as function of the powder feeding rate is shown in Fig.10.It shows that an optimum value of the powder feeding rate exists for the maximum tool life.When Fig.10is rationalized in combination with Fig.4,it can be seenthat the volume %of carbide particles in the compositeFig.11.SEM images of the cutting tool made of the LMI sample after its service (a–c)and EDS spectrum (d)of the worn surface.756O.Verezub et al./Journal of Materials Processing Technology211(2011)750–758Fig.12.Removed chip from steel C45by the LMI cutting tool(a)and its EDS spec-trum(b).gradually increases with the increase of powder feeding rate and,as a consequence,tool life also increases.However,as was mentioned above,cracks were formed in the substrate,made by the powder feeding rate of3.8g/min.As a result,a cutting tool made of this substrate has a lower tool life.One can suppose that there is an optimum feeding rate in the interval between2.3and3.8g/min, when the volume%of carbide particles is somewhat larger than for the2.3g/min feeding rate,but still without crack formation.The SEM images of the LMI nano-composite cutting tool faces after machining of C45steel are shown in Fig.11.Fig.11a shows the overlapping of the LMI tracks and the traces of theflank wear(mea-sured as0.45mm).In Fig.11b–c carbide particles being similar to those shown in Figs.2–3are shown.The difference is that the steel matrix is worn away in between the hard carbide particles after machining compared to the initial state of the LMI nano-composite substrate(compare Fig.11b–c to Figs.2–3).Therefore,it is evident that theflank wear is the result of abrasive wear of the LMI cutting tool.The EDS spectrum(Fig.11d)of the worn surface shows Fe,Ti, W as basic components.In Fig.12the SEM picture and EDS spectrum of the removed chip from the C45workpiece is shown,after its machining by the LMI nano-composite cutting tool.It can be seen that the removed chip is continuous,and the main elements of the nano-composite (Ti and W)are missing from its X-ray spectrum.Thus,there was no adhesion of Ti and/or W to the C45steel workpiece during its machining by the LMI nano-composite cutting tool.In order to position our cutting tool made of the LMI substrate on a tool-life scale,tool-life tests have been conducted.The effect of cutting speed V on tool-life T has been assessed using Taylor’s tool life equation(Eq.(1))(Taylor,1907)and the results are shown Table3Experimental tool life(T,min)of different cutting tool materials against C45work-piece(f=0.1mm/rev and d=0.5mm).V,m/min T,min(experimental)HVG LMI HSS20385500535 2550160190 30157088 3542550 40–1726 45–715 50–47 60–24in Table3.C1=V·T n(1) Eq.(1)is widely used and recognized in the industry.It relates tool life to the cutting speed through empirical tool life constants n and C1.Table4shows the range of values n and C1for different cutting tool materials obtained from the data in Table3.The data(Table4)indicate that the LMI process of inserting (TiW)C particles into HVG substrate improved tool life of the base material by300–400%when cutting speed V was25–35m/min. However,this new material was felt short to surpass tool life of HSS cutting material by just20%in the same cutting speed range.No sig-nificant difference between tool life of HSS and LMI was observed during machining at20m/min.Performance of cutting tools made of LMI nano-composite is similar to the performance of HSS and is limited by wear resistance at cutting speeds above40–45m/min (Stephenson and Agapiou,2006).Cutting tools made of HVG steel can be used at speeds up to30m/min.3.5.Cutting force componentsDuring machining of the C45workpieces by the cutting tool made of HVG and LMI substrates,the two main force components F z (N)and F x(N)have been measured as function of the depth of cut d (mm)and feed f(mm/rev).The effects of depth of cut and feed on the measured F z and F x force components for the two different cutting materials(HVG and LMI nano-composite)are shown in Figs.13–14. The cutting speed increase within limits of V c=20–60m/min does not sufficiently influence the value of the cutting force(Fedorov, 2005)and therefore has not been tested in this paper.The effect of depth of cut d on the measured force components for two different cutting tool materials is shown in Fig.13a and b. Forces F z and F x increase with the increase in depth of cut because the increase in depth of cut leads to increase in the area of cut and length of the cutting edge in contact.The influence of feed f on the forces F z and F x is shown in Fig.14a and b.The increases in feed lead to increase in cut thickness,which,in turn,increases the area of cut and as a consequence,the force components.Figs.13–14show that machining with LMI nano-composite cut-ting tool material decreases cutting forces F z and F x in comparison with HVG cutting tool material.However,significant force reduc-tions can only be observed when depth of cut is greater than1mm and feed is greater than0.2mm/rev.The force components can be described as function of parameters d and f by the followingTable4Values of n and C1for different tool materials(f=0.1mm/rev,d=0.5mm).Cutting tool material n C1HSS0.2280.89 LMI0.1967.18 HVG0.1241.58。

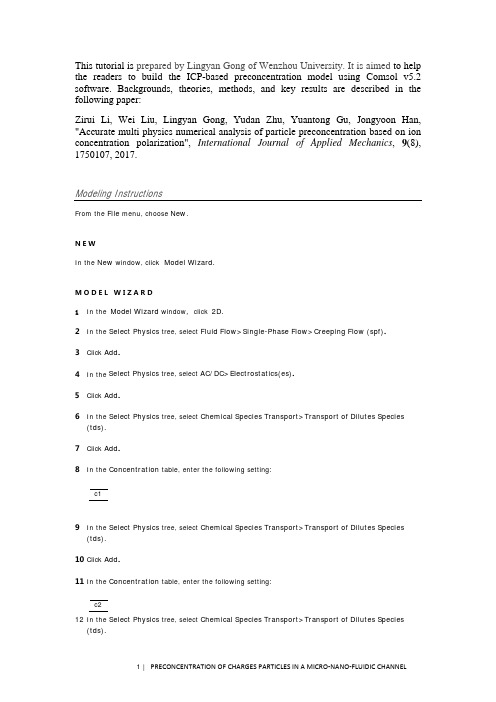
BVT是Build Verification Test,基本验证测试,对完成的代码进行编译和连接,DVT是Design Verification Test的简称,设计验证测试,是硬件生产中不可缺少的一个检PVT全称为Process Verification Test,意为小批量过程验证测试,硬件测试的一种,主EVT-Engineer Verification Test,工程样品验证测试CPU: central processing unit(中央处理器)IC: Integrated circuit(集成电路)Memory IC: Memory Integrated circuit(记忆集成电路)RAM: Random Access Memory(随机存取存储器)DRAM: Dynamic Random Access Memory(动态随机存取存储器)SRAM: Staic Random Access Memory(静态随机存储器)ROM: Read-only Memory(只读存储器)EPROM:Electrical Programmable Read-only Memory(电可抹只读存诸器)EEPROM: Electrical Erasbale Programmable Read-only Memory(电可抹可编程只读存储CMOS: Complementary Metal-Oxide-Semiconductor(互补金属氧化物半导体)BIOS: Basic Input Output System(基本输入输出系统)Transistor:电晶体LED:发光二极体Resistor:电阻Variator:可变电阻Capacitor:电容Capacitor array:排容Diode:二极体Transistor:三极体Transformer:变压器(ADP)Oscillator:频率振荡器(0sc)Crystal:石英振荡器XTAL/OSC:振荡产生器(X)Relay:延时器Sensor:感应器Bead core:磁珠Filter:滤波器Flat Cable:排线Inductor:电感Buzzer:蜂鸣器Socket:插座Slot:插槽Fuse:熔断器Current:电流表Solder iron:电烙铁Magnifying glass:放大镜Caliper:游标卡尺Driver:螺丝起子Oven:烤箱TFT:液晶显示器Oscilloscope:示波器Connector:连接器PCB:printed circuit board(印刷电路板)PCBA: printed circuit board assembly(电路板成品)PP:并行接口HDD:硬盘FDD:软盘PSU:power supply unit(电源供应器)SPEC:规格Attach:附件Case: 机箱,盖子Cover:上盖Base:下盖Bazel:面板(panel)Bracket:支架,铁片Lable:贴纸Guide:手册Manual:手册,指南Card:网卡Switch:交换机Hub:集线器Router:路由器Sample:样品Gap:间隙Sponge:海绵Pallet:栈板Foam:保利龙Fiber:光纤Disk:磁盘片PROG:程序Barcode:条码System:系统System Barcode:系统条码M/B:mother board:主板CD-ROM:光驱FAN:风扇Cable:线材Audio:音效K/B:Keyboard(键盘)Mouse:鼠标Riser card:转接卡Card reader:读卡器Screw:螺丝Thermal pad:散热垫Heat sink:散热片Rubber:橡胶垫Rubber foot:脚垫Bag:袋子Washer:垫圈Sleeve:袖套Config:机构Label hi-pot:高压标签Firmware label:烧录标签Metal cover:金属盖子Plastic cover:塑胶盖子Tape for packing:包装带Bar code:条码Tray:托盘Collecto:集线夹Holder:固定器,L铁Connecter:连接器IDE:集成电路设备,智能磁盘设备SCSI:小型计算机系统接口Gasket:导电泡棉AGP:加速图形接口PCI:周边组件扩展接口LAN:局域网USB:通用串形总线架构Slim:小型化COM:串型通讯端口LPT:打印口,并行口Power cord:电源线I/O:输入,输出Speaker:扬声器EPE:泡棉Carton:纸箱Button:按键,按钮Foot stand:脚架部门名称的专有名词QS:Quality system品质系统CS:Coutomer Sevice 客户服务QC:Quality control品质管理IQC:Incoming quality control 进料检验LQC:Line Quality Control 生产线品质控制IPQC:In process quality control 制程检验FQC:Final quality control 最终检验OQC:Outgoing quality control 出货检验QA:Quality assurance 品质保证 SQA:Source(supplier) Quality Assurance 供应商品质保证(VQA) CQA:Customer Quality Assurance客户质量保证PQA rocess Quality Assurance 制程品质保证QE:Quality engineer 品质工程CE:component engineering零件工程EE:equipment engineering设备工程ME:manufacturing engineering制造工程TE:testing engineering测试工程PPE roduct Engineer 产品工程IE:Industrial engineer 工业工程ADM: Administration Department行政部RMA:客户退回维修CSDI:检修PC:producing control生管MC:mater control物管GAD: General Affairs Dept总务部A/D: Accountant /Finance Dept会计LAB: Laboratory实验室DOE:实验设计HR:人资PMC:企划RD:研发W/H:仓库SI:客验PD: Product Department生产部PA:采购(PUR: Purchaing Dept)SMT:Surface mount technology 表面粘着技术MFG:Manufacturing 制造MIS:Management information system 资迅管理系统DCC:document control center 文件管制中心厂内作业中的专有名词QT:Quality target品质目标QP:Quality policy目标方针QI:Quality improvement品质改善CRITICAL DEFECT:严重缺点(CR)MAJOR DEFECT:主要缺点(MA)MINOR DEFECT:次要缺点(MI)MAX:Maximum最大值MIN:Minimum最小值DIA iameter直径DIM imension尺寸LCL:Lower control limit管制下限UCL:Upper control limit管制上限EMI:电磁干扰ESD:静电防护EPA:静电保护区域ECN:工程变更ECO:Engineering change order工程改动要求(客户)ECR:工程变更需求单CPI:Continuous Process Improvement 连续工序改善Compatibility:兼容性Marking:标记DWG rawing图面Standardization:标准化Consensus:一致Code:代码ZD:Zero defect零缺点Tolerance:公差Subject matter:主要事项Auditor:审核员BOM:Bill of material物料清单Rework:重工ID:identification识别,鉴别,证明PILOT RUN: (试投产)FAI:首件检查FPIR:First Piece Inspection Report首件检查报告FAA:首件确认SPC:统计制程管制CP: capability index(准确度)CPK: capability index of process(制程能力) PMP:制程管理计划(生产管制计划)MPI:制程分析DAS efects Analysis System 缺陷分析系统PPB:十亿分之一Flux:助焊剂P/N:料号L/N:Lot Number批号Version:版本Quantity:数量Valid date:有效日期MIL-STD:Military-Standard军用标准ICT: In Circuit Test (线路测试)ATE:Automatic Test Equipment自动测试设备MO: Manafacture Order生产单T/U: Touch Up (锡面修补)I/N:手插件P/T:初测F/T: Function Test (功能测试-终测)AS 组立P/K:包装TQM:Total quality control全面品质管理MDA:manufacturing defect analysis制程不良分析(ICT) RUN-IN:老化实验HI-pot:高压测试FMI:Frequency Modulation Inspect高频测试DPPM: Defect Part Per Million(不良率的一种表达方式:百万分之一) 1000PPM即为0.1% Corrective Action: (CAR改善对策)ACC:允收REJ:拒收S/S:Sample size抽样检验样本大小SI-SIV:Special I-Special IV特殊抽样水平等级CON:Concession / Waive特采ISO:国际标准化组织ISA:Industry Standard Architecture工业标准体制结构OBA:开箱稽核FIFO:先进先出PDCA:管理循环Plan do check action计划,执行,检查,总结WIP:在制品(半成品)S/O: Sales Order (业务订单)P/O: Purchase Order (采购订单)P/R: Purchase Request (请购单)AQL:acceptable quality level允收品质水准LQL;Limiting quality level最低品质水准QVL:qualified vendor list合格供应商名册AVL :认可的供货商清单(Approved Vendor List) QCD: Quality cost delivery(品质,交期,成本)MPM:Manufacturing project management制造专案管理KPI:Key performance indicate重要绩效指标MVT:Manufacturing Verification Test制造验证试产Q/R/S:Quality/Reliability/Service质量/可靠度/服务STL:ship to line(料到上线)NTF:No trouble found误判CIP:capacity improvement plan(产能改善计划)MRB:material review board(物料审核小组)MRB:Material reject bill退货单JIT:just in time(即时管理)5S:seiri seiton seiso seiketsu shitsuke(整理,整顿,清扫,清洁,修养)SOP:standard operation process(标准作业程序)SIP:Specification inspection process制程检验规格TOP: Test Operation Process (测试作业流程)WI: working instruction(作业指导书)SMD:surface mounting device(表面粘着原件)FAR:failure aualysis report故障分析报告CAR:Corrective action report改善报告BPR: 企业流程再造 (Business Process Reengineering)ISAR :首批样品认可(Initial Sample Approval Request)-JIT:实时管理 (Just In Time)QCC :品管圈 (Quality Control Circle)Engineering Department (工程部)TQEM: Total Quality Environment Management(全面品质环境管理)PD: Production Department (制造)LOG: Logistics (后勤支持)Shipping: (进出口)AOQ:Average Output Quality平均出货质量AOQL:Average Output Quality Level平均出货质量水平FMEA:failure model effectiveness analysis失效模式分析CRB: Change Review Board (工程变更会议)CSA:Customer Simulate Analysis客户模拟分析SQMS:Supplier Quality Management System供应商品质管理系统QIT: Quality Improvement Team 品质改善小组QIP:Quality Improvement Plan品质改善计划CIP:Continual Improvement Plan持续改善计划M.Q.F.S: Material Quality Feedback Sheet (来料品质回馈单) SCAR: Supplier Corrective Action Report (供货商改善对策报告) 8D Sheet: 8 Disciplines sheet ( 8D单)PDCA:PDCA (Plan-Do-Check-Action) (管理循环)MPQ: Material Packing Quantity (物料最小包装量)DSCN: Delivery Schedule Change Notice (交期变更通知) QAPS: Quality Assurance Process Sheet (品质工程表)DRP :运销资源计划 (Distribution Resource Planning)DSS:决策支持系统 (Decision Support System)EC :电子商务 (Electronic Commerce)EDI :电子资料交换 (Electronic Data Interchange)EIS :主管决策系统 (Excutive Information System)ERP :企业资源规划 (Enterprise Resource Planning)FMS :弹性制造系统 (Flexible Manufacture System)KM :知识管理 (Knowledge Management)4L :逐批订购法 (Lot-for-Lot)LTC :最小总成本法 (Least Total Cost)LUC :最小单位成本 (Least Unit Cost)MES :制造执行系统 (Manufacturing Execution System)MPS :主生产排程 (Master Production Schedule)MRP :物料需求规划 (Material Requirement Planning)MRPⅡ:制造资源计划 (Manufacturing Resource Planning)OEM :委托代工 (Original Equipment Manufacture)ODM :委托设计与制造 (Original Design & Manufacture) OLAP:线上分析处理 (On-Line Analytical Processing)OLTP:线上交易处理 (On-Line Transaction Processing)OPT :最佳生产技术 (Optimized Production Technology) PDCA:PDCA管理循环 (Plan-Do-Check-Action)PDM:产品数据管理系统 (Product Data Management))RCCP:粗略产能规划 (Rough Cut Capacity Planning)SCM :供应链管理 (Supply Chain Management)SFC :现场控制 (Shop Floor Control)TOC:限制理论 (Theory of Constraints)TQC :全面品质管制 (Total Quality Control)FYI/R:for your information/reference仅供参考ASAP:尽快S/T:Standard time标准时间TPM:total production maintenance:全面生产保养ESD Wrist strap:静电环IT:information technology信息技术,资讯科学CEO:Chief Executive Officer执行总裁COO:Chief Operaring Officer首席业务总裁SWOT:Strength,Weakness,Opportunity,Threat优势﹐弱点﹐机会﹐威胁Competence:专业能力Communication:有效沟通Cooperation:统御融合Vibration Testing:振动测试IDP:Individual Development Plan个人发展计划MRP:Material Requirement Planning物料需求计划MAT'S:Material材料LRR:Lot Rejeet Rate批退率ATIN:Attention知会3C:Computer ,Communication , Consumer electronic消费性电子5W1H:When , Where , Who , What , Why , Ho5M: Man , Machine , Material , Method , Measurement人,机器,材料,方法,测量4MIE: Man,Material,Machine,Method,Environment人力,物力,财务,技术,时间(资源)7M1I: Manpower , Machine , Material , Method, Market , Management , Money , In 人力, 机器, 材料, 方法, 市场, 管理, 资金, 资讯1 Accuracy 准确度2 Action 行动3 Activity 活动4 Analysis Covariance 协方差分析5 Analysis of Variance 方差分析6 Approved 承认7 Attribute 计数值8 Average 平均数9 Balance sheet 资产负债对照表10 Binomial 二项分配11 Brainstorming Techniques 脑力风暴法12 Cause and Effect Matrix 因果图(鱼骨图)13 CL:Center Line 中心线14 Check Sheets 检查表15 Complaint 投诉16 Conformity 合格(符合)17 Control 控制18 Control chart 控制(管制)图19 Correction 纠正20 Correlation Methods 相关分析法21 CPI: continuouse Process Improvement 连续工序改善22 Cross Tabulation Tables 交叉表23 CS: Customer Sevice 客(户)服(务)中心24 DSA: Defects Analysis System 缺陷分析系统25 Data 数据 Description:品名26 DCC: Document Control Center 文控中心27 Decision 决策、判定28 Defects per unit 单位缺点数29 Description 描述30 Device 装置31 Do 执行32 DOE: Design of Experiments 实验设计33 Element 元素34 Engineering recbnology 工程技35 Environmental 环境36 Equipment 设备37 Estimated accumulative frequency 计算估计累计数38 E Equipment Variation 设备变异39 External Failure 外部失效,外部缺陷40 FA: Failure Analysis 失效分析41 Fact control 事实管理42 Fatigue 疲劳43 FMEA: Failure Mode and Effect Analysis失效模式与效果分析44 FP First-Pass Yield (第一次通过)合格率45 FQA: Final Quality Assurance 最终品质保证46 FQC: Final Quality control 最终品质控制47 Gauge system 测量系统48 Grade 等级49 Histogram 直方图50 Improvement 改善51 Initial review 先期审查52 Inspection 检验53 Internal Failure 内部失效、内部缺陷54 IPQC: In Process Quality Control 制程品质控制55 IQC: Incomming Quality Control 来料品质控制56 IS International Organization for Standardization 国际标准化组织57 LCL: Lower Control limit 管制下限58 LQC: Line Quality Control 生产线品质控制59 LSL: Lower Size Limit 规格下限60 Machine 机械61 Manage 管理62 Materials 物料63 Measurement 测量64 Median 中位数65 MSA: Measurement System Analysis 测量系统分析66 Occurrence 发生率67 Operation Instruction 作业指导书68 Organization 组织69 Parto 柏拉图70 PPM arts per Million (百万分之)不良率71 Plan 计划72 Policy 方针73 Population 群体74 PQA: Process Quality Assurance 制程品质保证75 Practice 实务(践)76 Prevention 预防77 Probability 机率78 Probability density function 机率密度函数79 Procedure 流程80 Process 过程81 Process capability analysis 制程能力分析(图)82 Process control and Process capability制程管制与制程能力83 Product 产品84 Production 生产85 Projects 项目86 QA: Quality Assurance 品质保证87 QC: Quality Control 品质控制88 QE: Quality Engineering 品质工程89 QFD: Quality Function Desgin 品质机能展开(法)90 Quality 质量91 Quality manual 品质手册92 Quality policy 品质政策(质量方针)93 Random experiment 随机试验94 Random numbers 随机数95 R:Range 全距(极差)96 Reject 拒收97 Repair 返修98 Repeatusility 再现性99 Reproducibility 再生性100 Requirement 要求101 Responsibilities 职责102 Review 评审103 Reword 返工104 Rolled yield 直通率105 RPN: Risk Priority Number 风险系数106 Sample 抽样,样本107 Sample space 样本空间108 Sampling with replacement 放回抽样109 Sampling without replacement 不放回抽样110 Scatter diagram 散布图分析111 Scrap 报废112 Simple random sampling 简单随机取样113 Size 规格114 SL: Size Line 规格中心线115 Stratified random sampling 分层随机抽样116 SOP: Standard Operation Procedure 标准作业书117 SPC: Statistical Process Control 统计制程管制118 Specification 规范119 SQA: Source(Supplier) Quality Assurance 供货商品质保证120 Stage sampling 分段随机抽样121 Standard Deviation 标准差122 Sum of squares 平方和123 Taguchi-method 田口(试验)方法124 Theory 原理125 TQC: Total Quality Control 全面品质控制126 TQM: Total Quality Management 全面品质管理127 Traceablity 追溯128 Training 培训129 UCL: Upper Control Limit 管制(控制)上限130 USL: Upper Size Limit 规格上限131 Validation 确认132 Variable 计量值133 Verification 验证134 Version 版本135 VOC: Voice of Customer 客户需求136 VOE: Voice of Engineer 工程需求137 Inventory stock report:庫存清单报告138 Sales order report:出货报告质量人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认CP capability index 能力指数CPK capability process index 模具制程能力参数SSQA standardized supplier quality audit 合格供货商质量评估FMEA failure model effectiveness analysis 失效模式分析FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的Q/R/S Quality/Reliability/Service 质量/可靠度/服务P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理GRR Gauge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与DIM Dimension 尺寸DIA Diameter 直径N Number 样品数其它质量术语类QIT Quality Improvement Team 质量改善小组ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM Total Quality Management 全面质量管理RMA Return Material Audit 退料认可7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering Change Notice 工程变更通知(供货商) ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准CGOO China General PCE龙华厂文件IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心PPC Production Plan Control 生产计划控制MC Material Control 物料控制DC Document Center 资料中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Laboratory 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部生产类PCs Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号OEM Original Equipment Manufacture 原设备制造PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量I/O input/output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许APP Approve 核准,认可,承认CHK Check 确认ASS'Y Assembly 装配,组装T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,财务,技术,时间(资源SQA Strategy Quality Assurance 策略质量保证DQA Design Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQA Sales and service Quality Assurance 销售及服务质量保证LRR Lot Reject Rate 批退率SPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WDR Weekly Delivery Requirement 周出货要求PPM Percent Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OS Operation System 操作系统TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 电子音乐工业Electrical Magnetic Interference 电子干扰RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material SizeLED lighting-emitting diode 发光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessAVL Approved vendor listPOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheet PDCS Process defect correcting sheet GRN Goods receiving noteA/R Accounting receivableA/P Accounting payable专业词汇通用类president董事长operator作业员position职务general manager总经理special assistant 特助deputy manager |'depjuti| =vice manager副理deputy supervisor =vice supervisor副课长group leader组长line leader线长supervisor 课长responsible department负责单位Human Resources Department人力资源部Head count 人头数production department生产部门planning department企划部QC Section品管课stamping factory冲压厂painting factory烤漆厂molding factory成型厂administration/general affairs dept./总务部production unit生产单位meeting minutes会议记录distribution department分发单位subject主题conclusion结论decision items决议事项pre-fixed finishing date预定完成日Color management 颜色管理Visual management 目视管理production capacity生产力first count初盘first check初盘复棹second count 复盘second check复盘复核quantity of physical inventory second count 复盘点数量physical inventory盘点数量physical count quantity账面数量difference quantity差异量spare parts physical inventory list备品盘点清单cause analysis原因分析waste materials废料description品名specification 规格model机种work order工令revision版次remark备注registration登记registration card登记卡to control管制application form for purchase请购单consume, consumption消耗to notify通知to fill in填写to collect, to gather收集statistics统计cosmetic inspection standard 外观检验规范 computer case 计算机外壳(组件)personal computer enclosure 计算机机箱产品front plate前板rear plate后板chassis |'∫æsi| 基座bezel panel面板Hood 上盖base pan 基座bezel 面板riser card 扩充卡flat cable 排线TOP driver cage 上磁架bottom driver cage 下磁架resin film 树脂膜raw materials原料materials物料steel plate钢板roll/coil material卷料spare parts =buffer备品plastic parts塑料件sheet metal parts/stamping parts 冲件material check list物料检查表finished product成品semi-finished product半成品good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库packing material包材basket蝴蝶竺plastic basket胶筐flow chart流程窗体production tempo生产进度现状lots of production生产批量manufacture procedure制程to revise, modify修订to switch over to, switch—to, switching over切换engineering bottleneck, project difficulty工程瓶颈glove(s)手套glove(s) with exposed fingers割手套Band-Aid创可贴Industrial alcohol工业酒精broom扫把mop拖把vacuum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋liaison联络单rags抹布lamp holder灯架to mop the floor拖地to clean a table擦桌子air pipe 气管delivery deadline交货期die worker模工production, to produce生产equipment设备resistance电阻beacon警示灯coolant冷却液crusher破碎机club car高尔夫球车plate电镀power button电源按键reset button重置键forklift叉车Workshop traveler 天车trailer =long vehicle拖板车Hydraulic trolley手压车hydraulic hand jack油压板车casing = containerization装箱velocity速度patent专利coordinate坐标supply and demand供求career card履历卡barricade隔板carton box纸箱to pull and stretch拉深work cell/work shop工作间sub-line支线bottleneck 瓶颈模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模stage die工程模compound die复合模shearing die剪边模riveting die铆合模feature die公母模male die公模female die母模cavity型控 母模core模心 公模die change 换模to fix a die装模to repair a die修模punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板upper plate上模板lower plate下模板die pad下垫板die holder下夹板bottom block下垫脚bottom plate下托板(底板)upper supporting blank上承板upper padding plate blank上垫板top plate上托板(顶板)top block上垫脚stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块die locker锁模器pressure plate =plate pinch压板thickness gauge厚薄规cutting die, blanking die冲裁模folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条panel board镶块to load a die装上模具to unload a die 御模具active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing block衬套cover plate盖板guide pad导料块pilot导正筒trim剪外边pierce剪内边pocket for the punch head挂钩槽slug hole废料孔radius半径shim/wedge/heel/pad/spacer/gasket楔子torch-flame cut火焰切割set screw止付螺丝form block折刀round pierce punch =die button圆冲子shape punch =die insert异形子stock located block定位块metal plate钣金miller铣床grinder磨床tolerance公差score =groove压线sliding block滑块lathe车active plate活动板baffle plate挡块cover plate盖板groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板capability能力parameter参数factor系数driller钻床set up die架模height of die setting up架模高度analog-mode device类模器inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves =spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套press specification冲床规格die height闭模高度flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝stripper plate脱料板piston活塞handle mold手持式模具flash mold溢流式模具positive mold挤压式模具split mold分割式模具die lifter举模器top stop上死点bottom stop下死点one stroke一行程to continue, cont.连动to grip(material)吸料location lump, locating piece, location block定位块reset复位to file burr 锉毛刺embedded lump |in'bed| |l mp|镶块stamping-missing漏冲to tight a bolt拧紧螺栓to loosen a bolt拧松螺栓punched hole冲孔to cut edge =side cut =side scrap 切边to bending折弯to pull, to stretch拉伸engraving, to engrave刻印stamping 油印to stake铆合designing, to design设计design modification 设计修改成gauge(or jig)治具pedal踩踏板stopper阻挡器flow board流水板torque扭矩spline =the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的forming成型(抽凸,冲凸)draw hole抽孔bending折弯emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线stamp letter冲字(料号)tick-mark nearside正面压印tick-mark farside反面压印冲压类punch, press冲punching machine 冲床hydraulic machine油压机jack升降机decoiler整平机manufacture management制造管理stamping, press冲压feeder送料机rack, shelf, stack料架taker取料机to reverse material 翻料to load material上料to unload material卸料to return material/stock to退料scraped |'skræpid|报废scrape ..v.刮;削robot机械手production line流水线packaging tool打包机packaging打包成型类well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleeve套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆)slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口submarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口runner less无浇道sprue less 无射料管方式long nozzle延长喷嘴方式spur浇口;溶waste废料board广告牌sliding rack滑料架to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料material change, stock change材料变更feature change 特性变更prepare for, make preparations for 准备rotating speed, revolution转速abnormal handling异常处理组装类Assembly line组装线Layout布置图Conveyer流水线运输带Rivet machine拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Hydraulic machine 液压机Pneumatic screw driver气动起子automation自动化to stake, staking, riveting铆合add lubricant oil加润滑油argon welding氩焊cylinder油缸robot机械手conveying belt输送带transmission rack输送架to draw holes抽孔bolt螺栓nut 螺母screw 螺丝identification tag标示单screwdriver plug起子插座automatic screwdriver电动启子to move, to carry, to handle搬运be put in storage入库packing包装staker = riveting machine铆合机fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet/skid栈板barcode条形码barcode scanner条形码扫描仪fuse together熔合fuse machine/heat stake热熔机processing, to process加工delivery, to deliver 交货to return delivery to. to send delivery back to return of goods退货easily damaged parts易损件standard parts标准件to lubricate润滑spring 弹簧spare tools location/buffer手工备品仓spare molds location模具备品仓tox machine自铆机烤漆类phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉organic solvent有机溶剂demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料volatile挥发性degrease脱脂rinse水洗alkaline etch龄咬desmot剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔scraped products报放品disposed products处理品dismantle the die折模auxiliary function辅助功能heater band 加热片thermocouple热电偶derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response =reaction =interaction感应ram连杆edge finder巡边器concave凸convex凹cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线grit沙砾granule =pellet =grain细粒sand blasting喷沙grit maker抽粒机cushion缓冲fillet镶;嵌边roller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴品质类qualified products, up-to-grade products良品defective products, not up-to-grade products不良品defective product box不良品箱poor processing 制程不良poor incoming part来件不良exposed metal/bare metal金属裸露。
白蓉生教授自序微切片(Microsectioning)技术应用范围很广,电路板只是其中之一。
对多层板品质监视与工程改善,倒是一种花费不多却收获颇大的传统手艺。
不过由于电路板业扩展迅速人材青黄不接,尤其是纯手艺的技术员更是凤毛麟角。
虽然每家公司也都聊备设施安置人员,也都有模样的切磨抛看,然而若就一般判读标准而言,则多半所得到书面的成绩,虽不至惨不忍睹的地步,多也只停留在不知所云的阶段。
考其原因不外:客户内行者太少、老板们不深入也不重视,工程师好高骛远甚少落宝基本。
是以在欠缺教材乏人指导下,当然只有自我摸索闭门造车了。
至于国外同业的水准,经笔者多年用心观察与比较下,除了设备比我们贵与好之外,手艺方面则不仅乏善可陈,而且还颇为优越自大。
甚至IPC贩售录影带中的讲师,也只是西装笔挺振振有词,根本拿不出几张晶莹剔透眉清目秀的宝物彩照,何况是经年累月众多量产的心血结晶。
国外同业在诸多故障方面的累积经验,也远去国内厂商甚多。
持远来和尚会念经的想法,想要从国外引进微切片技者应只是缘木求鱼竹篮打水罢了。
笔者二十五年前进入PCB业,即对动手微切片发生兴趣,每每找到重点再印证于产品改善时,不仅心情雀跃深获成就感外,且种种经验刻骨铭心至今不忘。
如此亲身实地之经验累积,比诸书本当然大有不同在焉。
多年来共集存了二千多张各式微切片原照,特于投老之际仔细选出730张编辑成书,希望为业界后起留下一些可资比较的样本,盼在无师之下而能自通,抛开包袱减少误导。
由于版面有限许多珍贵照片必须裁剪以利编辑,每在下刀之际就有切肤之痛难以割舍,实乃岁月不居件件辛苦得之不易也。
本书除以全彩印刷极高成本之外,每帧照片也都绝对是费时耗力所有赀,放眼全球业界以如此大手笔成书者应属首见。
本书能顺利编辑,须感谢台湾电路公司切片实验室小姐先生们之鼎力协助,若以简易切片方式而言,从广经阅历的笔者看来,台路的几位老手们应列国内之顶尖。
本书某些照片即得其等慷慨馈赠,而部份内容亦在多次讨论中获益匪浅,在此特别感谢任礼君先生、余瑞珍小姐与黄国珍先生之协助,使本书更为增色。
1 Active Area 主动区(工作区)主动晶体管(ACTIVE TRANSISTOR)被制造的区域即所谓的主动区(ACTIVE AREA)。
在标准之MOS制造过程中ACTIVE AREA是由一层氮化硅光罩即等接氮化硅蚀刻之后的局部场区氧化所形成的,而由于利用到局部场氧化之步骤,所以ACTIVE AREA会受到鸟嘴(BIRD’S BEAK)之影响而比原先之氮化硅光罩所定义的区域来的小,以长0.6UM之场区氧化而言,大概会有0.5UM之BIRD’S BEAK 存在,也就是说ACTIVE AREA比原在之氮化硅光罩所定义的区域小0.5UM。
2 ACTONE 丙酮 1. 丙酮是有机溶剂的一种,分子式为CH3COCH3。
2. 性质为无色,具刺激性及薄荷臭味之液体。
3. 在FAB内之用途,主要在于黄光室内正光阻之清洗、擦拭。
4. 对神经中枢具中度麻醉性,对皮肤黏膜具轻微毒性,长期接触会引起皮肤炎,吸入过量之丙酮蒸汽会刺激鼻、眼结膜及咽喉黏膜,甚至引起头痛、恶心、呕吐、目眩、意识不明等。
5. 允许浓度1000PPM。
3 ADI 显影后检查 1.定义:After Developing Inspection 之缩写2.目的:检查黄光室制程;光阻覆盖→对准→曝光→显影。
发现缺点后,如覆盖不良、显影不良…等即予修改,以维护产品良率、品质。
3.方法:利用目检、显微镜为之。
4 AEI 蚀刻后检查 1. 定义:AEI即After Etching Inspection,在蚀刻制程光阻去除前及光阻去除后,分别对产品实施全检或抽样检查。
2.目的:2-1提高产品良率,避免不良品外流。
2-2达到品质的一致性和制程之重复性。
2-3显示制程能力之指针2-4阻止异常扩大,节省成本3.通常AEI检查出来之不良品,非必要时很少作修改,因为重去氧化层或重长氧化层可能造成组件特性改变可靠性变差、缺点密度增加,生产成本增高,以及良率降低之缺点。
Sub-micronchannelingcontrastmicroscopyonreactiveionetcheddeepSimicrostructures
E.J.Teoa,MAlkaisib,A.A.Bettiola,T.Osipowicza,*,J.VanKana,F.Watta,A.Markwitzc
aDepartmentofPhysics,ResearchCentreforNuclearMicroscopy(RCNM),NationalUniversityofSingapore,
LowerKentRidgeRoad,Singapore119260,SingaporebDepartmentofElectricalandElectronicEngineering,UniversityofCanterbury,PrivateBag4800,Christchurch,NewZealand
cInstituteofGeological&NuclearSciencesLtd.,RafterLaboratory,P.O.Box31-312,LowerHutt,NewZealand
AbstractHighaspectratiomicrostructureswithcompositionalinhomogeneityhavealwaysbeenachallengeforbroadbeamanalysisduetotheshadowingeffect.Inthepresentwork,characterizationofreactiveionetched(RIE)Simicro-structuresiscarriedoutusingchannelingcontrastmicroscopywithasub-micronbeamspotsize.Anannulardetectorisusedtominimizesurfacetopographyeffects.TheetchdamageintroducedbytheRIEprocessonSiisdeterminedfromchannelingmeasurements.Itisfoundthatcrystallinityispreservedintheetchedtrenches,indicatingthatlittledamagewasinflictedtothecrystallatticebytheRIEprocess.Intheaxialchannelingposition,theSibackgroundsignalfromthesubstrateisreducedandsensitivitytothelightelementsdetectionisincreased.Thisallowsquantitativeanalysisofthecompositioninthemaskedregionsandetchedtrenches.Thechanneledspectruminthemaskedregionsrevealsthepresenceofasiliconoxyfluoridelayer.NoFisobservedintheetchedtrenches.Ó2002ElsevierScienceB.V.Allrightsreserved.
PACS:07.78.þs;61.85.þp;81.65.CfKeywords:Reactiveionetched;Channelingcontrastmicroscopy;Topography;Crystalquality;Composition
1.IntroductionOften,highreflectivityofbaresiliconlimitsthecollectionefficiencyofthesolarcells.Thereforeinordertoimprovesolarcellperformance,thesur-facereflectanceandtransmissionhastobere-duced.Thiscanbedonebycoatingthesurfacewithantireflectivelayers[1]orbytexturingtheSiitself[1,2].Texturinginvolvesrougheningofthesiliconsubstratetoincreaselightabsorptionthroughmultiplereflections.Thisresultsinbiggereffectivesurfaceareaandbettercollectioneffi-ciency.Wetetching,lasergroovingandreactiveionetching(RIE)arecommontechniquesusedtoobtainatexturedsurface.Characterizationofthesepatternedmicro-structuresisnecessaryinordertounderstandandoptimizetheetchingprocesses.However,notmanytechniquesofferthespatialresolutionneededto
NuclearInstrumentsandMethodsinPhysicsResearchB190(2002)339–344*Correspondingauthor.Tel.:+65-772-6745;fax:+65-777-
6126.E-mailaddress:phyto@nus.edu.sg(T.Osipowicz).
0168-583X/02/$-seefrontmatterÓ2002ElsevierScienceB.V.Allrightsreserved.PII:S0168-583X(01)01255-1investigatethemicrostructures.AngularresolvedX-rayphotoelectronspectroscopyhasbeenusedtoprovidechemicalinformationofthemaskedre-gionsandsidewalls[3].However,thisapproachonlygivesqualitativeresults.Inthiswork,wedemonstratetheuseofsub-micronchannelingcontrastmicroscopy(CCM)toprovidelaterallyresolvedinformationofthecrystalqualityandcompositionoftheRIEtexturedSi.
2.ExperimentalproceduresAsiliconh100isubstratewascoveredwithSiO2
andthen40nmthickofNiCrfilmwasdeposited
bythermalevaporation.Patternsoftherequiredtexturewerefirstdefinedusingopticallithography,byexposingphotoresistcoatedsubstratesthroughamaskcontainingarraysofholesof5lmdiam-eter.Afterexposureofthesamplesanddevelop-mentoftheresist,thesamplewassoftbakedat95°Cfor30min.TheNiCrfilmiswetetchedfor30stoallowsubsequentRIEthroughtheholes.TherequiredpatternisthentransferredtotheNiCrmetalmask.AnSF6/O2gasmixtureisutilizedfor
theRIEprocess.Thepurposeoftheoxygenad-ditionduringetchingistoformanSiOxFylayertopassivatesidewallsandimprovetheaspectratios.ThefollowingRIEconditionshadbeenused:SF6gasflowrate100sccm(standardcubiccentimeter),electrodetemperature173K,powerdensity0.45W/cm2,etchpressure70mTorr,anddcbiasÀ161V.Anetchrateof500nm/minwasachieved.Theetchingprocessresultedincreationofholesrang-ingfrom7to10lmdepthand5lmwidth.CCM[4]wasperformedatthenuclearmicros-copyfacilityattheNationalUniversityofSinga-pore[5].A4Heþionbeamof1.6MeVwasfocuseddowntoasub-micronspotsizeandscannedoverasampleareaof48Â48lm2withtypically100pAbeamcurrent.Thecollimatorsweresetsothatthedivergenceofbeamwaslessthan0:2°Â0:09°.Thisconditionprovidesreasonablechannelingasthebeamdivergenceissignificantlylessthanthecrit-icalhalfangleof0.4°in[100]silicon.ChannelingRBSspectrawererecordedwitha25mm2annulardetectorof22keVresolutionnear180°backscat-teringangle.Theannulardetectorwasusedtominimizeshadowingeffectsduetothesurfaceto-pography.Thetargetsweremountedonaneu-centricgoniometerwitha24mmtranslationalrangeforthexandydirectionsallowingrotationswitharesolutionof0.025°.Alargesolidangleof108msrwasusedduetothelimitedcurrent.Thedatawascollectedinlist-mode,sothatRBSspectrafromarbitraryregionsofthe256Â256pixelscanscouldbeextractedoff-line.Achannel-tronmountedat20°tothesurfacewasusedforsecondaryelectronimagingofthesurfacetopog-raphy.Thesamplemorphologywascharacterizedbyscanningelectronmicroscopy(SEM).3.ResultsanddiscussionFig.1(a)–(c)showtheSEMmicrographsofthecross-sectional,planarandglancingviewofthehighaspectratioSitrenches.Thecross-sectionSEMmicrographinFig.1(a)revealsa‘wineglass’etchprofile,with6lmwidetrenchesextending11lmintothesubstrate,surroundedbybroadertrenchesof13lmdiameterwith4lmdepth.Thislatterfeatureisundesirableanditsoriginisnotfullyunderstoodyet.Itmightbeduetoatwostepetchprocess,i.e.anisotropicphasefollowedbyadirectionaletchingstep.Theisotropyoftheetchprofilecanbeexplainedbythedominanceofthechemicaletchingoverthedryetching.ThisiscommonforSietchinginFatom-richplasmasduetothespontaneousreactionofFwithSi.TheO2