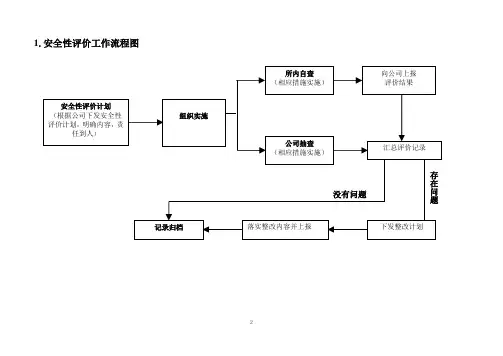
标准化设备检修流程图
- 格式:doc
- 大小:19.00 KB
- 文档页数:1
华为光传输设备检修标准化作业指导书目次1 范围22 规范性引用文件23 术语和定义24 检修前准备24.1 准备工作安排24.2 劳动组织及人员要求24.2.1 劳动组织24.2.2 人员要求34.3 备品备件与材料34.4 工器具与仪器仪表94.5 技术资料114.6 安全设施布置图114.7 检修前设备设施状态114.8 风险分析与预防控制措施125 流程图125.1 检修组织流程图125.2 检修作业流程图126 检修程序与作业规范127 报告与记录248 绩效指标24前言本标准化作业指导书是为规范华为光传输设备检修标准化作业而制定的。
制定本标准化作业指导书的目的是指导华为光传输设备检修现场作业的全过程控制,体现对设备及人员行为的全过程管理,保证现场作业过程的安全和质量,优化作业方案,提高效率,降低成本。
华为光传输设备检修标准化作业指导书1 范围本标准化作业指导书规定了华为光传输设备检修标准化作业的检修前准备、检修作业流程图、检修程序与作业规范、风险分析与预防控制措施、报告与记录、绩效指标等内容。
本标准化作业指导书适用于华为光传输设备检修标准化作业。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本〔包括所有的修改单适用于本文件。
DL/T 547-2012 电力系统光纤通信运行管理规程Q/GDW 721-2012 电力通信现场标准化作业规范3 术语和定义下列术语和定义适用于本标准化作业指导书。
3.1通信检修作业通信检修作业是指对通信线路、通信设备、通信电源、网络管理系统等进行检查、检修及数据配置,需要进行设备硬件操作和数据配置操作,通常会改变设备、网络运行状态。
4 检修前准备4.1 准备工作安排根据工作安排合理开展准备工作,见表1。
表1 准备工作安排4.2 劳动组织及人员要求劳动组织明确了工作所需人员类别、人员职责和作业人员数量,见表2。
编号:10kV变电所及10kV开关柜检修/试验标准化作业指导书编写:年月日审核:年月日批准:年月日作业负责人:作业时间:年月日时分至年月日时分目录1.标准化作业流程图2.范围3.引用文件4.准备阶段5.检修/试验流程图6.作业阶段及作业标准7.验收8.作业指导书执行情况评估1.标准化作业流程图10kV开关柜检修/试验专业标准化作业流程图2.范围本作业指导书适用于10kV开关柜的检修/试验工作。
3.引用文件1.《电力安全工器具预防性试验规程》2.《电气装置安装工程电气设备交接试验标准》国家技术监督局、建设部联合发布GB50150-1991 3.《国家电网公司电力安全工作规程》(变电站和发电厂电气部分)国家电网公司2005发布4.《电力设备交接和预防性试验规程》(试行准备阶段4.1准备工作安排10kV开关柜检修/试验准备工作安排4.2作业人员要求10kV开关柜检修/试验作业人员要求4.3工器具及材料准备10kV开关柜检修/试验作业工器具及材料准备工器具准备人:工器具收回人:年月日4.4危险点分析及安全控制措施10kV开关柜检修/试验作业危险点分析及安全控制措施4.5作业人员分工×××变电所10kV开关柜检修/试验作业人员分工4.检修/试验流程图××变电所10kV开关柜检修/试验流程5.作业阶段6.1开工×××变电所10kV开关柜检修/试验作业开工6.2检修/试验电源的使用×××变电所10kV开关柜检修/试验作业电源使用6.3作业内容、步骤及工艺标准×××变电所10kV开关柜检修/试验作业内容及工艺标准6.4竣工×××变电所10kV开关柜检修/试验竣工6.验收×××变电所10kV开关柜检修/试验作业验收总结7.作业指导书执行情况评估×××变电所10kV开关柜检修/试验作业指导书执行情况评估。


设备点检计划的制定和点检业务流程设备点检计划的制定和点检业务流程一、点检计划制定和点检路线图1. 运行岗位应编制有每运行班相应的巡(点)检路线图。
2. 点检员应根据点检标准的要求,按开展点检工作方便、路线最佳并兼顾工作量的原则,编制所辖设备的点检计划,再按照每天点检计划编制点检路线图,达到准确、合理、省时、有效作业的目的。
为了达到路线最佳的目的,在编制周计划时,应把相近的设备列人同一天点检计划。
为了使点检工作量均衡化,对每周检查一次的设备,均衡分配在周一至周四,周五可集中安排每月点检一次的设备,一般每一个点检员要有5 一6 条点检路线。
3. 按点检标准编写定期点检计划。
二、点检业务流程点检的作业流程是指点检定修业务进行的程序,也称点检工作模式,即点检员进行计划、实施、检查、改进的PDCA工作循环。
点检流程图是点检作业进行的程序语言,它代替了上下、横向之间的业务关系,完全改变了传统管理,即行政指令性管理和指挥的模式,按科学的程序进行管理。
这种作业管理的全过程,即计划(根据标准编制的作业表、计划表)——实施(确认设定点的状态、结果记录、异常的发现及调整处理)——检查(计划的执行情况、信息传递、整理分析)——反馈(核对计划、标准),以提出修正、修改意见,改善点检作业过程中的各种条件,提高点检管理水平和工作效率。
第四节建立和完善相应的管理标准点检定修制是一个平台,它具有兼容性和开放性特点,点检制的“四大标准”是技术性的,又称为基准类标准。
它需要有相应的管理标准予以配套,使全厂的任何工作被有关标准体系所覆盖。
制订上述标准时应注意下列几点:1. 注意将传统管理中有实用价值的管理制度整合在新的技术标准和管理标准中,例如技术监督可列人新标准体系中的点检标准内;缺陷管理则列人维护保养标准内。
2. 管理标准的制定要体现标准化作业的精神,即做到:1) 基准标准规范化。
2) 安全工作标准化。
3) 管理方法标准化。
4) 工作程序标准化。
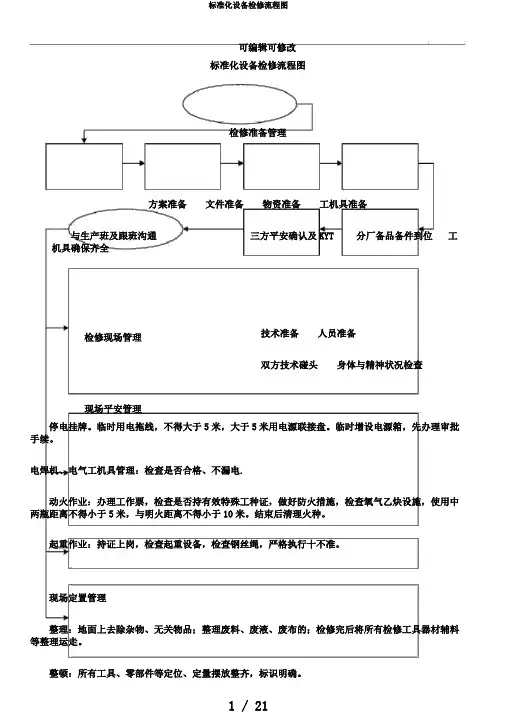
可编辑可修改
标准化设备检修流程图
检修准备管理
方案准备文件准备物资准备工机具准备
与生产班及跟班沟通三方平安确认及KYT 分厂备品备件到位工机具确保齐全
检修现场管理现场平安管理技术准备人员准备
双方技术碰头身体与精神状况检查
停电挂牌。
临时用电拖线,不得大于5米,大于5米用电源联接盘。
临时增设电源箱,先办理审批手续。
电焊机、电气工机具管理:检查是否合格、不漏电.
动火作业:办理工作票,检查是否持有效特殊工种证,做好防火措施,检查氧气乙炔设施,使用中两瓶距离不得小于5米,与明火距离不得小于10米。
结束后清理火种。
起重作业:持证上岗,检查起重设备,检查钢丝绳,严格执行十不准。
现场定置管理
整理:地面上去除杂物、无关物品;整理废料、废液、废布的;检修完后将所有检修工具器材辅料等整理运走。
整顿:所有工具、零部件等定位、定量摆放整齐,标识明确。
清扫:检修中做到随时清扫,检修完毕后将设备及周围清扫干净。
到达无灰尘、垃圾、污油、杂物、散乱零件。
清洁:“整理〞、“整顿〞、“清扫〞是动作,“清洁〞是结果。
而且,清洁的保持更为重要,为
防止灰尘和杂物的
现场定置管理
检修质量管理
对检修中发现的设备缺陷统计分析,发现重大设备缺陷对检修工期及
质量有影响时,汇报上级部门,组织讨论,征得领导同意,调整工期。
2.按
工序、工艺、技术标准要求操作。
3.设备装复过程管理:执行谁拆
1。


设备验收质量控制流程图英文回答:The process of quality control for equipment acceptance can be depicted in a flowchart. This flowchart outlines the steps involved in ensuring the quality of the equipment being accepted. The following is a description of the flowchart:1. Start: The process begins with the start symbol, indicating the initiation of the quality control processfor equipment acceptance.2. Document Review: The first step is to review the relevant documentation, including the equipment specifications, manuals, and any other related documents. This helps in understanding the requirements and specifications of the equipment.3. Inspection: The next step is to conduct a physicalinspection of the equipment. This involves visually examining the equipment to check for any damages, defects, or discrepancies.4. Testing: After the inspection, the equipment needs to undergo various tests to ensure its functionality and performance. These tests may include functionality tests, performance tests, safety tests, and any other specific tests as per the equipment requirements.5. Test Results Evaluation: The test results are then evaluated to determine whether the equipment meets the specified requirements. This evaluation may involve comparing the test results with the predefined acceptance criteria or standards.6. Non-Conformance Handling: If any non-conformance or deviation from the specified requirements is identified during the evaluation, it needs to be addressed. This may involve documenting the non-conformance, investigating the root cause, and implementing corrective actions.7. Acceptance Decision: Based on the evaluation of the test results and non-conformance handling, a decision is made regarding the acceptance of the equipment. If the equipment meets all the specified requirements and any identified non-conformances are resolved, it can be accepted. Otherwise, further actions may be required, such as retesting or rejection of the equipment.8. Documentation: Finally, the acceptance decision and all the relevant information, including the test results, non-conformance reports, and any other supporting documents, are documented for future reference.End: The process ends with the end symbol, indicating the completion of the quality control process for equipment acceptance.中文回答:设备验收质量控制流程图描述了设备验收过程中的质量控制步骤。
设备日常维护保养标准流程设备报修标准流程设备检修标准流程设备故障/事故处理标准流程增改项目标准流程配电巡检标准流程发电机检修标准流程给排水巡检标准流程锅炉运行检查标准流程空调运行检查标准流程电梯日常巡检标准流程电梯事故处理标准流程程控交换机检修标准流程安全监控系统保养标准流程设备购置标准流程设备报废处理标准流程工程部经理岗位职责标准●有高度的责任感和事业心,对技术认真钻研、讲求质量、精益求精,坚决贯彻执行酒店总经理的指示,负责工程部的全面工作,直接对总经理负责。
●负责酒店工程维修实务和技术的组织、指导及管理工作。
负责酒店设备设施的安装验收、安全运行,维修保养房屋修缮等管理工作,使之处于良好状态。
●负责对工程部所有人员的全权管辖和调配.配合人事培训部门做好设备使用操作方面的技术培训工作,发挥和调动部门员工的才能和积极性,并按《员工守则》和有关制度做好考核、考勤及奖惩工作。
●审查编制设备维修计划及设备的年、季、月度保养的周期计划,并做好督促、检查、落实工作。
●组织制定设施更新、改造工程计划,抓好技术革新、技术改造工作,并组织实施。
同时,积极落实对外承包工程项目,努力完成生产指标任务。
●督导执行酒店节电、节水措施,发挥设备最大效率,降低成本,完成费用指标.●负责防火、防风、防雨工作,保证酒店的安全及正常运作。
●制定各种设备的操作规程,坚持员工未经培训合格不能上岗的原则,以确保设备的安全运行.设备管理、设施的保养循着标准化、程序化和规范化进行。
●与各部门之间密切配合、相互沟通,并深入了解下属管理人员和员工的思想状况,及时纠正不良倾向。
经常对下属进行职业道德、竞争意识方面的教育,培养员工的责任感。
●深入现场,及时掌握人员和设备的状况,坚持每天现场巡查重点设备运行状况及公共场所动力设施,发现问题及时解决处理。
●每天编制一份设备运作及工程维修、保养状况表提交总经理。
弱电维修工岗位职责标准●热爱本职工作,对工作认真负责、任劳任怨,认真钻研业务、精益求精,严格遵守电气操作规程,熟练掌握所管辖电器设备的原理及实际操作与维修.●在主管的领导下,具体负责酒店通讯、消防、音像设备及线路的维修保养和安全运行工作.●负责酒店内市话网(市话机模块)、歌舞厅音像设备的定期保养和日常维修工作,负责酒店内部新装电话和音像设备的接线播放和调试工作。
车间维修流程图一、背景介绍车间维修流程图是指在车间进行设备维修时所需遵循的一系列流程和步骤。
该流程图旨在确保维修工作的高效性和准确性,以提高设备的可用性和生产效率。
二、流程图概述车间维修流程图包括以下主要步骤:1. 维修申请- 车间工人发现设备故障或异常,并填写维修申请表。
- 维修申请表包括设备信息、故障描述、维修优先级等内容。
2. 维修评估- 维修主管接收维修申请,并进行评估。
- 维修主管根据设备故障的严重程度和维修资源的可用性,确定维修优先级。
3. 维修计划制定- 维修主管根据维修优先级制定维修计划。
- 维修计划包括维修任务的安排、所需材料和工具的准备等。
4. 维修任务分配- 维修主管根据维修计划将维修任务分配给合适的维修技术人员。
- 维修任务分配考虑技术人员的专业能力和工作负荷。
5. 维修执行- 维修技术人员按照维修计划和任务要求进行维修工作。
- 维修过程中,技术人员可能需要更换零件、修复故障、进行测试等。
6. 维修记录- 维修技术人员在维修过程中记录维修情况、使用的材料和工具等。
- 维修记录用于后续的维修分析和设备维护。
7. 维修验收- 维修技术人员完成维修任务后,进行维修验收。
- 维修主管或质量控制人员对维修结果进行检查和确认。
8. 维修报告- 维修主管根据维修记录和验收结果,编写维修报告。
- 维修报告包括维修过程、维修结果、所用时间和材料等信息。
9. 维修反馈- 维修报告交由车间主管进行审查和反馈。
- 车间主管根据维修报告提供建议和改进方案。
10. 维修完工- 维修任务完成后,车间主管进行维修完工的确认。
- 维修完工后,设备可以重新投入生产使用。
三、数据示例以下是一个示例的车间维修流程图:1. 维修申请- 设备信息:设备编号1234- 故障描述:设备无法启动- 维修优先级:高2. 维修评估- 维修优先级:高3. 维修计划制定- 维修任务安排:维修设备编号1234 - 所需材料和工具:螺丝刀、电线等4. 维修任务分配- 维修技术人员:张三- 技术人员负荷:适中5. 维修执行- 维修过程:更换电线,修复电路板 - 测试结果:设备启动正常6. 维修记录- 维修情况:更换电线,修复电路板 - 使用材料和工具:螺丝刀、电线等7. 维修验收- 维修结果:设备启动正常- 验收人员:质量控制人员8. 维修报告- 维修过程:更换电线,修复电路板- 维修结果:设备启动正常- 所用时间和材料:2小时,螺丝刀、电线等9. 维修反馈- 建议和改进方案:加强设备维护和定期检查10. 维修完工- 维修确认:设备启动正常四、总结车间维修流程图是车间维修工作的指导和规范,通过明确的步骤和流程,能够提高维修工作的效率和质量。
标准化作业流程图生产技术部门下达检修生产任务确认人检修单位接收生产任务确认人现场勘查确认人检修单位编制预算、三措、施工进度和材料计划确认人相关部门组织审批确认人生产技术部门安排项目监理或质检人员确认人检修单位进行施工准备并办理开工许可手续确认人检修单位实施现场进行工作确认人项目监理或质检人员对继续重要工序、工艺确认确认人检修结束后,检修单位自检、互检、专检并申请验收确认人生技部组织运行、检修及建立、质检人员进行总体验收确认人生技部根据验收情况形成验收报告检修单位编制设备检修工作总结生技部根据工程量的增减审核预算检修单位办理工程竣工手续检修单位办理财务决算作业前准备阶段流程图检修、运行单位共同现场勘查形成查勘纪要检修单位查阅相关资料1检修单位编制预算、三措、施工进度和材料计划上报停电计划安排停电计划相关部门组织审批生产技术部门安排项目监理或质检人员检修单位进行施工准备并办理开工许可手续确认人安全、技术交底按材料计划准备材料按工程需要准备安全工器具检查作业工器具是否合格(特别是起重工器具)组织材料、人员进场检修线路停电验明线路确无电压在工作地两端挂主接地线检修作业阶段流程图在工作地点挂个人保安线杆塔基础检修杆塔检修2导、地线检修附件检修绝缘子、金具检修接地装置检修检修人员对杆塔各部件进行检查检修结束后拆除个人保安线监理或质检人员对重要工序、工艺进行检查检修结束阶段流程图检修结束后拆除主接地线工作人员撤离工作现场汇报调度恢复送电检修单位自检、互检、专检检修单位申请竣工验收生技部组织总体验收生技部形成验收报告检修单位编制设备检修工作总结生技部根据工程量的增减审核预算检修单位办理工程竣工手续检修单位办理财务决算34架空输电线路缺陷管理办法A.1 制定线路缺陷标准为便于线路运行、检修人员以及群众护线员及时发现线路缺陷,并对缺陷的种类及对线路安全运行造成的危害程度进行分析、判断,各输电线路运行单位应按线路的基本构成(包括基础及拉线、杆塔、导地线、绝缘子、金具、防雷与接地装置以及线路通道等),分别制订出一般缺陷、严重缺陷、危急缺陷的标准。
设备点检管理程序5 本程序所涉及表式:5.1 点检标准(编号:LJZ07009-01A)5.2 给油脂标准(编号:LJZ07009-02A)5.3 周期补油计划表(编号:LJZ07009-03A)5.4 点检检查计划表(编号:LJZ07009-04A)5.5 年度周期计划管理表(编号:LJZ07009-05A)5.6 倾向、精密点检计划表(编号:LJZ07009-06A)5.7 设备点检工作日志(编号:LJZ07009-07A)5.8 运行方设备日点检记录表(编号:LJZ07009-08A)5.9 生产方设备日点检记录表(编号:LJZ07009-09A)5.10 设备异常信息联络单(编号:LJZ07009-10A)5.11 长周期计划管理表(编号:LJZ07009-11A)设备点检管理流程图检修部门运保人员作业长点检员岗位操作工设备部生产厂(部)指导、检查、督促点检标准化作业及TPM 工作推进重大设备事故的组织(参与)处理并提出纠正事故措施根据分工协议进行日常点检根据分工协议进行日常点检制(修)订点检标准等各类设备基础数据审核统计、分析分公司设备管理实绩,据此提出设备长远规划,为领导的决策提供数据支撑点检实绩记录,发现异常处理或汇报点检实绩记录,发现异常处理或汇报根据标准编制点检计划按计划实施点检设备异常、故障(事故)的处理检修、备件等实绩台帐记录点检实绩台帐记录按计划安排检修并全过程参与根据设备状态提出并编制检修、备件、资材计划审核后统一申报实绩统计、分析,提出设备改善、改造的措施指导、检查制(修)订点检等通用标准及基础资料,建立基础数据审查附件2设备异常信息处理流程设备管理室作业长点检员岗位操作工运保人员发现设备异常发现设备异常收到异常信息联络单跟踪、督促并签字确认异常联络单存档填异常信息联络单中的设备异常情况说明现场处理现场复检后填写异常联络单处理意见填写异常联络单中的异常处理实绩解决异常附件3点检员上岗点检携带的工具工种应携带工具工种应携带工具工种应携带工具机械点检员听音棒电气点检员听音棒仪表点检员试电笔手电筒手电筒万用表点检锤点检锤螺丝刀活扳手螺丝刀手电筒螺丝刀试电笔活扳手钢丝钳万用表尖嘴钳活扳手尖嘴钳注:已配备测振笔、测温笔、数采器的专职点检员应携带测振笔、测温笔或数采器上岗点检。
设备维修人员巡检标准流程英文回答:Device Maintenance Technician Inspection Standard Operating Procedure.Purpose:The purpose of this Standard Operating Procedure (SOP) is to establish a consistent and effective process for device maintenance technicians to perform inspections on devices. This SOP outlines the steps, responsibilities, and procedures for conducting inspections to ensure the safe and efficient operation of devices.Scope:This SOP applies to all device maintenance technicians responsible for inspecting devices.Definitions:Device: Any equipment or apparatus used in the facility.Inspection: A systematic examination of a device to identify any potential defects or issues.Maintenance Technician: A qualified individual responsible for maintaining and repairing devices.Procedure:1. Preparation:Gather the necessary tools and equipment for the inspection.Review the device's specifications and maintenance history.Ensure the device is isolated from any electricalor mechanical hazards.2. Visual Inspection:Inspect the device for any physical damage, such as cracks, dents, or corrosion.Check for loose or missing parts, wires, or connectors.Examine the device's exterior surfaces for any visible signs of wear or damage.3. Functional Inspection:Power up the device and observe its operation.Test all functions of the device to ensure they are operating as intended.Monitor the device's performance parameters, such as temperature, pressure, or flow rate.4. Safety Inspection:Verify that all safety features are functioning properly.Check for any potential electrical hazards, such as loose wires or exposed terminals.Ensure that all guards and enclosures are in place and secure.5. Documentation:Record the results of the inspection in a maintenance log or database.Note any defects or issues identified during the inspection.Document any corrective actions taken or recommendations for further maintenance.6. Follow-up:Schedule any necessary repairs or maintenance based on the inspection results.Inform the appropriate personnel of any critical defects or safety concerns identified during the inspection.Responsibilities:Device Maintenance Technicians:Conduct inspections in accordance with this SOP.Report any defects or issues identified during inspections.Perform corrective actions to address anyidentified issues.Maintain maintenance records and documentation.References:Manufacturer's specifications.Maintenance manuals.Safety regulations.中文回答:设备维修人员巡检标准流程。