塑料螺纹等结构设计93576
- 格式:pdf
- 大小:2.75 MB
- 文档页数:18
模具工业2022年第48卷第3期塑料螺钉外螺纹自动脱模机构设计张维合1,冯国树2,宋东阳2,杜海2,王靖2,魏海涛2,温煌英1(1.广东科技学院,广东东莞523000;2.广东华睿智连电子科技有限公司,广东东莞523777)摘要:针对塑料螺钉的结构特点和精度要求,设计了1副注射模,模具采用外螺纹自动脱模机构,提高了螺钉尺寸精度,自动脱螺纹机构采用电动机驱动,三级齿轮减速传动,通过采用惰轮中间传动,提高了螺纹型芯脱模的平稳性,降低了传动的噪音。
经生产验证,模具结构合理,成型塑件尺寸精度达到了设计要求的MT3级。
关键词:塑料螺钉;外螺纹;注射模;自动脱模;侧向抽芯机构中图分类号:TG76;TQ321.2文献标识码:B文章编号:1001-2168(2022)03-0047-05 DOI:10.16787/ki.1001-2168.dmi.2022.03.009Design of automatic demoulding mechanism for externalthread of plastic screwZHANG Wei-he1,FENG Guo-shu2,SONG Dong-yang2,DU Hai2,WANG Jing2,WEI Hai-tao2,WEN Huang-ying1(1.Guangdong University of Science&Technology,Dongguan,Guangdong523000,China;2.Guangdong HUARISE Electronic Technology Co.,Ltd.,Dongguan,Guangdong523777,China) Abstract:According to the structural characteristics and accuracy requirements of automotive plastic screws,an injection mould was designed.It adopted the external thread automatic de⁃moulding mechanism,which improved the dimensional accuracy of the forming screw.The auto⁃matic thread demoulding mechanism was driven by motor and three-stage gear reducer.By using the intermediate gear,the smoothness of demoulding the thread core was greatly improved,and the transmission noise was reduced.The dimensional accuracy of the moulded plastic parts reached MT3,which proved that the mould structure was advanced and reasonable.Key words:plastic screw;external thread;injection mould;automatic demoulding;side core pull⁃ing mechanism0引言目前,国内外生产汽车塑料螺钉时一般对外螺纹脱模采用侧向抽芯机构,由2个哈夫块成型,缺点是在成型塑件上留下2条分型线,既影响外观,又影响尺寸精度,且无法实现自动化生产[1]。
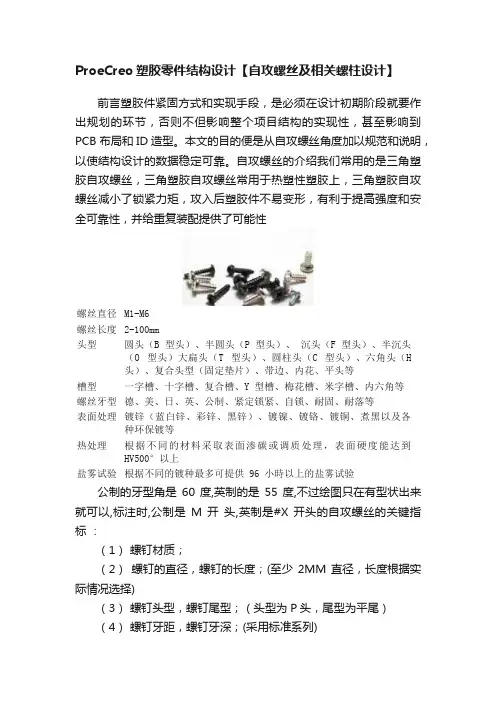
ProeCreo塑胶零件结构设计【自攻螺丝及相关螺柱设计】前言塑胶件紧固方式和实现手段,是必须在设计初期阶段就要作出规划的环节,否则不但影响整个项目结构的实现性,甚至影响到PCB 布局和 ID 造型。
本文的目的便是从自攻螺丝角度加以规范和说明,以使结构设计的数据稳定可靠。
自攻螺丝的介绍我们常用的是三角塑胶自攻螺丝,三角塑胶自攻螺丝常用于热塑性塑胶上,三角塑胶自攻螺丝减小了锁紧力矩,攻入后塑胶件不易变形,有利于提高强度和安全可靠性,并给重复装配提供了可能性螺丝直径M1-M6螺丝长度2-100mm头型圆头(B 型头)、半圆头(P 型头)、沉头(F 型头)、半沉头(O 型头)大扁头(T 型头)、圆柱头(C 型头)、六角头(H头)、复合头型(固定垫片)、带边、内花、平头等槽型一字槽、十字槽、复合槽、Y 型槽、梅花槽、米字槽、内六角等螺丝牙型德、美、日、英、公制、紧定锁紧、自锁、耐固、耐落等表面处理镀锌(蓝白锌、彩锌、黑锌)、镀镍、镀铬、镀铜、煮黑以及各种环保镀等热处理根据不同的材料采取表面渗碳或调质处理,表面硬度能达到HV500°以上盐雾试验根据不同的镀种最多可提供 96 小時以上的盐雾试验公制的牙型角是60 度,英制的是55 度,不过绘图只在有型状出来就可以,标注时,公制是M 开头,英制是#X 开头的自攻螺丝的关键指标:(1)螺钉材质;(2)螺钉的直径,螺钉的长度;(至少2MM直径,长度根据实际情况选择)(3)螺钉头型,螺钉尾型;(头型为P头,尾型为平尾)(4)螺钉牙距,螺钉牙深;(采用标准系列)(5)螺钉的头径,螺钉头的厚度,螺钉的槽型及槽深; (采用标准系列)(6)螺钉的热处理及表面处理;前期设计说明:(一)设计师应在 ID 设计输入阶段便大致选择螺钉、配用螺柱的类型与规格,以及设计摆放位置。
设计初始阶段的规避,作为设计输入评审项目之一,设计评审时将对该项内容严格把关。
(二)注意与螺钉配合的塑料件材料选用。
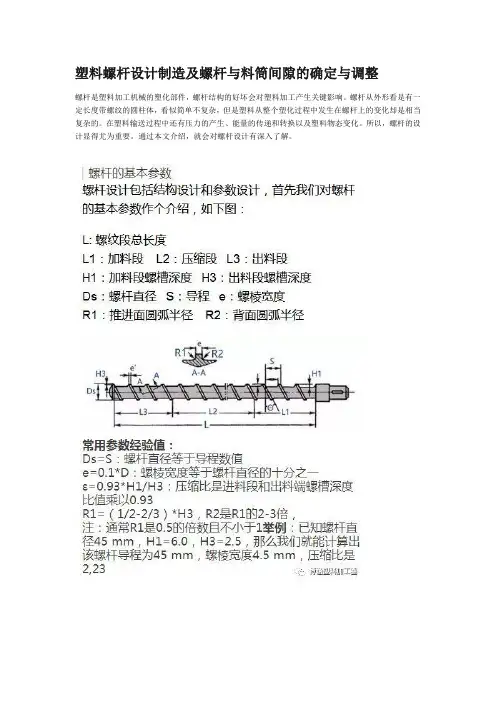
塑料螺杆设计制造及螺杆与料筒间隙的确定与调整螺杆是塑料加工机械的塑化部件,螺杆结构的好坏会对塑料加工产生关键影响。
螺杆从外形看是有一定长度带螺纹的圆柱体,看似简单不复杂,但是塑料从整个塑化过程中发生在螺杆上的变化却是相当复杂的。
在塑料输送过程中还有压力的产生、能量的传递和转换以及塑料物态变化。
所以,螺杆的设计显得尤为重要。
通过本文介绍,就会对螺杆设计有深入了解。
三段长度、螺杆导程、螺棱宽度、进料段和出料段的螺槽深度以及压缩比确定,常规通用型的螺杆参数就设定完毕了。
但实际使用还要考虑到螺杆和机筒的配合,螺杆和机筒之间的间隙也是重要的参数。
间隙经验值(最小间隙~最大间隙)螺杆直径30:0.10 ~0.25螺杆直径45:0.15 ~0.30螺杆直径65:0.20 ~0.40螺杆直径90:0.30 ~0.50螺杆直径120:0.35 ~0.55螺杆直径150:0.40~0.60国产挤出机螺杆参数表(请横屏查看)特殊螺杆设计之分离型BM螺杆除了普通三段式经典螺杆设计外,为了一步提高混炼和塑化效果,常见的还有各种带混炼结构的螺杆设计。
这些混炼结构多位于压缩段和计量段头部。
其中分离型BM螺杆是最常见的类型之一。
分离型螺杆(英文名barrier screw或者barrier flight screw),是在普通三段式螺杆的基础上研发出来的新型螺杆,其基本机构与普通三段式螺杆相似。
不同点在于整根螺杆有两段螺纹组成,可以有导程不等的前螺纹和后螺纹组成,也可以导程相同的主螺纹和副螺纹组成。
由于固相熔融而形成的熔膜越过间隙进入液相螺槽中,未容固相留在固相槽,形成固液分离。
故名分离型螺杆。
分离型螺杆设计参数设定S1:主螺纹导程S2:副螺纹导程e:螺棱宽度θ:螺纹升角常见分离型螺杆主螺纹和副螺纹螺棱宽度一致,螺纹圈数相差一圈。
基于经过的长度相同得到如下等式:ZS1+(2e+2K)/cosθ=(Z+1)S2推导出设计参数设定公式:(S1-S2)Z=S2-(2e+2K)/cosθ其中Z=L/S1注:K是副螺纹起始时和主螺纹的间距,Z是主螺纹和副螺纹相交时主螺纹行程圈数,一般取整数然后推导出L数值分离型螺杆有如下特点:一、只有熔化了的塑料才能越过间隙进入液相螺槽,尚未完全塑化的小颗粒在通过间隙时在高剪切速率的作用下也能完全塑化。
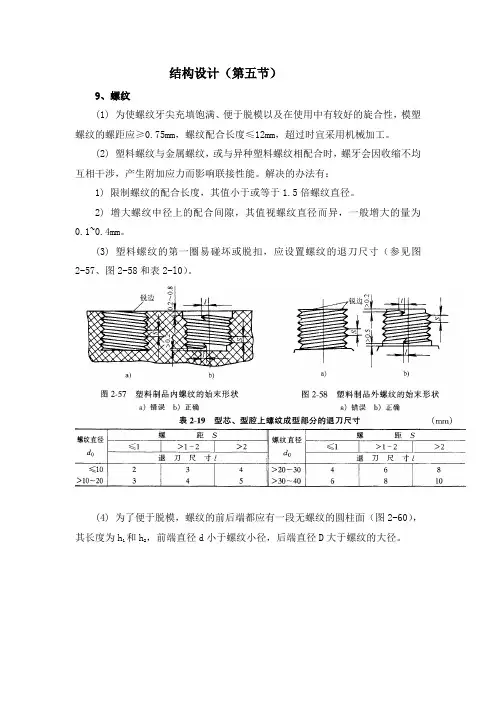
结构设计(第五节)9、螺纹(1) 为使螺纹牙尖充填饱满、便于脱模以及在使用中有较好的旋合性,模塑螺纹的螺距应≥0.75mm,螺纹配合长度≤12mm,超过时宜采用机械加工。
(2) 塑料螺纹与金属螺纹,或与异种塑料螺纹相配合时,螺牙会因收缩不均互相干涉,产生附加应力而影响联接性能。
解决的办法有:1) 限制螺纹的配合长度,其值小于或等于1.5倍螺纹直径。
2) 增大螺纹中径上的配合间隙,其值视螺纹直径而异,一般增大的量为0.1~0.4mm。
(3) 塑料螺纹的第一圈易碰坏或脱扣,应设置螺纹的退刀尺寸(参见图2-57、图2-58和表2-l0)。
(4) 为了便于脱模,螺纹的前后端都应有一段无螺纹的圆柱面(图2-60),其长度为h1和h2,前端直径d小于螺纹小径,后端直径D大于螺纹的大径。
(5) 同一制品上前后两段螺纹的螺距应相等,旋向相同,目的是便于脱模。
若不相同,其中一段螺纹则应采用组合型芯成型。
10、嵌件塑料成型过程中所埋入的或成型后压入的螺栓、接线柱等金属或其它材质零件,统称为塑料制品中的嵌件。
嵌件可增加制品的功能或对制品进行装饰。
嵌件的模塑使操作变繁,周期加长,生产率降低(带有自动装夹嵌件的机械手或自动线不在此列)。
10.1、嵌件的结构形式⑴、嵌件的形状及结构要求Ⅰ、金属嵌件采用切削或冲压加工而成,因此嵌件形状必须有良好的加工工艺性。
Ⅱ、具有足够的机械强度(材质、尺寸)。
Ⅲ、嵌件与塑料基体间有足够的结合强度,使用中不拔出、不旋转。
嵌件表面需有环形沟槽或交叉花纹;嵌件不能有尖角,避免应力集中引起的破坏;尽可能采用圆形或对称形状的嵌件,保证收缩均匀。
Ⅳ、为便于在模具中安放与定位,嵌件的外伸部分(即安放在模具中的部分)应设计成圆柱形,因为模具加工圆孔最容易。
Ⅴ、模塑时应能防止溢料,嵌件应有密封凸台等结构。
Ⅵ、便于模塑后嵌件的二次加工,如攻螺纹、端面切削、翻边等。
⑵、嵌件材料铜、铝、钢、硬质异种塑件、陶瓷、玻璃等都可作为嵌件材料,其中,黄铜不生锈、耐腐蚀、易加工且价格适中,是嵌件的常用材料。
塑料瓶螺牙国际设计标准
塑料瓶螺牙国际设计标准,主要有以下几项:
1. 螺牙名称及尺寸:根据国际标准化组织(ISO)的规定,塑料
瓶螺牙设计应遵循ISO 29标准,采用统一的螺牙名称和尺寸。
其中,
最常见的是螺纹尺寸为28mm和38mm。
2. 螺纹类型:塑料瓶螺牙通常采用圆形螺纹或三角形螺纹。
圆
形螺纹常用于装载饮料或液体类产品,而三角形螺纹常用于装载粉状
或颗粒状物品。
螺纹类型的选择应根据实际使用需求确定。
3. 材料要求:塑料瓶螺牙的材料应符合国际食品安全法规要求,避免对食品产生污染。
常见的材料有聚乙烯(PE)、聚丙烯(PP)等,具体使用哪种材料应根据瓶盖和瓶子的具体用途和需求来确定。
4. 螺纹密封性:塑料瓶螺纹的设计应能够确保良好的密封性能,避免在运输和存储过程中发生泄漏现象。
通常需要考虑到螺纹的防漏
设计、密封垫的选用以及螺牙的紧固力等方面。
5. 附加功能:根据具体需求,在塑料瓶螺牙设计中可以考虑添
加附加功能,例如抗盗功能、防味道外溢设计等。
这些附加功能的设
计应考虑到实用性、可操作性和安全性等多个方面。
塑料瓶螺牙国际设计标准对于保证产品质量、提升产品竞争力具
有重要意义。
产品设计者和生产者应密切关注国际设计标准的制定和
更新,以确保生产的塑料瓶螺牙符合国际市场的需求和要求。
塑料瓶螺纹设计标准
塑料瓶螺纹设计标准由每一家生产商决定,一般有国际标准ISO22200,
ISO84309,ANSIINC,DIN42531和ASTMD2463等。
ISO22200是现用于大多数塑料瓶螺纹设计标准,它明确了螺纹规格包括型号和尺寸,即外径、内径和螺纹高度。
ISO84309主要用于设计环型接头的塑料瓶螺纹标准,它的规格包括每米纹数、外径、内径、头部和底部高度、每组纹和每组直径等。
ANSIINC是国美国国家标准协会通用技术编号,它标准化了螺纹特征,如纹距、螺纹定位等。
DIN42531是德国国家标准,主要是为了要求特定类型塑料瓶螺纹设计,它定义了所有螺纹标准,如可靠性、完整性、材料加工选择、型号、尺寸等。
ASTMD2463是美国国家标准,专门为确保塑料瓶螺纹隔离连接而开发的,它制定了螺纹的的型号、尺寸、平坦度、同心度、穿入深度等。
塑料用自攻螺钉螺纹标准自攻螺钉是一种特殊类型的螺纹连接件,广泛应用于塑料制品中。
塑料材料的特殊性要求螺纹标准与金属制品有所不同,因此塑料用自攻螺钉螺纹标准也有其独特之处。
首先,塑料材料的机械性能与金属相比较差,塑料的韧性有限,抗张强度低,容易断裂。
因此,塑料用自攻螺钉的螺纹标准需要考虑到螺纹的结构强度和连接的可靠性。
其次,塑料材料具有较好的绝缘性能,不导电,不易发生腐蚀。
因此,塑料用自攻螺钉的螺纹标准需要考虑到螺纹的绝缘性能和防腐性能。
总体来说,塑料用自攻螺钉螺纹标准主要包括以下几个方面的内容:1.螺纹类型:塑料用自攻螺钉的常见螺纹类型有机械螺纹和塑料螺纹。
机械螺纹适用于较硬的塑料材料,可以提供更好的连接强度。
塑料螺纹适用于较软的塑料材料,可以提供更好的密封性能。
2.螺纹尺寸:塑料用自攻螺钉的螺纹尺寸需要根据塑料材料的特性来确定。
一般来说,螺纹尺寸是根据塑料件的厚度、直径和孔径等来选择的。
螺纹尺寸的选择应尽量避免孔径过大或过小,以免影响连接的稳定性。
3.螺纹形状:塑料用自攻螺钉的螺纹形状一般为三角形,常见的螺纹角度为60度。
螺纹形状的选择需要考虑到螺纹的牙距和拉伸强度。
一般来说,牙距越小,拉伸强度越大。
4.螺纹材料:塑料用自攻螺钉的螺纹材料一般使用高分子聚合物材料,如尼龙、聚乙烯等。
这些材料具有良好的抗拉性能和耐腐蚀性能,可以确保螺纹连接的稳定性和可靠性。
塑料用自攻螺钉螺纹标准的制定需要考虑到塑料材料的特性、使用环境和连接要求等因素。
在实际应用中,需要根据具体的工程需求选择适合的螺纹标准,以确保连接的稳定性和可靠性。
总之,塑料用自攻螺钉螺纹标准是根据塑料材料的特性和使用要求来确定的,其主要内容包括螺纹类型、尺寸、形状和材料等。
合理选择适用的螺纹标准,可以提高塑料制品的连接强度和可靠性,确保其正常运行。
第一章 塑料制品的结构设计塑料制品的结构设计又称塑料制品的功能特性设计或塑料制品的工艺性。
§1.1 塑料制品设计的一般程序和原则1.1.1 塑料制品设计的一般程序1、详细了解塑料制品的功能、环境条件和载荷条件2、选定塑料品种3、制定初步设计方案,绘制制品草图(形状、尺寸、壁厚、加强筋、孔的位置等)4、样品制造、进行模拟试验或实际使用条件的试验5、制品设计、绘制正规制品图纸6、编制文件,包括塑料制品设计说明书和技术条件等。
1.1.2 塑料制品设计的一般原则1、在选料方面需考虑:(1) 塑料的物理机械性能,如强度、刚性、韧性、弹性、吸水性以及对应力的敏感性等;(2) 塑料的成型工艺性,如流动性、结晶速率,对成型温度、压力的敏感性等;(3) 塑料制品在成型后的收缩情况,及各向收缩率的差异。
2、在制品形状方面:能满足使用要求,有利于充模、排气、补缩,同时能适应高效冷却硬化(热塑性塑料制品)或快速受热固化(热固性塑料制品)等。
3、在模具方面:应考虑它的总体结构,特别是抽芯与脱出制品的复杂程度。
同时应充分考虑模具零件的形状及其制造工艺,以便使制品具有较好的经济性。
4、在成本方面:要考虑注射制品的利润率、年产量、原料价格、使用寿命和更换期限,尽可能降低成本。
§1.2 塑料制品的收缩塑料制品在成型过程中存在尺寸变小的收缩现象,收缩的大小用收缩率表示。
%10000⨯-=L L L S 式中S ——收缩率;L 0——室温时的模具尺寸;L ——室温时的塑料制品尺寸。
影响收缩率的主要因素有:(1) 成型压力。
型腔内的压力越大,成型后的收缩越小。
非结晶型塑料和结晶型塑料的收缩率随内压的增大分别呈直线和曲线形状下降。
(2) 注射温度。
温度升高,塑料的膨胀系数增大,塑料制品的收缩率增大。
但温度升高熔料的密度增大,收缩率反又减小。
两者同时作用的结果一般是,收缩率随温度的升高而减小。
(3) 模具温度。
通常情况是,模具温度越高,收缩率增大的趋势越明显。
螺纹盖的注塑模具设计21. 引言本文档是关于螺纹盖注塑模具设计的第二部分,主要讨论了模具的结构设计、注塑工艺参数的确定以及质量控制措施。
通过合理的设计和严格的质量控制,可以提高螺纹盖注塑模具的生产效率和产品质量,从而满足客户的需求。
2. 模具结构设计在螺纹盖注塑模具的结构设计中,需要考虑以下几个方面:2.1 模具材料选择模具材料应具备良好的耐磨性、耐腐蚀性和导热性能。
常用的模具材料包括钢、铝合金等。
在选择模具材料时,需要综合考虑注塑工艺条件、产品质量要求以及生产成本等因素。
2.2 模具结构设计模具的结构设计应符合产品的形状和尺寸要求,以保证注塑成型的精度和一致性。
模具结构包括模具座、模芯、模腔等部分。
在螺纹盖注塑模具设计中,可以采用带芯拉伸副模的结构,以提高产品的拉伸强度和抗拉性能。
2.3 冷却系统设计冷却系统的设计对于注塑成型过程的稳定性和产品的质量具有重要影响。
冷却系统应均匀分布,在模具的每个部分都能够有效地冷却。
同时,冷却系统应尽量减小冷却时间,提高生产效率。
3. 注塑工艺参数的确定注塑工艺参数的确定对于提高产品质量和生产效率非常重要。
下面介绍几个关键的注塑工艺参数:3.1 注射速度注射速度对于螺纹盖注塑模具的成型质量和表面光洁度有很大影响。
注射速度过快会导致气泡和热流线的产生,从而影响产品的密实性和外观质量。
因此,需要根据产品的形状和尺寸选择合适的注射速度。
3.2 熔融温度和熔融压力熔融温度和熔融压力是影响螺纹盖注塑模具成型质量的另外两个重要参数。
过高的熔融温度和熔融压力会导致产品的缩短和变形,而过低的熔融温度和熔融压力会导致产品的填充不完全。
因此,需要通过试验和实践确定合适的熔融温度和熔融压力。
3.3 射嘴温度射嘴温度的设置对于螺纹盖注塑模具的产品质量和生产效率有很大影响。
射嘴温度过高会导致产品的色差和黑点,而射嘴温度过低会导致产品的翘曲和收缩。
因此,需要根据产品的材料和成型要求确定合适的射嘴温度。
塑料螺纹标准尺寸是塑料制品生产中的关键参数之一,它直接影响着塑料制品的装配质量和使用性能。
塑料螺纹标准尺寸的规定对于塑料制品行业具有重要意义。
本文将围绕塑料螺纹标准尺寸展开详细的介绍,包括其定义、分类、应用范围以及相关标准等方面,以期为相关领域的从业人员提供参考和指导。
一、塑料螺纹标准尺寸的定义塑料螺纹标准尺寸是指塑料制品中螺纹的参数规格,包括螺距、牙型角、公称直径等。
螺纹是一种重要的连接方式,广泛应用于塑料制品的组装和连接中。
塑料螺纹标准尺寸的确定旨在确保塑料制品螺纹的互换性和可靠性,以满足不同领域的需求。
二、塑料螺纹标准尺寸的分类根据国际标准的规定,塑料螺纹可以分为公制螺纹和英制螺纹两大类。
在实际生产中,公制螺纹由于其普遍性和通用性,被广泛应用于塑料制品的生产制造中,而英制螺纹在部分特定领域也有一定的应用。
1. 公制螺纹公制螺纹是指按照国际标准制定的螺纹规格,其中包括粗牙和细牙两种类型。
公制螺纹的尺寸参数严格按照国际标准进行规定,保证了不同厂家生产的塑料制品螺纹可以互换使用。
2. 英制螺纹英制螺纹是指按照英国标准制定的螺纹规格,其尺寸参数与公制螺纹存在一定差异。
在一些特定的市场和行业,仍然会采用英制螺纹标准进行生产和制造。
三、塑料螺纹标准尺寸的应用范围塑料螺纹标准尺寸的应用范围非常广泛,几乎涉及到所有需要螺纹连接的塑料制品,例如塑料管件、塑料容器、塑料机械零件等。
在工程领域和日常生活中,我们都可以看到塑料螺纹的身影,其标准尺寸的合理设计和严格执行对于保证产品的稳定性和安全性具有重要意义。
四、相关标准和规范在塑料螺纹标准尺寸的制定和执行过程中,相关的标准和规范起着至关重要的作用。
国际上广泛采用的标准包括ISO标准、DIN 标准等,这些标准对于塑料螺纹的设计、加工和检测提供了详细的规定和要求。
同时,国内也有相关的标准和规范,如GB标准等,为中国塑料制品行业的发展提供了指导和支持。
综上所述,塑料螺纹标准尺寸作为塑料制品生产中的重要参数,对于产品的质量和性能具有重要影响。
塑胶螺丝孔设计尺寸要求
1.孔的直径:
孔的直径应该略大于或等于螺丝的直径。
这是为了确保螺钉能够容易
地进入孔中,不会太松或太紧。
通常,直径增加0.1mm至0.3mm可以有效
地避免孔过小或孔过大造成的问题。
2.孔的深度:
孔的深度应该与螺丝的长度相匹配,以确保螺丝可以完全进入孔中。
如果孔太浅,螺丝可能无法完全插入,导致连接不牢固。
如果孔太深,螺
丝可能无法正确固定,导致部件之间的松动。
3.孔的底部结构:
孔的底部应该是平坦且光滑的,以提供稳定的连接面。
这有助于确保
螺丝在固定时均匀施加力,并减少松动的可能性。
在设计时,需要确保孔
底没有任何尖锐的边缘或突出物,以防止切割或损坏螺丝。
4.孔的壁厚:
孔的壁厚应考虑到塑料材料的特性,以避免孔壁太薄而导致开裂或失效。
一般来说,较厚的塑料壁厚可以提供更好的稳定性和强度,但同时也
要避免孔壁太厚而浪费材料。
5.孔的几何形状:
孔的几何形状可以根据特定的应用需求来设计。
常见的形状包括圆形、方形、六角形等。
选择适当的形状可以提高螺钉的紧固性和安全性。
总结起来,塑胶螺丝孔的设计尺寸要求包括孔的直径、深度、底部结构、壁厚和几何形状等。
通过合理的设计,可以确保螺丝与塑料部件之间的稳固连接和紧固效果,提高产品的可靠性和性能。
塑胶件螺纹柱设计指南我跟你说啊,这塑胶件螺纹柱设计啊,这里头的学问可大了去了。
我就见过一些人,那脸皱得像老树皮似的,眼睛瞪得老大,对着那塑胶件螺纹柱设计图纸愁啊。
为啥愁呢?这螺纹柱设计可不是随随便便就能搞定的。
你得先考虑这塑胶件是用在哪的。
就好比你给一个小玩具设计螺纹柱,和给一个大机器设计,那能一样吗?我有个朋友,那小子长得瘦得像麻杆儿似的,他就给小玩具设计螺纹柱。
他跟我说:“这小玩意儿,螺纹柱可得小巧精致,不然这玩具看着就不协调。
”他那眼神啊,透着一股机灵劲儿,一边说还一边拿个小模型在手里比划着。
然后呢,这螺纹的规格也重要。
我记得有一次在一个工厂里,那环境啊,机器嗡嗡响,人走来走去忙得像热锅上的蚂蚁。
我就看到有个老师傅,头发花白,脸上都是汗水,在那研究螺纹规格。
他嘴里嘟囔着:“这螺纹要是太粗了,拧起来不顺溜,太细了,又不结实。
”他那双手啊,粗糙得像砂纸,但是摆弄那些小零件可麻利了。
再就是这螺纹柱的高度和直径的比例,这就像人的身材比例似的。
你看大街上那些身材好的人,比例协调看着就舒服。
这螺纹柱也一样。
我有次和一个设计师聊天,他戴着个大眼镜,镜片厚得像瓶底儿。
他说:“我设计这个螺纹柱啊,高度和直径的比例要是不对,那整个塑胶件都可能出问题。
”他边说边推他那眼镜,一脸的严肃。
还有啊,材料也得考虑进去。
我去材料市场的时候,那地方乱哄哄的,各种材料堆得到处都是。
我看到一个年轻人,眼睛亮晶晶的,在那挑材料。
他说:“这塑胶件螺纹柱的材料要是选错了,那可能用不了多久就坏了,到时候客户不得骂死咱。
”这塑胶件螺纹柱设计啊,就像一场精心策划的旅程。
每个环节都得考虑到,每个小细节都可能影响最终的结果。
这就需要咱们用心去对待,就像对待自己的孩子一样,小心翼翼又充满期待。
你要是马马虎虎的,那做出来的东西肯定不行,到时候只能自己在那干瞪眼,后悔当初没好好设计。