送料机定长送料的伺服控制系统设计
- 格式:pdf
- 大小:204.79 KB
- 文档页数:3

基于PLC的自动送料小车的控制系统设计自动送料小车是一种常见的物流设备,可以用于在仓库中实现自动化的物料搬运和送料任务。
该系统的核心是PLC(可编程逻辑控制器),通过编程控制小车的运动和各种操作。
设计一个基于PLC的自动送料小车控制系统时,需要考虑以下几个方面:1.系统结构设计:首先,需要设计系统的硬件结构,包括小车的运动系统、送料装置、传感器和PLC控制器等。
根据实际需求,选择适当的电机和传动装置,确保小车能够平稳、高效地运动。
同时,安装传感器来检测货物位置、安全障碍等信息,并将其与PLC连接起来,实现数据的传输和交互。
2.控制逻辑设计:在PLC控制器中,需要编写程序实现小车的控制逻辑。
根据实际应用场景,编写适当的算法,控制小车的启动、停止、加速、减速以及转弯等动作。
同时,根据传感器的反馈信息,判断货物的位置,确保小车能准确地将货物送到目的地。
此外,还可以添加一些安全措施,如碰撞检测、急停装置等,保障人员和设备的安全。
3.用户界面设计:为了便于操作和监控,可以设计一个人机界面(HMI),通过触摸屏或键盘等设备,与PLC进行交互。
在界面上,显示小车的状态、当前任务、货物数量等信息,同时还可以设置一些操作按钮,如启动、停止、重置等,方便用户进行操作。
4.网络通信设计:为了进一步提高系统的自动化程度,可以将PLC与上位机或其他设备进行网络通信。
通过网络通信,可以实现远程监控、数据传输、故障诊断等功能,提高系统的可靠性和效率。
最后,为了保证系统的可靠性和稳定性,需要进行充分的测试和调试。
对小车的运动、控制逻辑、传感器等进行全面测试,并进行相应的优化和调整,直到系统能够正常工作。
总之,基于PLC的自动送料小车控制系统设计,需要考虑系统结构、控制逻辑、用户界面和网络通信等方面,确保系统能够稳定、高效地运行,提高物流作业的自动化水平。
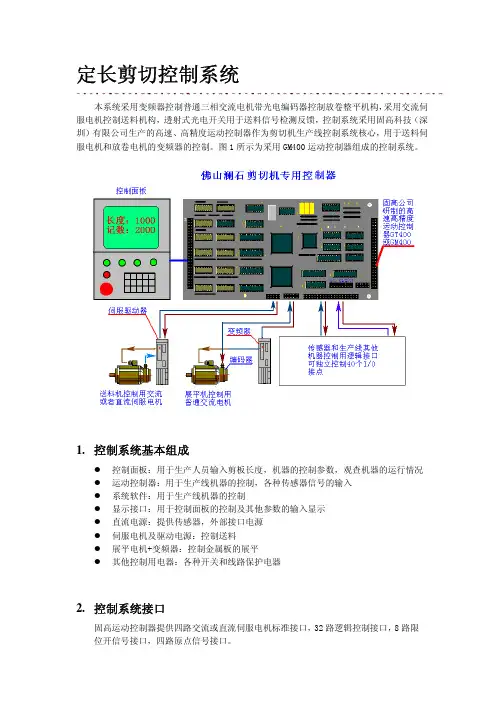
定长剪切控制系统
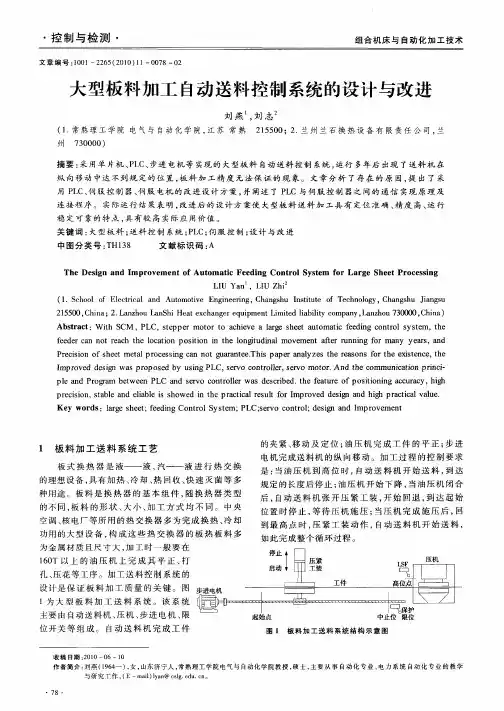
本系统采用变频器控制普通三相交流电机带光电编码器控制放卷整平机构,采用交流伺服电机控制送料机构,透射式光电开关用于送料信号检测反馈,控制系统采用固高科技(深圳)有限公司生产的高速、高精度运动控制器作为剪切机生产线控制系统核心,用于送料伺1. 控制系统基本组成
服电机和放卷电机的变频器的控制。
图1所示为采用GM400运动控制器组成的控制系统。
员输入剪板长度,机器的控制参数,观查机器的运行情况 他参数的输入显示 平 器
2. 控制系统接口
四路交流或直流伺服电机标准接口,32路逻辑控制接口,8路限
z
控制面板:用于生产人z
运动控制器:用于生产线机器的控制,各种传感器信号的输入 z
系统软件:用于生产线机器的控制 z
显示接口:用于控制面板的控制及其z
直流电源:提供传感器,外部接口电源 z
伺服电机及驱动电源:控制送料 z
展平电机+变频器:控制金属板的展z 其他控制用电器:各种开关和线路保护电固高运动控制器提供位开信号接口,四路原点信号接口。
3. 2所示方式进行送料机的速度控制,根据以往成功经验和理论分析,减速控制策略,可以很好的控制送料伺服电机的速度和位置精度,
4. 剪切张数、补偿系数和剪切速度。
加工之前,设定参数的办法是按一下各参数前的对应黄色字符,然后光标
加减速控制
本系统采用如图采用图2所示的加保证生产线的剪切速度和精度要求。
加工参数设定
如下图所示,系统加工参数有剪切长度、需要对参数进行设定将对应到要设定的位置,输入所要修改的参数,键入回车键即可。
送料小车运行控制系统设计一、引言小车运行控制系统是指对小车的运行进行控制和管理的系统。
它可以通过电子设备和软件控制小车的前进、后退、转弯等动作,并实现自动巡航、避障等功能。
本文将介绍设计一个小车运行控制系统的步骤和要点。
二、系统设计步骤1.确定需求:首先明确系统的需求和功能,如小车的速度、操控模式、避障能力等。
根据需求确定系统的基本架构和模块设计。
2. 硬件设计:根据需求选择合适的电子元件,如电机、传感器、控制器等。
对于电机,可以选择直流电机或步进电机,根据需要可以使用电机驱动器来控制电机的速度和方向。
对于传感器,可以选择红外线传感器、超声波传感器等来进行距离检测和避障控制。
控制器可以选择常见的单片机、Arduino等来实现控制逻辑。
3.软件设计:针对硬件设计进行相应的软件编写。
首先需要进行电机驱动程序的编写,设置电机的转速和方向。
然后编写传感器数据处理程序,检测距离和障碍物,并根据检测结果进行相应的控制命令的输出。
最后进行总体控制程序的编写,根据输入的信号进行小车的运行控制。
4.系统调试和优化:将编写好的软硬件进行调试和优化,确保系统的稳定性和可靠性。
通过测试系统在不同场景和条件下的性能和功能,对系统进行调整和优化。
三、要点设计1.电机控制:在电机的选择上,要根据系统的需求选择合适的电机类型和参数,如直流电机或步进电机。
在电机驱动程序的编写上,要实现电机的正转、反转和速度控制。
同时要考虑电机的功率和过载保护等功能。
2.传感器检测和避障:传感器的选择要根据系统的需求确定,如使用红外线传感器进行距离检测或使用超声波传感器进行障碍物检测等。
在传感器数据的处理上,要考虑信号的滤波和误差处理。
根据传感器数据的结果实现小车的避障功能。
3.控制逻辑:系统的控制逻辑是整个系统的核心。
在控制逻辑的设计上,需要考虑小车的运动模式和动作命令的执行顺序。
同时要考虑到系统的实时性和稳定性。
4.嵌入式系统设计:小车运行控制系统是一个典型的嵌入式系统,因此需要对系统进行嵌入式软件和硬件的设计和开发。
伺服进给系统的课程设计一、教学目标本课程旨在让学生了解和掌握伺服进给系统的基本原理、组成及其在机械加工中的应用。
通过本课程的学习,学生能说出伺服进给系统的各个组成部分,理解其工作原理,掌握伺服进给系统的调整和使用方法,提高实际操作能力。
1.了解伺服进给系统的组成及工作原理。
2.掌握伺服进给系统的调整和使用方法。
3.知道伺服进给系统在机械加工中的应用。
4.能正确识别伺服进给系统的各个组成部分。
5.能熟练操作伺服进给系统,进行机械加工。
6.能根据加工需求,调整伺服进给系统的参数。
情感态度价值观目标:1.培养学生对新技术的兴趣和好奇心,提高学生学习新技术的积极性。
2.培养学生团队合作精神,提高学生解决实际问题的能力。
二、教学内容本课程的教学内容主要包括伺服进给系统的原理、组成、应用以及调整和使用方法。
1.伺服进给系统的原理:介绍伺服进给系统的工作原理,包括电气部分和机械部分。
2.伺服进给系统的组成:讲解伺服进给系统的各个组成部分,如伺服电机、传动机构、控制器等。
3.伺服进给系统的应用:介绍伺服进给系统在机械加工中的应用案例,如数控机床、机器人等。
4.伺服进给系统的调整和使用方法:讲解如何调整伺服进给系统的参数,以及如何正确使用伺服进给系统进行机械加工。
三、教学方法本课程采用讲授法、讨论法、案例分析法和实验法等多种教学方法。
1.讲授法:用于讲解伺服进给系统的原理、组成和应用。
2.讨论法:用于引导学生讨论伺服进给系统的调整和使用方法。
3.案例分析法:通过分析实际应用案例,让学生更好地理解伺服进给系统的工作原理和应用。
4.实验法:让学生亲自动手操作伺服进给系统,提高实际操作能力。
四、教学资源本课程的教学资源包括教材、参考书、多媒体资料和实验设备。
1.教材:选用国内权威出版社出版的教材,内容全面,理论与实践相结合。
2.参考书:推荐学生阅读相关领域的参考书,丰富知识体系。
3.多媒体资料:制作精美的PPT,生动展示伺服进给系统的工作原理和应用。

摘要定长剪切控制是工业应用中常见的问题,原料的定长切割作为生产线所必需的一道工序,其自动化程度和精度对整条生产线的产量和成品质量以及原料的利用率都起着重要的作用。
本文在分析和研究了定长剪切控制和可编程控制器的应用现状后,提出了基于PLC 的定长剪切控制系统。
定长剪切控制系统的核心是运动控制。
该系统采用了西门子S7-200PLC,以交流伺服驱动器控制锯车运动,提高了剪切的精度与可靠性。
文中在分析控制要求的基础上,详细论述了相关数学模型的建立、PLC外电路的设计、人机交互界面的设计以及PLC控制程序的设计。
其中的数学建模主要包括启动残长计算、实时速度和实时长度计算以及交流伺服电动机多段速度曲线的控制模型。
PLC控制设计的重点是程序结构设计、高速计数脉冲的读取、交流伺服电动机的线性加减速控制以及基于PLC的PTO功能的高速脉冲输出控制。
本系统主要的模块有人机交互模块和运动控制模块。
在人机交互模块中显示器件采用LCD触摸屏,操作简单、界面友好。
运动控制模块中主要的工作是交流伺服电机的脉冲发送、方向控制以及输入输出信号的处理等。
系统控制灵活可靠,编程简洁。
关键字:定长剪切;PLC;交流伺服;人机交互AbstractConstant length cut control is common in industrial application and it is an important procedure in the production line. The degree of automatist and precision of constant length cut of raw material play an important role in improving the yield of the whole production line, the quality of finished products and the utilization of raw material.In this thesis, I analyze the current situation of the application of Constant length cut control and Programmable control, and then introduce a system based on PLC constant length cut control. The core of constant length cut control system is motion control. In this system, I adopt Siemens S7-200PLC,controling the Saw car movement with Ac servo drive,which improve the accuracy and precision of the cut.Based on analyzing the requirement of the control, I illustrate the foundation of related mathematical model and the design of PLC external circuit, MSMMI and PLC control program in details. Among these, mathematical model executes calculation of starting residual long, real-time speed and real-time length, as well as control model of multi-stage speed curve of AC servomotor. The key point of PLC control design is the design of program design, the read of high-speed counter pulse, the linear acceleration deceleration control of AC servomotor and high-speed counter pulse output control based on PLC with PTO function. Man-machine interactive module and Motion control module are the main modules in the system. In the man-machine interactive module, LCD touch screen is applied for its simplicity of operation and friendly interface. And the primary chore of motion control locates in the pulse transmission, direction control and signal proceeding of input and output of AC servo motor. The control of the system is reliable and flexible with concise program.Keywords:Constant length cut;PLC;AC servo motor;Man-machine interactive module目录1 绪论 (1)1.1 定长剪切系统的国内外发展现状 (1)1.2 PLC的概述 (2)1.3 本课题的来源及意义 (2)1.4任务分析 (3)1.5总体的设计方案 (3)2 数学模型的建立 (5)2.1启动残长的计算 (6)2.2 实时长度的计算 (7)2.3 加速度的转换计算 (7)3 人机交互界面设计 (9)3.1人机交互系统的意义 (9)3.2 触摸屏的选择 (9)3.3界面的设计 (10)4 PLC与交流伺服驱动器的选型 (12)5 外电路与气动回路设计 (13)5.1系统外电路设计 (13)5.2 锯车气动回路设计 (13)6 PLC控制程序设计 (15)6.1 PLC端子分配图 (15)6.2 主程序设计 (16)6.2 测速子程序设计 (16)6.3 计算子程序设计 (18)6.3.1 实时长度的计算程序设计 (18)6.3.2 启动残长计算子程序设计 (19)6.3.3 加速度转换计算子程序设计 (20)6.4 加速追踪子程序设计 (21)6.5 执行子程序设计 (24)6.6返回零点子程序设计 (25)6.7 自动运行子程序设计 (26)6.8 模拟运行子程序设计 (27)6.9 手动运行子程序设计 (28)结束语 (30)致谢 (31)参考文献 (32)附录A 英文原文 (33)附录B 中文翻译 (41)1绪论本章首先对PLC的应用现状及定尺飞锯的发展现状进行了简要的分析介绍,之后引出了本课题的研究意义,并对本文的主要内容做出简要概括。
随着现代工业自动化技术的飞速发展,伺服控制系统在各个领域的应用越来越广泛。
伺服控制系统作为一种高性能、高精度的自动化控制系统,其设计的好坏直接影响到系统的性能和可靠性。
以下是对伺服控制设计的一次总结。
一、设计原则1. 系统稳定性:在设计伺服控制系统时,首先要保证系统的稳定性,避免系统出现自激振荡、超调等现象。
2. 系统响应速度:响应速度是伺服控制系统的重要性能指标之一,提高响应速度可以缩短系统动态过程,提高生产效率。
3. 系统精度:伺服控制系统的主要作用是实现高精度控制,因此在设计过程中要充分考虑系统精度。
4. 系统抗干扰能力:在工业现场,伺服控制系统会面临各种干扰,如电磁干扰、温度干扰等,设计时要提高系统的抗干扰能力。
5. 系统可靠性:提高系统的可靠性,降低故障率,确保系统长期稳定运行。
二、设计方法1. 硬件设计:根据系统需求,选择合适的伺服驱动器、伺服电机、传感器等硬件设备,并合理布局,确保系统性能。
2. 控制算法设计:根据系统特点,选择合适的控制算法,如PID控制、模糊控制、神经网络控制等,并对其进行优化。
3. 软件设计:编写控制程序,实现控制算法,并进行调试和优化,确保系统稳定运行。
4. 系统仿真:利用仿真软件对系统进行仿真,验证系统性能,发现问题并及时解决。
5. 系统测试:在实际运行环境下对系统进行测试,验证系统性能,确保系统满足设计要求。
三、设计要点1. 选择合适的伺服驱动器和伺服电机:根据系统负载、精度等要求,选择合适的伺服驱动器和伺服电机,确保系统性能。
2. 设计合理的控制算法:根据系统特点,选择合适的控制算法,并对其进行优化,提高系统性能。
3. 优化硬件布局:合理布局硬件设备,减少电磁干扰,提高系统稳定性。
4. 软件优化:优化控制程序,提高系统响应速度和精度。
5. 抗干扰设计:在设计过程中,充分考虑抗干扰措施,提高系统抗干扰能力。
四、总结伺服控制系统设计是一项复杂而重要的工作,需要综合考虑系统稳定性、响应速度、精度、抗干扰能力等因素。
机的交流伺服电机转速控制系统设计机器的交流伺服电机转速控制系统设计是一个复杂而关键的过程。
这个过程涉及到多个组件和步骤,包括传感器选择、控制器设计、反馈回路等。
在本文中,我们将详细介绍和讨论这些方面,并给出一种基于PID控制器的转速控制系统设计示例。
1.传感器选择在设计交流伺服电机转速控制系统时,选择合适的传感器对于准确地测量电机转速非常重要。
最常用的传感器是霍尔传感器和光电编码器。
霍尔传感器使用磁场检测旋转,而光电编码器使用光电开关检测旋转。
根据具体需求选择最合适的传感器。
2.控制器设计在交流伺服电机转速控制系统中,PID控制器是最常用的控制器类型。
PID控制器由比例(P)、积分(I)和微分(D)三个部分组成。
比例部分通过将误差乘以一个比例常数来控制输出;积分部分通过将误差的累积值乘以一个积分常数来消除静态误差;微分部分通过将误差的变化率乘以一个微分常数来预测未来的误差。
通过调整PID控制器的参数,可以实现较好的转速控制性能。
3.反馈回路在交流伺服电机转速控制系统中,反馈回路是必不可少的。
反馈回路通过将实际测量的转速与期望的转速进行比较,从而产生误差信号。
这个误差信号被送入PID控制器,控制器将根据误差的大小和变化率输出相应的控制信号。
这个控制信号被送入电机驱动器,从而控制电机的转速。
4.精确度和稳定性在交流伺服电机转速控制系统设计中,精确度和稳定性是非常重要的指标。
精确度指的是控制系统实际转速与期望转速的偏差;稳定性指的是控制系统的输出是否在可接受的范围内波动。
通过合理选择传感器、设计合适的控制器和优化反馈回路,可以提高系统的精确度和稳定性。
5.鲁棒性和抗干扰性在实际应用中,交流伺服电机转速控制系统经常面临各种各样的干扰和外界扰动。
为了提高系统的鲁棒性和抗干扰性,可以采用一系列方法,比如滤波技术、模型预测控制等。
综上所述,交流伺服电机转速控制系统设计是一个综合考虑多个因素的复杂过程。
通过合理选择传感器、设计合适的控制器、优化反馈回路以及提高系统的精确度、稳定性、鲁棒性和抗干扰性,可以实现高性能的转速控制。
自动送料机构设计摘要:本课题所设计的自动送料机构的目的,是为了实现自动送料,消除积累误差,同时减少劳动力成本。
在设计过程中,主要是设计了工作台以及工作台面上的夹紧装置,滚珠丝杠的选用,以及可以实现自动送料的伺服电机。
通过对这些方面的设计和研究,可以大大减少劳动力成本,减少了误差,同时也简化了机构。
这在实际生产中具有很好的推广效果和意义。
关键词:工作台滚珠丝杠伺服电机Abstract: the design of this project be automatic conveying mechanism in order to realize the aim, is automatic packing, eliminate accumulation error, while reducing the cost of Labour. In the design process, mainly design on the bench and workbench clamping device, ball screw choose, and can realize automatic feed of servo motors. Based on the design and research of these aspects, can reduce labor costs, reduce the error, also simplifies organization. This in practical production have very good promotion effect and meaning.Keywords: punch workbench ball screw servo motor1.引言1.1 课题的背景在我国和国外的生产和研究中,自动送料方式有很多种,但是在这些产品中,存在着一些问题。
伺服控制系统设计思路一、对题目的理解及明确设计要求任务书很明确,是一种装置的伺服控制系统设计。
(只做控制系统,不做机械部分)二、控制对象的确定1、首先要确定控制台的结构(两轴还是三轴、直线轴还是加旋转轴、其工作原理、尺寸大小)、用途等。
2、选择传动方式、伺服电机类型(直流伺服还是交流伺服)、驱动方式。
3、保证精度,位置检测方式(元件)的选择与设计。
4、控制系统硬件与软件设计有的是用运动控制卡实现控制的。
有的是选择的无刷直流电机的种类、工作原理与驱动;交流伺服电机的种类、工作原理与驱动;光电编码器作为反馈还是光栅尺作为反馈,种类、工作原理、检测线路。
三、系统控制方案构思1、如果系统是按基于 PC 多轴运动控制技术的基本原理设计的,可以考虑选择“PC +运动控制卡”的设计方案见图1。
运动控制卡与 PC 机构成主从式控制结构;PC 机负责人机交互界面的管理和控制系统的实时监控等方面的工作。
图1 系统控制框图从图1看出:以 PC 机强大的硬件与软件资源为后盾,借助于运动控制卡提供的运动函数库运用 VB 或 VC + +语言编制直线、圆弧插补运动轨迹图形程序,通过板卡接口输出 PC 机运算结果的运动控制脉冲数和运动方向控制等信号,经过伺服驱动器,驱动直流伺服电机转动,再通过滚珠丝杠传动机械,驱动X/Y两轴加旋转的三轴精密十字工作台运动(或者驱动X/Y/Z三轴精密十字工作台运动)。
数控实验台伺服控制系统设计驱动X/Y/Z三轴精密十字工作台运动无损检测装置伺服控制系统设计驱动X/Y两轴加旋转的三轴精密十字工作台运动系统的位置控制,在工作台的X/Y/Z轴上加光栅尺作为位置反馈,光栅尺的信号反馈给控制卡,控制卡和工作平台之间构成大闭环控制系统,能实现位置的精确控制(此时电机和伺服驱动器之间也是一个闭环)见图2。
而对于旋转台,直接把伺服电机的编码器接入控制卡,也可以认为是一个闭环系统见图3。
图2 X/Y工作台控制原理图3 旋转工作台控制原理四、元件的选择1、运动控制卡+伺服驱动器+伺服电机五、技术指标1、装置的主要指标移动速度 4-1500(4000)mm/min,精度为±5um。
数控机床伺服进给系统的设计数控机床伺服进给系统设计:性能优化与应用发展随着制造业的飞速发展,数控机床在现代化生产过程中扮演着举足轻重的角色。
伺服进给系统作为数控机床的核心部分,直接影响着机床的加工精度、速度和稳定性。
本文将深入探讨数控机床伺服进给系统的设计,以期为相关领域的工程技术人员提供有益的参考。
伺服进给系统,即伺服驱动系统,是一种随动系统,其作用是根据输入的指令信号,驱动执行机构进行位置、速度和加速度的控制。
在数控机床中,伺服进给系统主要由伺服电机、传感器和控制器组成。
伺服电机是伺服进给系统的动力源,通过改变电机的转速和转矩,实现执行机构的位置和速度控制。
传感器主要用于实时监测执行机构的位置、速度等参数,并将信息反馈给控制器。
控制器则是整个系统的核心,负责接收来自数控系统的指令,并根据传感器反馈的信息对伺服电机进行调控。
根据应用场景的不同,伺服电机可分为直流伺服电机和交流伺服电机。
直流伺服电机调速性能优异,但维护较为复杂;交流伺服电机结构简单、体积小,调速性能满足大多数应用需求。
在设计中,应根据实际需要选择合适的电机类型。
传感器在伺服进给系统中发挥着重要作用。
对于位置传感器,可以选择光栅、编码器等;对于速度传感器,可以选择测速发电机、光电编码器等;对于加速度传感器,可以选择振动加速度传感器等。
在设计中,应根据具体的应用场景选择相应的传感器类型。
控制器是伺服进给系统的核心,其性能直接影响整个系统的稳定性和精度。
在设计中,应着重考虑控制器的运算速度、精度和稳定性。
还需考虑控制器与数控系统、伺服电机之间的接口设计。
在伺服进给系统中,可能存在电源干扰、电磁干扰等多种干扰源。
为了提高系统的抗干扰能力和稳定性,需要进行相应的抗干扰设计。
例如,采用隔离电源、屏蔽线缆、滤波器等抗干扰措施;同时,对系统进行稳定性分析,采取措施防止系统振荡和失稳。
为验证伺服进给系统设计的有效性,需要进行实验测试。
应搭建实验平台,包括数控系统、伺服电机、传感器、控制器及相关连接线缆等。
伺服电机设计方案伺服电机设计方案伺服电机是一种能够在特定位置上进行精确定位和速度控制的电机。
它通过反馈系统来监测和调整电机的运行状态,从而实现对输出的实时控制。
在许多工业应用中,伺服电机被广泛应用于自动化系统中,以提高生产效率和精度。
在设计伺服电机时,需要考虑以下几个关键因素:1.选型:根据应用需求,选择适合的伺服电机型号和规格。
需考虑功率、转速、转矩、精度等参数,以及目标应用环境的要求,如温度、湿度等。
2.反馈系统:伺服电机必须有一个反馈系统,用于实时监测电机运行状态,并根据设定值进行调整。
常用的反馈器件包括编码器、光栅尺等。
根据应用需求和成本考虑,选择合适的反馈器件。
3.控制器:控制器是伺服电机系统的核心部分。
它接收反馈信号,并通过控制算法计算出正确的电机输出信号。
控制器的设计需要根据应用要求来确定,包括控制方式、控制精度、响应速度等。
4.电源:伺服电机需要一定的电源来提供稳定的工作电压和电流。
电源设计要考虑电机的功率需求,同时也要考虑到系统的稳定性和可靠性。
5.保护装置:由于伺服电机常用于高精度和高速运动的应用,因此需要设计相应的保护装置,以防止过载、过热和电动机故障等。
常见的保护装置包括过载保护器、温度传感器以及故障诊断等。
6.安全措施:在伺服电机设计中还需考虑系统的安全性。
例如,在潜在危险环境中使用伺服电机时,需要设计相应的安全开关和紧急停止装置,以确保工作人员的人身安全。
为了确保伺服电机的性能和系统的稳定性,设计中还需要进行充分的测试和验证。
这包括电机实验室测试和实际应用场景中的验证。
通过这些测试和验证,可以对伺服电机的设计进行优化和改进。
总之,伺服电机的设计方案要根据具体应用需求来确定。
在设计过程中,需要综合考虑伺服电机的选型、反馈系统、控制器、电源、保护装置和安全措施等因素。
通过合理设计和充分测试,可以实现伺服电机的高效运行和稳定性能。