标准QC工程表
- 格式:xls
- 大小:97.00 KB
- 文档页数:6
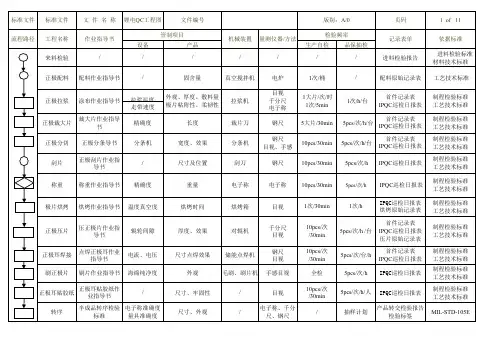
SJ-I-QC018 PC501 管制项目 位置 胶量 晶片方向 偏移度 吸笔头 胶量
杭州千业电子有限公司 杭州千业电子有限公司
QC工程表 管制标准 位置:在IC PAD位置中央 胶量:扩散后占晶体表面积的75%以上
制定 审核 工程规范
熊开富 仪器 设备 工/治具 点胶瓶
制定日期 修改日期 抽样设定 样本 100% 频率 日 首件
秒表
1次
日 换机 种
测试
生产线
首件检查表
S M
chip贴装
锡膏保存期限 锡膏保存温度 锡膏粘度、回 温时间 程式 料件上机 零件位置/极性 贴片机保养 温度、速 度
SIP
搅拌机/冰 箱
1次
2罐
生产线
首件检查表 烤箱/冰柜取 放记录表
BOM 对料图
贴片机
1次
日 首件 首件 换机 种 日 随机 批 日
目检
测试步骤
测试治具 万用电表 稳压电源
100%
日
测试
生产线
检查日报表 首件检查表 稽核日报表 抽检履历表
IPQC
巡检/抽检
针对所有工站稽核相关品质 检验规范 SOP 依COB的SOP/检验步骤、AQL抽样水准进 AQL 行抽检 剥FILM:FILM不能有破损折皱现象 擦LCD:LCD不能有缺角,破损,刮伤 擦PCB:金手指不能断裂,污垢,刮伤 SOP
C O B
QC2测试 测试程序
测试步骤
测试治具 万用电表 稳压电源
100%
日
测试
生产线
首件检查表
烘烤
烘烤参数 冷却时间
SOP
烤箱 炉温温度测 100% 试仪
日 首件
测试
生产/品 保
首件检查表 X-R管制图
外观检验
封胶高度 、范围
SOP
100%
日
目检
检查日报表 品保 生产线 COB稽核日报表
COB成品测 测试程序 试
首件检查表 日 生产/品 烙铁温度记录 目检/测试 表 首件 保 稽核日报表
文件编号 产品名称 工程名称 制程内容
SJ-I-QC018 PC501 管制项目
杭州千业电子有限公司 杭州千业电子有限公司
QC工程表 管制标准
制定 审核 工程规范
熊开富 仪器 设备 工/治具
制定日期 修改日期 抽样设定 样本 频率
日 生产/品 测试/目检 首件 保 日 首件 日 首件 目检 测试 生产线 生产线
首件检查日报 表 稽核日报表 稽核日报表 检查日报表
S称 工程名称 制程内容
SJ-I-QC018 PC501 管制项目
杭州千业电子有限公司 杭州千业电子有限公司
QC工程表 管制标准 测试步骤:依SOP进行 四周边距相等,贴正 秒差范围:±1.0s/d 之间 外观:依制程检验规范 针对所有工站稽核相关品质 依ASSY检验规范/SOP、AQL抽样水准进 行抽检 轻拿轻放,勿刮伤,保持工作台清洁 外观:依制程检验规范 功能:依SOP进行 外观:依制程检验规范 规格型号:与机器是否一致 外观:依制程检验规范 规格型号:与机器是否一致 外观:依制程检验规范
2002-3-11 检查 方法 目检 目检 测试 目检
版本 页别 权责 单位 生产线 生产线 生产线 生产线 品保
试用版 6/6 品质记录 异常处理 检查日报表 稽核日报表 检查日报表 稽核日报表 稽核日报表 出货检验报告 稽核日报表 检查日报表 检查日报表 首件检查表 稽核日报表 稽核日报表 稽核日报表 稽核日报表 出货检验报告
制定 审核 工程规范
熊开富 仪器 设备 工/治具
制定日期 修改日期 抽样设定 样本 频率
2002-3-11
版本 页别
试用版 3/6 品质记录 异常处理
检查 方法
权责 单位
封胶
预热温度 预热时间 封胶高度 封胶方式
封胶机 SIP/SOP 烘烤平台 100% 表面温度计
日 首件
测试
生产线/ 品保
首件检查表 X-R管制图
恒温烙铁 烙铁温度测 100% 试仪 热熔机 100%
首件检查表 日 生产/品 烙铁温度记录 目检/测试 表 首件 保 稽核日报表 日 首件 生产/品 保 首件检查表 稽核日报表 首件检查表 稽核日报表
SOP
A S S Y
恒温烙铁 烙铁温度测 100% 试仪 测试治具 稳压电源 万用表 测试治具 稳压电源 万用表 100%
试用版 4/6 品质记录 异常处理
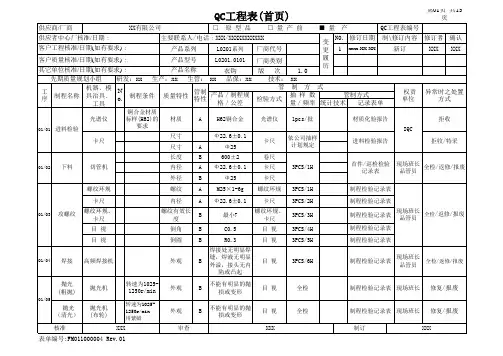
PCB/LCD 热压参数 热压 拉力
H O T
点胶 针头角度 胶涂布范围
仪器 抽样设定 管制标准 检查日报表 工程规范 设备 样本 频率 工/治具 热压机 热压参数:参见《热压参数对照表》 感压纸 重新 (低温测试)感应纸颜色须明显均匀 开机/ 显微镜 1. 每条金道重合必须2/3以上 SOP 拉力计便携 100% 首件/ 2. 金道间不可有气泡 式温度计 换机 3. 热压片分割宽度1cm 的三部分由下往上 种 荷重感应器 90度稳定速度拉起,拉力≥500g 秒表 针头保持60-70度角 胶涂布要均匀为PCB的一半高度 点胶机压力:1.2kg 黑色背胶两面对齐 SOP SOP 测试治具 万用电表 稳压电源 手动起子 稳压电源 测试治具 点胶机 100% 100% 100% 日 日 日
烤箱 炉温温度测 试仪
1次
批
测试
生产/品 首件检查表 COB 稽核日报表 保
O
SOP
邦机 拉力计
100%
首件 生产/品 测试/目检 日 保
邦机参数对照表 拉力记录表 X-R管制图 COB稽核日报表
B
测试步骤
测试治具 万用电表 稳压电源
100%
日
测试
生产线
检查日报表
望线
打线品质
SOP
显微镜
100%
日
生产线/ 检查日报表COB 稽核日报表 品保
2002-3-11 检查 方法
版本 页别 权责 单位
试用版 5/6 品质记录 异常处理
烙铁温度:焊晶振260~280℃ 2--4秒 PCB加工 烙铁温度
焊传输插座320-330℃ 2--4秒 焊点高度 2mm
SOP
PCB背面贴防焊胶 上盖热熔 热熔机参数 电子零件焊 烙铁温度 接 热熔机参数:温度140±5℃,压力4.0kg, 时间5秒 烙铁温度:焊喇叭线/电池正负极弹簧/蜂 鸣片270-340℃ 焊点:无空焊,冷焊,短路 SOP
文件编号 产品名称 工程名称 制程内容
SJ-I-QC018 PC501 管制项目
杭州千业电子有限公司 杭州千业电子有限公司
QC工程表 管制标准 黑胶解冻:12小时以上 预热温度:90±10℃,预热时间:3~5分钟 封胶高度:PCB/LCD为2.4mm(含PCB 厚 度在内的上限值) 封胶方式:呈田字形封胶,不得超过第一 道白色圈 测试程序步骤依PC501标准测试步骤 观察LCD显示与产品检验是否符合 测试时不能误测,不能碰到黑胶,PCB不 能翻转 烘烤参数:130±5℃/60分钟 冷却时间:5~10分钟 (防止温差过大引起 PCB变形) 封胶高度:PCB/LCD为2.3mm(含PCB 厚 度在内的上限值) 胶体范围不超过第一条白圈 不可有露邦线,露铜箔,不得堵塞贯孔, 不可露IC,不影响其他元件 测试程序步骤依PC501标准测试步骤 观察LCD显示与产品检验是否符合
1次
随机 批
品保
A S S Y
前加工
烙铁温度 上盖 下盖 镀锌铁板
烙铁温度:蜂鸣片加工270-340℃ ,方向 如SOP所述 负极弹片加工:270-340℃ 上盖加工:外观依制程检验规范,喇叭焊 恒温烙铁 点方向朝左下方,四周点胶固定 SOP 烙铁温度测 100% 镀锌铁板贴胶:背胶长度75mm,不可浮 检验规范 试仪 贴,铁板不可变形 电池盖加工:防火泡棉需贴于电池盖中央 下盖预加工:KEY需确实放至定位,不可 有单边凸出之现象
网板张力:30~50牛顿/CM 网板张力 网板寿命:依张力测试结果定 网板寿命 网板清洁管理 清洁:1次/25片
锡膏印刷机 锡膏搅拌机
1次
50000 目检/测试 生产线 次
首件检查表
锡膏印刷 刮刀速度 刮刀角度
刮刀速度:1.5~3.0转速 刮刀角度:15/30度 锡膏保存期限:自生产日期起6个月 锡膏保存温度:0~10℃ 回温时间:4~12小时 锡膏粘度:搅拌2~4分钟 程式 :版本控制 料件上机:核对料站 零件位置/极性 :样品/BOM核对 贴片机保养:依保养计划 温度、速 度:依厂商提供的锡膏特性曲线 不可有空焊、短路、反白、浮竖、错件、 缺件、损件、锡量不足、锡量过多、锡尖 检验规范 、浮焊等情形 检验规范 针对所有工站稽核相关品质 SOP 依SMT检验规范、AQL抽样水准进行抽检 AQL 规格型号:与生产之机型是否一致 外观:来料刮伤、缺角、破裂、崩裂、墨 迹
测试
首件检查表 生产线 X-R管制图/拉 力记录表
目检 目检 测试
生产线 生产线 生产/品 保
首件检查表 稽核日报表 稽核日报表 稽核日报表 检查日报表 稽核日报表 抽检履历表
贴保护背胶 黑色背胶 HOT成品测 LCD显示 试
LCD显示不可断线,黑线,漏光
SOP
IPQC
巡检/抽检
针对所有工站稽核相关品质 检验规范 依HOT检验规范/SOP、AQL抽样水准进行 SOP AQL 抽检
生产线
首件检查表
T
回流焊
回焊炉 炉温曲线测 试仪 放大镜
1次
测试
生产/品 保 生产线
回焊炉特性 曲线图 检查日报表 SMT稽核日报 表抽检履历表 首件检查表
外观检查
检查检验
100%
目检
IPQC
巡检/抽检
放大镜