RPS 系统介绍要点
- 格式:doc
- 大小:2.69 MB
- 文档页数:23
公差 D…C = +/-0.1
孔B、孔C距离公差结果
A…B = +/-0.1
A…D = +/-0.1
D…C = +/-0.1
B…C = +/-0.3
(2) 加工时基准不变化
步骤1 用孔A定位钻出孔B
和孔D
公差 A…B = +/-0.1
A…D = +/-0.1
步骤2 板件仍以孔A定位钻孔C
(基准没有变化)
贯彻始终。当然不是所有的RPS点都一直使用下去,那样的话在总成零件上
1.避免了由于基准点的变换造成零件尺寸公差加大。
例如:要在板件上钻孔B和C,这两个孔与其它件上销钉配合,公差越小越好。零件上还需要钻出孔D,见图1、图2。下面用两种方式加工:
(1)加工时基准点发生变换
步骤1 用孔A定位钻出孔B和孔D
公差 A…B = +/-0.1
A…D = +/-0.1
步骤2 用孔DLeabharlann 位钻孔C (这时基准由孔A变为孔D)
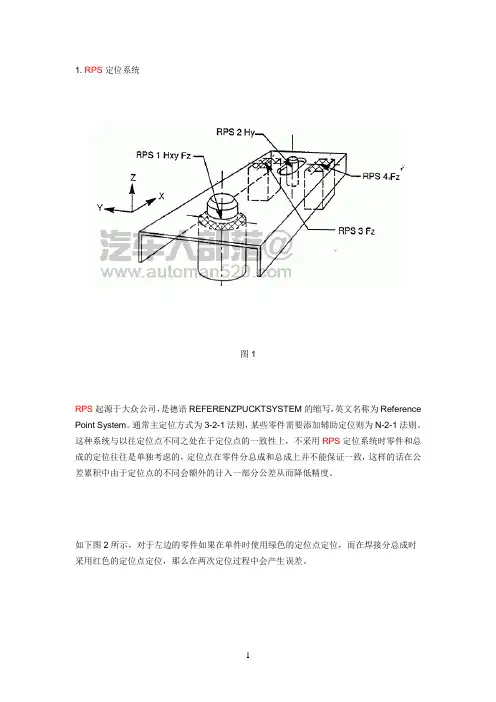
RPS系统
长期以来,大量的尺寸超差给汽车制造企业带来重大的损失:不仅严重影响零件功能的发挥,而且经常导致零件报废使得汽车成本增加。
尺寸偏差大给整车匹配带来的麻烦更大:间隙和平度不合格而且原因的查找又非常困难。
因而保证零件尺寸精度是每一个汽车制造企业所追求的目标。那么谁是保证零件尺寸精度的主角?人们往往认为这是生产部门和质量保证部门的事情,而开发部门只要完成理论和概念设计就大功告成了。
尺寸合格的零件会被错误地当成废品
模具根据错误的测量结果在X,Z方向上进行修改,其实Z方向并没有错误
工装被不正确地调整了
通过上述做法导致后来生产的产品都是废品
因此下面结论的正确性是不言而喻的:
为了获得准确的结果,定位点应当是平行于坐标轴的。
这里所说平行于坐标轴是指定位平面与坐标系的坐标轴平行。
这些定位点通常被定义为RPS点。
4个RPS点。
大众公司标准VW01055对RPS点的标注给出了规定,见图6。
对定位方式标记字母的含义说明如下:
H,h = 孔/销定位
F,f = 平面/棱边/球面/顶点定位
T,t = 理论点
大写字母表示主RPS点的定位方式,小写字母表示附加定位点的定位方式。
小写字母x,y,z表示RPS点的限位方向。
但是对于大的刚度不足的零件,在保障了3-2-1规则的前提下,还需要
其中 3个定位点在 Z 方向
2个定位点在 Y 方向
1个定位点在 X 方向
3-2-1规则由此得来。这些点就是
RPS系统的定位点,称为RPS点。
对于没有孔的零件,6个RPS点是
必须的。而有孔的零件往往将孔设定
为RPS点。一个圆孔可以限定2个自由
度,如图5所示。图中给出的RPS点限
定了3个自由度,因此本例子中只有
2. 避免了模板的使用。
模板的使用有很大的局限性,并且增加了加工时间。规定工装用RPS点调准,那么加工就变成是直接的了,模板不再作为辅助定位工具,参见图3。
3. RPS点是模具、工装、检具的定位点。
为了实现统一的定位技术规则,必须保证
模具
工装
检测工具
都按照RPS点来制造。这一点是RPS系统最重要的作用。
当零件出现了制造公差,如图13所示,2个零件在X方向存在偏差--它们比合格零件做短了。
将这两个零件分别放到两个定位系统中进行测量,如图14所示:
可以看出倾斜放置导致测量结果不正确。这里出现了Z方向的测量偏差。
其实零件在Z方向是正确的。同时还可以看出测量得到的X方向的偏差也是不
正确的。
倾斜放置造成的测量结果会导致这样一些严重后果:
例 3 :铰接零件平衡需要的定位点多于6个,必须有附加的定位才能达到平衡
状态,如图10所示。
2.坐标平行规则
在测量和加工时,零件的放置必须保证能够获得精确的结果。下面通过
两种定位系统的对比来分析坐标平行规则的重要性。
图11所示为两种定位系统。
将合格的零件放到两种定位系统中,似乎看不出有什么不同,见图12:
(定位点系统)的缩写。从A4车开始,没有填写RPS表格的图纸就得不到认可的批准。由此可见RPS系统的重要地位。
下面从几个方面对RPS系统作以介绍,以便与大家共享。
一 RPS系统的定义和作用
RPS系统就是规定一些从开发到制造、检测直至批量装车各环节所有涉及到的人员共同遵循的定位点及其公差要求。在确定这些定位点时必须遵循RPS系统的规则。 RPS系统的作用主要体现在下面三个方面:
随着汽车工业技术的进步和业内人士思想观念的转变,零件尺寸精度的保证已不再仅仅是生产部门和质量保证部门的事情,而是要从产品开发阶段就开始考虑了。RPS系统就是出于这种思想被发明出来并被世界各大汽车公司投入到使用当中。发明者是率先采用流水线作业而带来世界汽车工业革命的美国福特公司。
在大众公司,RPS系统被制定成公司标准VW01055。RPS是德语单词Referenzpunktsystem
附加的定位点来保证零件的平衡状态,如图7所示。
图中RPS5fz是附加定位点,它的命名与主RPS点相似,但定位方式用小写
字母表示。
3-2-1规则适用于任何形状的零件。但是任何规则都有例外,下面三种情
况与3-2-1规则相悖:
例 1 :球体只需要3个定位点即达到平衡,如图8所示。
例 2 :旋转体需要5个定位点即达到平衡,如图9所示。
不过在有些零件上是找不到与坐标轴平行的平面做RPS点的,如图15,
这时在不影响功能的基础上应当设计出平行于坐标轴的平面作为RPS点,
如图16所示。
3.统一性规则
RPS系统的主旨是通过避免基准转变来保证制造工艺过程的可靠性和可
重复利用的精确性。
RPS系统的统一性规则要求从产品开发阶段直到批量生产,RPS点的使用
公差 A…C = +/-0.1
孔B、孔C距离公差结果
A…B = +/-0.1
A…C = +/-0.1
B…C = +/-0.2
比较两种情况可以看出,加工孔C时
基准不变比基准变换造成的公差减小了+/-0.1mm
上面例子给我们的提示是:为避免基准变换,必须事先规定好在制造和测量过程中的基准点。不允许各部门自作主张随意找基准点进行工作。
二 RPS系统的五大规则
为了使RPS系统在实际当中发挥作用,必须遵守下面五条规则:
3-2-1规则
坐标平行规则
统一性规则
尺寸标注规则
RPS尺寸图
1.3-2-1规则
一个刚体的平行移动和转动共有6个自由度。限制其6个自由度,刚体才能保持平衡。按照3-2-1规则,保持刚体平衡状态需要6个定位点,如图4所示:
孔B、孔C距离公差结果
A…B = +/-0.1
A…D = +/-0.1
D…C = +/-0.1
B…C = +/-0.3
(2) 加工时基准不变化
步骤1 用孔A定位钻出孔B
和孔D
公差 A…B = +/-0.1
A…D = +/-0.1
步骤2 板件仍以孔A定位钻孔C
(基准没有变化)
贯彻始终。当然不是所有的RPS点都一直使用下去,那样的话在总成零件上
1.避免了由于基准点的变换造成零件尺寸公差加大。
例如:要在板件上钻孔B和C,这两个孔与其它件上销钉配合,公差越小越好。零件上还需要钻出孔D,见图1、图2。下面用两种方式加工:
(1)加工时基准点发生变换
步骤1 用孔A定位钻出孔B和孔D
公差 A…B = +/-0.1
A…D = +/-0.1
步骤2 用孔DLeabharlann 位钻孔C (这时基准由孔A变为孔D)
RPS系统
长期以来,大量的尺寸超差给汽车制造企业带来重大的损失:不仅严重影响零件功能的发挥,而且经常导致零件报废使得汽车成本增加。
尺寸偏差大给整车匹配带来的麻烦更大:间隙和平度不合格而且原因的查找又非常困难。
因而保证零件尺寸精度是每一个汽车制造企业所追求的目标。那么谁是保证零件尺寸精度的主角?人们往往认为这是生产部门和质量保证部门的事情,而开发部门只要完成理论和概念设计就大功告成了。
尺寸合格的零件会被错误地当成废品
模具根据错误的测量结果在X,Z方向上进行修改,其实Z方向并没有错误
工装被不正确地调整了
通过上述做法导致后来生产的产品都是废品
因此下面结论的正确性是不言而喻的:
为了获得准确的结果,定位点应当是平行于坐标轴的。
这里所说平行于坐标轴是指定位平面与坐标系的坐标轴平行。
这些定位点通常被定义为RPS点。
4个RPS点。
大众公司标准VW01055对RPS点的标注给出了规定,见图6。
对定位方式标记字母的含义说明如下:
H,h = 孔/销定位
F,f = 平面/棱边/球面/顶点定位
T,t = 理论点
大写字母表示主RPS点的定位方式,小写字母表示附加定位点的定位方式。
小写字母x,y,z表示RPS点的限位方向。
但是对于大的刚度不足的零件,在保障了3-2-1规则的前提下,还需要
其中 3个定位点在 Z 方向
2个定位点在 Y 方向
1个定位点在 X 方向
3-2-1规则由此得来。这些点就是
RPS系统的定位点,称为RPS点。
对于没有孔的零件,6个RPS点是
必须的。而有孔的零件往往将孔设定
为RPS点。一个圆孔可以限定2个自由
度,如图5所示。图中给出的RPS点限
定了3个自由度,因此本例子中只有
2. 避免了模板的使用。
模板的使用有很大的局限性,并且增加了加工时间。规定工装用RPS点调准,那么加工就变成是直接的了,模板不再作为辅助定位工具,参见图3。
3. RPS点是模具、工装、检具的定位点。
为了实现统一的定位技术规则,必须保证
模具
工装
检测工具
都按照RPS点来制造。这一点是RPS系统最重要的作用。
当零件出现了制造公差,如图13所示,2个零件在X方向存在偏差--它们比合格零件做短了。
将这两个零件分别放到两个定位系统中进行测量,如图14所示:
可以看出倾斜放置导致测量结果不正确。这里出现了Z方向的测量偏差。
其实零件在Z方向是正确的。同时还可以看出测量得到的X方向的偏差也是不
正确的。
倾斜放置造成的测量结果会导致这样一些严重后果:
例 3 :铰接零件平衡需要的定位点多于6个,必须有附加的定位才能达到平衡
状态,如图10所示。
2.坐标平行规则
在测量和加工时,零件的放置必须保证能够获得精确的结果。下面通过
两种定位系统的对比来分析坐标平行规则的重要性。
图11所示为两种定位系统。
将合格的零件放到两种定位系统中,似乎看不出有什么不同,见图12:
(定位点系统)的缩写。从A4车开始,没有填写RPS表格的图纸就得不到认可的批准。由此可见RPS系统的重要地位。
下面从几个方面对RPS系统作以介绍,以便与大家共享。
一 RPS系统的定义和作用
RPS系统就是规定一些从开发到制造、检测直至批量装车各环节所有涉及到的人员共同遵循的定位点及其公差要求。在确定这些定位点时必须遵循RPS系统的规则。 RPS系统的作用主要体现在下面三个方面:
随着汽车工业技术的进步和业内人士思想观念的转变,零件尺寸精度的保证已不再仅仅是生产部门和质量保证部门的事情,而是要从产品开发阶段就开始考虑了。RPS系统就是出于这种思想被发明出来并被世界各大汽车公司投入到使用当中。发明者是率先采用流水线作业而带来世界汽车工业革命的美国福特公司。
在大众公司,RPS系统被制定成公司标准VW01055。RPS是德语单词Referenzpunktsystem
附加的定位点来保证零件的平衡状态,如图7所示。
图中RPS5fz是附加定位点,它的命名与主RPS点相似,但定位方式用小写
字母表示。
3-2-1规则适用于任何形状的零件。但是任何规则都有例外,下面三种情
况与3-2-1规则相悖:
例 1 :球体只需要3个定位点即达到平衡,如图8所示。
例 2 :旋转体需要5个定位点即达到平衡,如图9所示。
不过在有些零件上是找不到与坐标轴平行的平面做RPS点的,如图15,
这时在不影响功能的基础上应当设计出平行于坐标轴的平面作为RPS点,
如图16所示。
3.统一性规则
RPS系统的主旨是通过避免基准转变来保证制造工艺过程的可靠性和可
重复利用的精确性。
RPS系统的统一性规则要求从产品开发阶段直到批量生产,RPS点的使用
公差 A…C = +/-0.1
孔B、孔C距离公差结果
A…B = +/-0.1
A…C = +/-0.1
B…C = +/-0.2
比较两种情况可以看出,加工孔C时
基准不变比基准变换造成的公差减小了+/-0.1mm
上面例子给我们的提示是:为避免基准变换,必须事先规定好在制造和测量过程中的基准点。不允许各部门自作主张随意找基准点进行工作。
二 RPS系统的五大规则
为了使RPS系统在实际当中发挥作用,必须遵守下面五条规则:
3-2-1规则
坐标平行规则
统一性规则
尺寸标注规则
RPS尺寸图
1.3-2-1规则
一个刚体的平行移动和转动共有6个自由度。限制其6个自由度,刚体才能保持平衡。按照3-2-1规则,保持刚体平衡状态需要6个定位点,如图4所示: