电工圆铝杆
- 格式:doc
- 大小:46.50 KB
- 文档页数:1
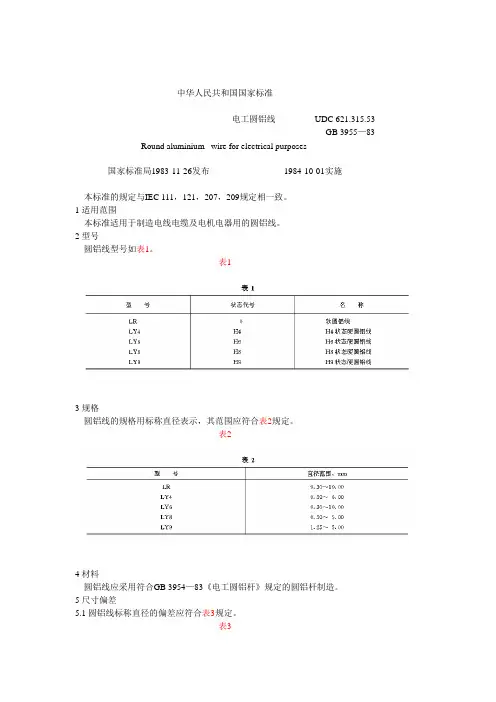
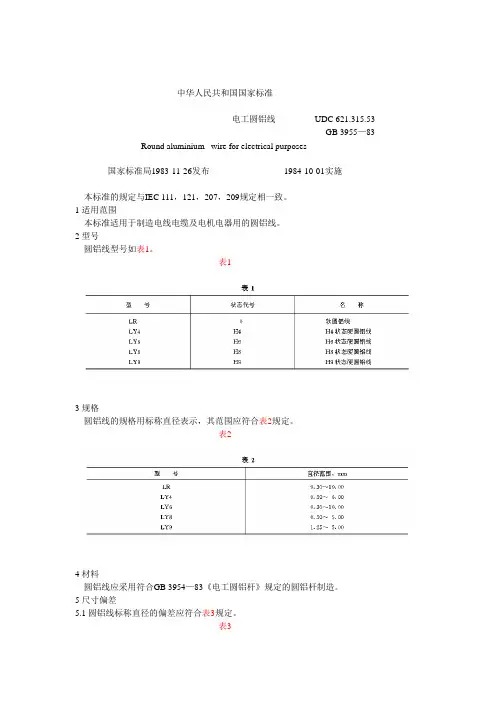
中华人民共和国国家标准电工圆铝线UDC 621.315.53GB 3955—83 Round aluminium wire for electrical purposes国家标准局1983-11-26发布1984-10-01实施本标准的规定与IEC 111,121,207,209规定相一致。
1 适用范围本标准适用于制造电线电缆及电机电器用的圆铝线。
2 型号圆铝线型号如表1。
表13 规格圆铝线的规格用标称直径表示,其范围应符合表2规定。
表24 材料圆铝线应采用符合GB 3954—83《电工圆铝杆》规定的圆铝杆制造。
5 尺寸偏差5.1 圆铝线标称直径的偏差应符合表3规定。
表3*计算时保留两位小数,按GB1.1《标准化工作导则编写标准的一般规定》附录C规定修约。
** 1N/mm2 =0.102kgf/mm2=1MPa5.2 圆铝线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铝线的机械性能应符合表4规定。
表47 电性能圆铝线的电性能应符合表5规定。
表5计算时,20℃时的物理数据应取下列数值:密度 2.703kg/dm3线膨胀系数 0.000023℃-1电阻温度系数 LR型 0.00407℃-1其余型号 0.00403℃-18 外观圆铝线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铝线应成盘或成圈交货,每盘或每圈圆铝线应为一整根,不允许焊接或扭接。
制造过程中铝杆和成品线模前的焊接除外。
9.2 每盘或每圈圆铝线的净重应符合表6规定。
根据双方协议,允许任何重量的圆铝线交货。
表610 验收规则10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表710.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应另取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
中华人民共和国国家标准电工圆铝线UDC 621.315.53GB 3955—83 Round aluminium wire for electrical purposes国家标准局1983-11-26发布1984-10-01实施本标准的规定与IEC 111,121,207,209规定相一致。
1 适用范围本标准适用于制造电线电缆及电机电器用的圆铝线。
2 型号圆铝线型号如表1。
表13 规格圆铝线的规格用标称直径表示,其范围应符合表2规定。
表24 材料圆铝线应采用符合GB 3954—83《电工圆铝杆》规定的圆铝杆制造。
5 尺寸偏差5.1 圆铝线标称直径的偏差应符合表3规定。
表3*计算时保留两位小数,按GB1.1《标准化工作导则编写标准的一般规定》附录C规定修约。
** 1N/mm2 =0.102kgf/mm2=1MPa5.2 圆铝线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铝线的机械性能应符合表4规定。
表47 电性能圆铝线的电性能应符合表5规定。
表5计算时,20℃时的物理数据应取下列数值:密度 2.703kg/dm3线膨胀系数 0.000023℃-1电阻温度系数 LR型 0.00407℃-1其余型号 0.00403℃-18 外观圆铝线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铝线应成盘或成圈交货,每盘或每圈圆铝线应为一整根,不允许焊接或扭接。
制造过程中铝杆和成品线模前的焊接除外。
9.2 每盘或每圈圆铝线的净重应符合表6规定。
根据双方协议,允许任何重量的圆铝线交货。
表610 验收规则10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表710.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应另取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
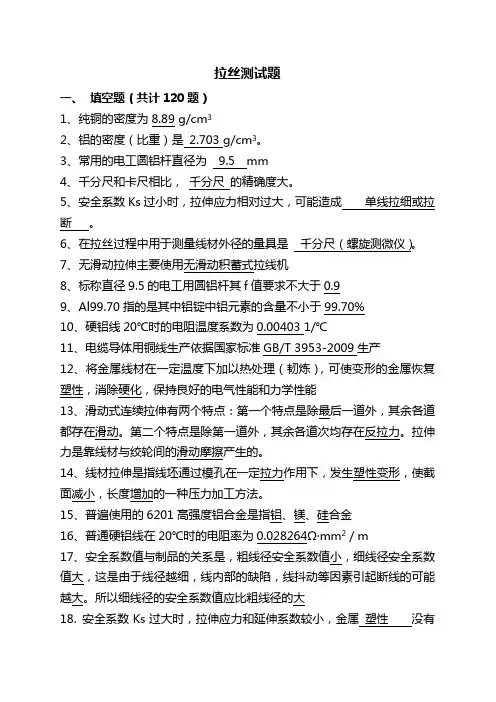
拉丝测试题一、填空题(共计120题)1、纯铜的密度为8.89 g/cm32、铝的密度(比重)是2.703 g/cm3。
3、常用的电工圆铝杆直径为9.5 mm4、千分尺和卡尺相比,千分尺的精确度大。
5、安全系数Ks过小时,拉伸应力相对过大,可能造成单线拉细或拉断。
6、在拉丝过程中用于测量线材外径的量具是千分尺(螺旋测微仪)。
7、无滑动拉伸主要使用无滑动积蓄式拉线机8、标称直径9.5的电工用圆铝杆其f值要求不大于0.99、Al99.70指的是其中铝锭中铝元素的含量不小于99.70%10、硬铝线20℃时的电阻温度系数为0.00403 1/℃11、电缆导体用铜线生产依据国家标准GB/T 3953-2009生产12、将金属线材在一定温度下加以热处理(韧炼),可使变形的金属恢复塑性,消除硬化,保持良好的电气性能和力学性能13、滑动式连续拉伸有两个特点:第一个特点是除最后一道外,其余各道都存在滑动。
第二个特点是除第一道外,其余各道次均存在反拉力。
拉伸力是靠线材与绞轮间的滑动摩擦产生的。
14、线材拉伸是指线坯通过模孔在一定拉力作用下,发生塑性变形,使截面减小,长度增加的一种压力加工方法。
15、普遍使用的6201高强度铝合金是指铝、镁、硅合金16、普通硬铝线在20℃时的电阻率为0.028264Ω·mm2/m17、安全系数值与制品的关系是,粗线径安全系数值小,细线径安全系数值大,这是由于线径越细,线内部的缺陷,线抖动等因素引起断线的可能越大。
所以细线径的安全系数值应比粗线径的大18. 安全系数Ks过大时,拉伸应力和延伸系数较小,金属塑性没有充分利用,生产效率低。
19. 铝绞线、钢芯铝绞线及带钢芯绝缘架空电缆导电线芯用铝线的公差规定如下:①标称直径在1.35~3.00mm之间时,公差为±0.02mm。
②标称直径在3.01~5.00mm之间时,公差为±1%dmm(d为铝线直径)。
20. 按标准规定,电阻对焊后,对焊点处要进行退火。
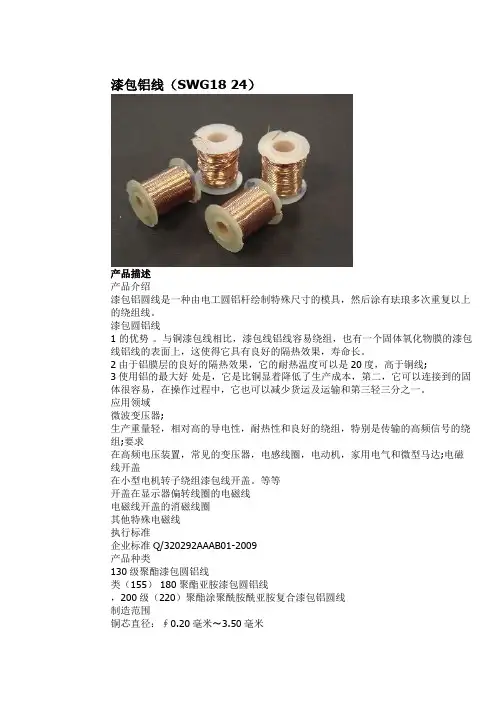
漆包铝线(SWG18 24)产品描述产品介绍漆包铝圆线是一种由电工圆铝杆绘制特殊尺寸的模具,然后涂有珐琅多次重复以上的绕组线。
漆包圆铝线1 的优势。
与铜漆包线相比,漆包线铝线容易绕组,也有一个固体氧化物膜的漆包线铝线的表面上,这使得它具有良好的隔热效果,寿命长。
2由于铝膜层的良好的隔热效果,它的耐热温度可以是20度,高于铜线;3使用铝的最大好处是,它是比铜显着降低了生产成本,第二,它可以连接到的固体很容易,在操作过程中,它也可以减少货运及运输和第三轻三分之一。
应用领域微波变压器;生产重量轻,相对高的导电性,耐热性和良好的绕组,特别是传输的高频信号的绕组;要求在高频电压装置,常见的变压器,电感线圈,电动机,家用电气和微型马达;电磁线开盖在小型电机转子绕组漆包线开盖。
等等开盖在显示器偏转线圈的电磁线电磁线开盖的消磁线圈其他特殊电磁线执行标准企业标准Q/320292AAAB01-2009产品种类130级聚酯漆包圆铝线类(155) 180聚酯亚胺漆包圆铝线,200级(220)聚酯涂聚酰胺酰亚胺复合漆包铝圆线制造范围铜芯直径:∮0.20毫米〜3.50毫米如果需要的尺寸以上scpoe的,请与我们联系。
产品介绍纸包线是由无氧铜杆或电工圆铝杆其中绘制或类型的绕组线特殊尺寸的模具挤出,然后包裹着特殊的绝缘材料,主要用于油浸式变压器,电抗器,和其他电子设备的绕组。
产品种类1包扁铜(铝)导体,2纸包圆铜(铝)导体,3包扁硬铜导体,4特种绝缘材料覆盖的矩形铜(铝)导体。
制造覆盖范围胡椒的矩形铜(铝)导体:厚度答:1.00毫米〜10.00毫米宽度B:3.00毫米25.00毫米纸包圆铜(铝)导体:3.00毫米≤导体直径d≤6.00毫米的矩形硬铜导体:厚度答:1.00毫米〜2.50毫米宽度B:5.00毫米〜15.00毫米 。
中华人民共和国国家标准电工圆铝线 UDC621.315.53GB 3955—83 Round aluminium wire for electrical purposes国家标准局1983-11-26公布1984-10-01实施本标准的规定与IEC 111,121,207,209规定相一致。
1 适用范围本标准适用于制造电线电缆及电机电器用的圆铝线。
2 型号圆铝线型号如表1。
表13 规格圆铝线的规格用标称直径表示,其范围应符合表2规定。
表24 材料圆铝线应采纳符合GB 3954—83《电工圆铝杆》规定的圆铝杆制造。
5 尺寸偏差5.1 圆铝线标称直径的偏差应符合表3规定。
表3*计算时保留两位小数,按GB1.1《标准化工作导则编写标准的一般规定》附录C规定修约。
** 1N/mm2 =0.102kgf/mm2=1MPa5.2 圆铝线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铝线的机械性能应符合表4规定。
表47 电性能圆铝线的电性能应符合表5规定。
表5计算时,20℃时的物理数据应取下列数值:密度2.703kg/dm3线膨胀系数0.000023℃-1电阻温度系数LR 型0.00407℃-1其余型号0.0040 3℃-18 外观圆铝线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铝线应成盘或成圈交货,每盘或每圈圆铝线应为一整根,不同意焊接或扭接。
制造过程中铝杆和成品线模前的焊接除外。
9.2 每盘或每圈圆铝线的净重应符合表6规定。
依照双方协议,同意任何重量的圆铝线交货。
表6。
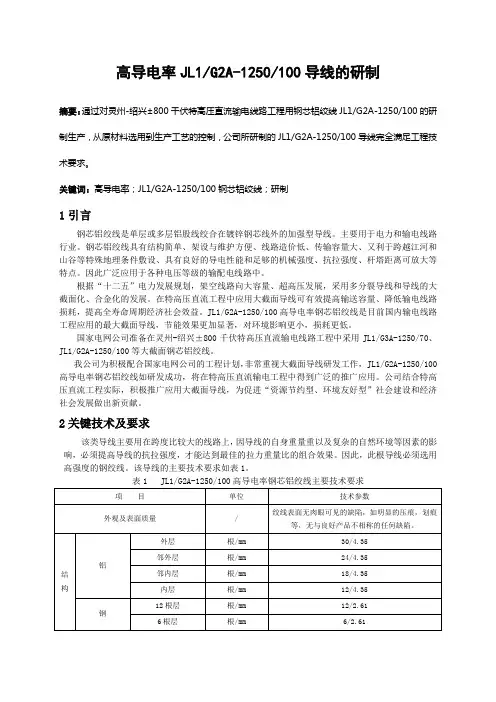
高导电率JL1/G2A-1250/100导线的研制摘要:通过对灵州-绍兴±800千伏特高压直流输电线路工程用钢芯铝绞线JL1/G2A-1250/100的研制生产,从原材料选用到生产工艺的控制,公司所研制的JL1/G2A-1250/100导线完全满足工程技术要求。
关键词:高导电率;JL1/G2A-1250/100钢芯铝绞线;研制1引言钢芯铝绞线是单层或多层铝股线绞合在镀锌钢芯线外的加强型导线。
主要用于电力和输电线路行业。
钢芯铝绞线具有结构简单、架设与维护方便、线路造价低、传输容量大、又利于跨越江河和山谷等特殊地理条件敷设、具有良好的导电性能和足够的机械强度、抗拉强度、杆塔距离可放大等特点。
因此广泛应用于各种电压等级的输配电线路中。
根据“十二五”电力发展规划,架空线路向大容量、超高压发展,采用多分裂导线和导线的大截面化、合金化的发展。
在特高压直流工程中应用大截面导线可有效提高输送容量、降低输电线路损耗,提高全寿命周期经济社会效益。
JL1/G2A-1250/100高导电率钢芯铝绞线是目前国内输电线路工程应用的最大截面导线,节能效果更加显著,对环境影响更小,损耗更低。
国家电网公司准备在灵州-绍兴±800千伏特高压直流输电线路工程中采用JL1/G3A-1250/70、JL1/G2A-1250/100等大截面钢芯铝绞线。
我公司为积极配合国家电网公司的工程计划,非常重视大截面导线研发工作, JL1/G2A-1250/100高导电率钢芯铝绞线如研发成功,将在特高压直流输电工程中得到广泛的推广应用。
公司结合特高压直流工程实际,积极推广应用大截面导线,为促进“资源节约型、环境友好型”社会建设和经济社会发展做出新贡献。
2关键技术及要求该类导线主要用在跨度比较大的线路上,因导线的自身重量重以及复杂的自然环境等因素的影响,必须提高导线的抗拉强度,才能达到最佳的拉力重量比的组合效果。
因此,此根导线必须选用高强度的钢绞线。
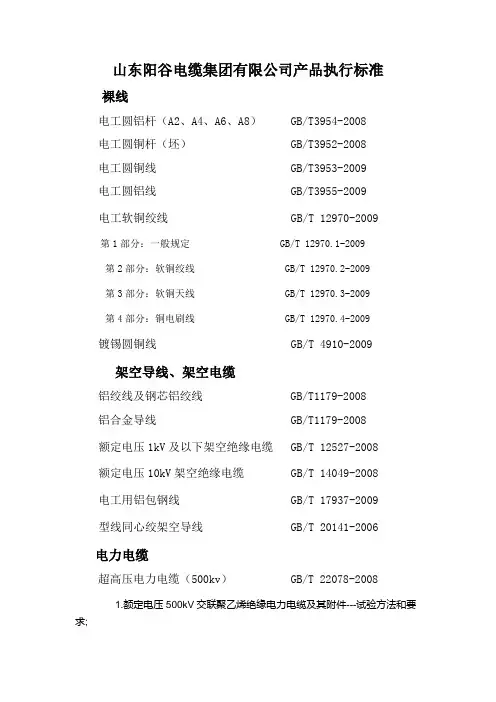
山东阳谷电缆集团有限公司产品执行标准裸线电工圆铝杆(A2、A4、A6、A8) GB/T3954-2008电工圆铜杆(坯) GB/T3952-2008电工圆铜线 GB/T3953-2009电工圆铝线 GB/T3955-2009电工软铜绞线 GB/T 12970-2009第1部分:一般规定 GB/T 12970.1-2009第2部分:软铜绞线 GB/T 12970.2-2009第3部分:软铜天线 GB/T 12970.3-2009第4部分:铜电刷线 GB/T 12970.4-2009镀锡圆铜线 GB/T 4910-2009架空导线、架空电缆铝绞线及钢芯铝绞线 GB/T1179-2008铝合金导线 GB/T1179-2008额定电压1kV及以下架空绝缘电缆 GB/T 12527-2008额定电压10kV架空绝缘电缆 GB/T 14049-2008电工用铝包钢线 GB/T 17937-2009型线同心绞架空导线 GB/T 20141-2006电力电缆超高压电力电缆(500kv) GB/T 22078-20081.额定电压500kV交联聚乙烯绝缘电力电缆及其附件---试验方法和要求;2.额定电压500kV交联聚乙烯绝缘电力电缆;3.额定电压500kV交联聚乙烯绝缘电力电缆附件。
高压电缆系列(220kv) GB/Z18890-2002第1部分:额定电压220kV(Um=252kV)交联聚乙烯绝缘电力电缆及其附件的电力电缆系统试验方法和要求第2部分:额定电压220kV(Um=252kV)交联聚乙烯绝缘电力电缆第3部分:额定电压220kV(Um=252kV)交联聚乙烯绝缘电力电缆附件高压电缆系列(110kv) GB/T 11017—20021. 额定电压110kV交联聚乙烯绝缘电力电缆及其附件第1部分:试验方法和要求2. 额定电压110kV交联聚乙烯绝缘电力电缆及其附件第2部分:额定电压110kV交联聚乙烯绝缘电力电缆3.额定电压110kV 交联聚乙烯绝缘电力电缆及其附件第3部分:额定电压110kV交联聚乙烯绝缘电力电缆附件中压电缆系列(1kv-35kv) GB/T 12706-2008GB/T 12706.1-2008 额定电压1kV(Um=1.2kV)到35kV(Um=40.5kV)挤包绝缘电力电缆及附件第1部分:额定电压1kV(Um=1.2kV)和3kV(Um=3.6kV)电缆。
《电工圆铝杆》国家标准助推产业发展沈清华;姜华;赵洪生;陈强【期刊名称】《世界有色金属》【年(卷),期】2014(000)006【总页数】6页(P22-27)【作者】沈清华;姜华;赵洪生;陈强【作者单位】包头铝业有限公司;通用(天津)铝合金产品有限公司;包头铝业有限公司;通用(天津)铝合金产品有限公司【正文语种】中文近20年,随着我国电力工业突飞猛进的发展,越来越多的铝及铝合金新产品应用于电线电缆行业,尤其是国家提出大力发展智能电网扩建与农村电网改造后,电力行业提出了“以铝节铜”的呼声。
在此背景下,全国有色金属标准化技术委员会安排包头铝业有限公司牵头,与通用(天津)铝合金产品有限公司、中国铝业有限公司贵州分公司、云南铝业有限公司等单位一起,经过2年多的时间完成了对国家标准《电工圆铝杆》GB/T 3954-2008版的修订,新版标准充分考虑了国内企业生产装备改进及产品质量的提升,尤其是电工用铝及铝合金材料当前的发展趋势。
新版《电工圆铝杆》国家标准在提升我国电工用铝杆产品质量、规范市场经营方面将起到重要的作用,更重要的是,通过开发新品种、应用创新扩大市场,形成产业发展新的增长点和竞争优势,对相关产业的转型及发展将起到不可估量的作用。
标准解读1 GB/T3954新版标准与2008版的主要变化GB/T3954新版标准与2008版相比,在下列内容上有较大改变:(1)新版标准增加了产品牌号8A07、8030、1350、1370。
其中8A07由于其卓越的耐热性能,该产品制成的导线应用于输变电网中大容量线路。
8030则是近几年在我国中低压配电领域大力推广使用的铝合金电力电缆的导体材料。
1350、1370电工圆铝杆也在国内有广泛生产和应用。
(2)新版标准对各牌号产品的状态和理化性能进行了规定;(3)新版标准各牌号产品的化学成分将作为判定依据,除非另有协议;(4)新版标准删除了标准正文有关产品型号的描述,增加了附录A《产品型号对照表》;(5)新版标准增加了附录B《电阻率与体积电导率对照表》。
山东阳谷电缆集团有限公司产品执行标准裸线电工圆铝杆(A2、A4、A6、A8) GB/T3954-2008电工圆铜杆(坯) GB/T3952-2008电工圆铜线 GB/T3953-2009电工圆铝线 GB/T3955-2009电工软铜绞线 GB/T 12970-2009第1部分:一般规定 GB/T 12970.1-2009第2部分:软铜绞线 GB/T 12970.2-2009第3部分:软铜天线 GB/T 12970.3-2009第4部分:铜电刷线 GB/T 12970.4-2009镀锡圆铜线 GB/T 4910-2009架空导线、架空电缆铝绞线及钢芯铝绞线 GB/T1179-2008铝合金导线 GB/T1179-2008额定电压1kV及以下架空绝缘电缆 GB/T 12527-2008额定电压10kV架空绝缘电缆 GB/T 14049-2008电工用铝包钢线 GB/T 17937-2009型线同心绞架空导线 GB/T 20141-2006电力电缆超高压电力电缆(500kv) GB/T 22078-20081.额定电压500kV交联聚乙烯绝缘电力电缆及其附件---试验方法和要求;2.额定电压500kV交联聚乙烯绝缘电力电缆;3.额定电压500kV交联聚乙烯绝缘电力电缆附件。
高压电缆系列(220kv) GB/Z18890-2002第1部分:额定电压220kV(Um=252kV)交联聚乙烯绝缘电力电缆及其附件的电力电缆系统试验方法和要求第2部分:额定电压220kV(Um=252kV)交联聚乙烯绝缘电力电缆第3部分:额定电压220kV(Um=252kV)交联聚乙烯绝缘电力电缆附件高压电缆系列(110kv) GB/T 11017—20021. 额定电压110kV交联聚乙烯绝缘电力电缆及其附件第1部分:试验方法和要求2. 额定电压110kV交联聚乙烯绝缘电力电缆及其附件第2部分:额定电压110kV交联聚乙烯绝缘电力电缆3.额定电压110kV 交联聚乙烯绝缘电力电缆及其附件第3部分:额定电压110kV交联聚乙烯绝缘电力电缆附件中压电缆系列(1kv-35kv) GB/T 12706-2008GB/T 12706.1-2008 额定电压1kV(Um=1.2kV)到35kV(Um=40.5kV)挤包绝缘电力电缆及附件第1部分:额定电压1kV(Um=1.2kV)和3kV(Um=3.6kV)电缆。
电工圆铝杆连铸连轧机组的改进应用来源:中国有色金属报日期:2005-9-13 点击:35524青铜峡铝业公司通过对国产连铸连轧机组进行适当改进,合理选择生产工艺参数,生产出各项性能指标符合国家标准的电工圆铝杆产品。
近年来公司对四条连铸连轧生产线的相关工序进行技术改进,使产品质量与生产率稳步提高,抗拉强度均在95~100MPa,电阻率在0.0281Ω·mm2/m以下,伸长率在14%以上,年产量远远超过机组设计产能,并利用15架连铸连轧机组开发生产出稀土电工圆铝杆,产品市场十分广阔,成为公司的主要利润增长点。
由于采用连铸连轧技术生产电工圆铝杆可以减少铝锭的二次重熔工序和降低铝杆的生产成本,所以,目前铝行业许多企业直接用电解铝液生产电工圆铝杆。
青铜峡铝业公司为了增加产品种类,提高企业竞争力,先后投资安装了4条国内相关专业厂家设计制造的电工圆铝杆连铸连轧机组,经过近20年来的不断改进,形成一套成熟的生产工艺技术。
一、电工圆铝杆连铸连轧生产工艺连铸连轧生产工艺及工艺过程连铸连轧生产是在连铸机后面配以连轧机组成连铸连轧机组,使连铸机铸出的铸坯不经再次加热,直接轧制成线材。
因连铸连轧机组设备的总投资及占地面积不大,可节约能耗,减轻工人劳动强度,产品成品率和生产率比较高,所以在世界各地得到普遍发展和应用。
工艺过程是电解铝液→加固体冷料→精炼→取样→保温静置→过滤→浇铸→冷却铸坯→入轧→轧制→绕线→打捆→检验→入库二、电工圆铝杆连铸连轧设备青铜峡铝业公司第一条电工圆铝杆连铸连轧生产线1985年购置,安装于一期电解系列铸造车间,次年购置了第二条连铸连轧生产线并安装于二期电解系列铸造车间,这两条不同生产厂家的电工圆铝杆连铸连轧生产线,均采用了法国塞西姆(Secim)式的轮带式连铸设备与13个机架的Y型三辊连轧机,区别是前者采用了立式线笼收线法(以下简称13架连铸连轧机组A),后者采用了卧式绕线成圈(以下简称13架连铸连轧机组B)。
本规范依据GB/T3953-2009而制定。
一、技术要求:二、采购要求:1.必须从评审合格的供方采购。
2.采购时要给供方提出技术要求。
3.每批材料供方需提供厂家检验报告。
三、产品验收:1.每圈或每盘圆铜线上应附有标签表明:制造厂名称、型号及规格、毛重及净重、制造日期及本标准编号等。
2.圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许有焊接或扭结。
3.重量不超过20吨时抽样为3盘(圈);重量超过20吨时,抽样为6盘(圈)。
第一次试验结果不合格时,应取双倍数量的试样就不合格项目进行第二次试验,如仍不合格,应逐盘(圈)检查。
四、检验规则:对于我公司目前不能检验的项目,可以验证供方提供的检验数据,也可以委托国家检测机构进行检验。
五、包装、标志、贮存:1.圆铜线用型号、直径及本标准编号表示。
2.圆铜线应卷绕整齐,妥善包装。
成盘时,最后一层应与线盘侧板边缘保持适当的距离。
3.存放过程中,应注意保护圆铜线免受机械损伤,防止圆铜线受潮及受到腐蚀物质的侵蚀。
本规范依据GB/T4910-2009而制定。
1.必须从评审合格的供方采购。
2.采购时要给供方提出技术要求。
3.每批材料供方应提供厂家检验报告。
三、产品验收:1.每圈或每盘镀锡圆铜线上应附有标签表明:制造厂名称、型号及规格、毛重及净重、制造日期及本标准编号等。
2.镀锡圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许焊接或扭结。
3.重量不超过20吨时抽样为3盘(圈);重量超过20吨时,抽样为6盘(圈)。
第一次试验结果不合格时,应取双倍数量的试样就不合格项目进行第二次检验,如仍不合格时,应逐盘(圈)检查。
四、检验规则:对于我公司目前不能检验的项目,可以验证供方提供的检验报告,也可以委托国家检测机构进行检验。
五、包装、标志、贮存:1.镀锡圆铜线应均匀的绕在交货盘上交货,线端必须固定,线匝不得紊乱。
最外层线与线盘侧板边缘应保持适当的距离。
每盘线应妥善保管,存放在干燥、无腐蚀气体的地方。
电工用圆铜线采购规范DC/CG-0100-2007 电工用圆铜线采购规范发放部门 :2007-01-01发布 2007-01-01实施批准:乔治国审核:乔治国编制:姚富贵编制说明1、适用范围:适用于本公司塑料绝缘电线电缆,塑料绝缘电力电缆,塑料绝缘控制电缆三大类产品及其衍生产品低烟,无卤,阻燃,耐火电线电线生产所需的原辅材料的采购。
2、:引用标准:《电工用铜线坯》GB/T 3952-1998《电工圆铜线》 GB/T 3952-1998《电工圆铝杆》 GB/T 3954-2001《电工圆铝线》GB/T 3955-1983《电线电缆用软聚氯乙烯塑料》 GB/T 8815-2002《电线电缆用黑色聚乙烯塑料》 GB 15065-1994《电线电缆用可交联聚乙烯绝缘料》 JB/T 10437-2004《无氧铜带材》 GB/T 14594-1993《铠装电缆用钢带》 YB/T 024-1992填充用聚丙烯网状撕裂纤维Q/IQVK1-2005无碱玻璃纤维带PVC绕包带聚脂薄膜电工用圆铜线采购规范1.电工圆铜线名称、型号、规格:范围见表1:表12. 电工圆铜线标准直径的偏差:应符合表2规定, 铜线垂于轴线的同一截面上测得的最大和最小直径之差(F值)应不超过标准的绝对值。
表23. 圆铜线的机械性能:应符合表3的规定。
4.圆铜线的电阻率:应符合表1的规定。
5.外观:圆铜线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
6:交货要求:圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许有焊接或扭接,制造过程中的铜杆和成品模前的焊接除外。
每盘或每圈铜线的净重:标称直径为6.0mm及以下者,应符合表4规定(下表)7:验收规则及试验方法:7.1 产品应由制造厂检验后方能出厂,每批出厂的产品应附有制造厂的产品质量检验合格证。
7.2 产品应按表6规定进行检验。
表67.3 每批圆铜线按1%抽样,但不少于3盘(圈),批量较大时,不多于10盘(圈)。