立式内孔表面珩磨机总体设计
- 格式:doc
- 大小:1.59 MB
- 文档页数:43

本科毕业设计(论文)题目院(系部)专业名称年级班级学生姓名指导教师年月日摘要机械系统是机械零、部件同作用的整体,是零、部件服务的目标。
本次设计从分析机械系统设计的任务和目标开始,介绍机械系统的组成,各组成部分之间的配置,选择和结构匹配性设计,以及进行机械系统整体设计时应该考虑哪些问题,目的是培养学生多样性设计,结构设计创新和整体设计的能力。
本次设计主要是珩磨机的总体设计,其主要包括主轴箱,珩磨头,主轴等设计。
珩磨是一种低速磨削,是机械制造业中缸孔光整加工的常用工艺手段。
在论文中首先对珩磨机做了简单介绍,接着对珩磨机的部件组成进行了尺寸计算和校核。
该设计代表了珩磨机设计的一般过程。
珩磨机床作为复杂的生产工具,最根本的是加工工艺与主机结构布局设计,而各种新工艺,新材料,新元件,新刀具,新控制系统等也将运用在珩磨机床上,未来的珩磨机床的加工精度会更高,加工效率更快,加工范围更广泛。
关键词:珩磨机、主轴、珩磨AbstractA mechanical system is a synergistic collection of machine elements,and designing a mechanical system is the final goal in studying machine design . This paper starts with the analyses of tasks and objectives in designing a menchanical system , followed by its composition,selection and compatibility of menchanical units , and the main considerations in designing a system . The purpose of this paper is to help the undergraduates to learn skills of diversified design, creative design and systematic design . This design is honing machine aircraft design, including its headstock、honing head, principal axis of the design. Honing is a slow grinding, mechanical manufacturing processes commonly used tanks Kongguang the processing meansIn the first paper machine to honing machinedone briefly, then honing machineaircraft components to the composition and size calculation accuracy. The design represents the general design processhoning machine planeHoning machine tools as complex production tools, the most fundamental thing is machining and structural layout of the mainframe, and new techniques, new materials, new components, new cutlery, the new control system will also be used in Honing machine tools, the future Honing processing precision machine tools will be higher, faster processing efficiency, a wider range of processing.Key Words:honing machine headstock honing目录摘要 (2)前言 (5)1磨削技术 (6)1.1 磨削加工的发展历史 (6)1.2 磨料磨具的简明知识 (10)1.3 现阶段国内磨削加工科学技术新进展 (11)1.4 磨削原理 (17)1.5 磨削技术的发展及关键技术 (22)1.6 磨削技术的优点 (30)1.7 超高速磨削的发展及关键技术 (30)2珩磨技术 (40)3珩磨工艺及其应用 (43)3.1 珩磨加工原理 (43)3.2 珩磨的切削过程 (44)3.3 珩磨加工特点 (45)4.设计结构选择和设计计算 (48)4.1 导向柱设计 (48)4.2 底座的设计 (48)4.3 驱动气缸设计: (49)4.4 主轴电动机的功率确定 (50)4.5 主轴设计 (50)4.6 主轴的刚度校核 (51)小结 (56)致谢 (57)参考文献 (58)前言四年的大学生活马上就要结束了,我们也进入了大学生活的最后一个阶段——毕业设计。
立式珩磨机设计-开题报告开题报告一、研究背景立式珩磨机是一种用于磨削金属和非金属材料的机床,常用于加工钢、铁、铜、铝等材料的零部件。
随着工业化的进程和现代制造技术的发展,对零部件的精度要求越来越高,传统的磨削工艺已不能满足这种要求。
因此,需要开发一种新型的立式珩磨机,提高磨削的精度和效率。
二、研究目的本研究的目的是设计一种新型的立式珩磨机,以满足高精度磨削的要求。
具体目标包括:1.提高磨削的精度和表面质量;2.提高磨削的效率;3.减少磨削过程中的设备故障和停机时间。
三、研究内容1.立式珩磨机结构设计:设计新型的立式珩磨机的结构,优化机床的刚性和稳定性,以提高磨削的精度。
2.磨削工艺改进:改进磨削工艺,包括磨削刀具的选择和切削参数的优化,以提高磨削的效率和表面质量。
3.故障诊断与预防:研究磨削过程中常见的故障原因和预防措施,以减少设备故障和停机时间。
四、研究方法1.文献研究:查阅相关的文献和资料,了解立式珩磨机的发展现状和存在的问题,为研究提供理论基础。
2.实验研究:设计使用实验台,模拟磨削过程,测试不同工艺参数对磨削效果的影响。
3.数值模拟:使用有限元软件对立式珩磨机的结构进行模拟分析,优化机床的刚性和稳定性。
4.数据分析:对实验数据进行统计和分析,寻找磨削过程中的问题,并提出改进措施。
五、进度安排1.第一阶段(一个月):完成文献研究,并确定立式珩磨机的设计方案。
2.第二阶段(两个月):进行实验研究,测试不同工艺参数对磨削效果的影响,并进行数据分析。
3.第三阶段(一个月):进行数值模拟和结构优化,提高机床的刚性和稳定性。
4.第四阶段(一个月):总结研究成果,撰写论文并进行答辩。
六、预期成果1.设计一种新型的立式珩磨机,提高磨削的精度和效率;2.改进磨削工艺,提高磨削的表面质量;3.提出故障诊断和预防措施,减少设备故障和停机时间;4.发表相关学术论文,申请专利。
七、研究意义设计一种新型的立式珩磨机,对于提高磨削的精度和效率具有重要的意义。
![毕业设计(论文)-立式枪管珩磨机设计[管理资料]](https://uimg.taocdn.com/d49a97656bec0975f565e2cc.webp)
第1章绪论课题背景立式枪管珩磨机是枪支生产企业中的一种特殊的机械加工设备,主要用于枪管内孔的最终加工工序,~。
近几十年来,枪管内孔的加工设备发展迅速,例如枪钻机、铰孔机、镗床等,但这些加工设备加工的孔径表面精度不如珩磨机的加工精度高,这将影响枪支的使用寿命,也会限制枪支零件的通用性和标准性。
最重要的是,这样的产品质量不能够占领市场。
众所周知,精密加工技术是现代高技术战争的重要支撑技术,是现代高科技产业和科学技术的发展基础,是现代制造科学的发展方向。
故此类技术的发展是就具有了现实意义,而珩磨技术属于精密加工技术的一种形式。
同时,枪管内孔加工设备的设计和制造水平,能够代表枪支生产领域的技术水平,对于提高我国警、军的战斗力和保障力,都有极其重要的影响。
因此,发展立式枪管珩磨机就显得十分重要了。
磨削加工技术发展概况珩磨工艺是磨削加工的一种特殊形式,它随着磨削技术的发展不断的发展起来,那就简单介绍一下磨削加工技术发展情况。
磨削加工是利用磨料去除材料的加工方法。
用磨料去除材料的加工是人类最早使用的生产技术方法。
18世纪中期出现第一台外圆磨床,用石英石、石榴石等天然磨料敲凿成磨具,进而用天然磨料和粘土烧结成砂轮,随后又研制成功平面磨床,应用磨削技术逐渐形成。
1901年以后,相继发明人工熔炼的氧化铝(刚玉)、碳化硅磨料。
20世纪40年代末期,人造金刚石问世。
1957年研制成功立方氮化硼、超硬磨料人造金刚石砂轮与立方氮化硼砂轮的应用及磨削技术的发展,使磨削加工精度及加工效率不断提高,磨削加工应用范围日益扩大[1]。
解放前,我国磨床工业及磨料工业几乎是一片空白。
上海牙中机器厂(今上海第三机床厂)于1944年制造出我国第一台外圆磨床。
解放后,我国相继建立了现代的磨床、磨料、磨具制造厂及专业研究所,造就了一大批从事磨床设计制造、磨料磨具研究、制造的专业科学技术队伍。
1955年以前,试制并生产了黑、绿色碳化硅和白、棕色的刚玉,陆续开发了各种磨具。

完美的紧凑结构设计给中-大批量制造商带来最低的单件珩磨成本。
新型的SV-1010集成了一套全新的冲程系统可以进行准确地垂直冲程,并且可以在孔的任意位置停顿,可以有选择地一段一段的去除余量以加工出最直、最圆的孔形。
新的进给系统具有敏感的负载感应,通过减少空切时间降低加工周期,提高生产率。
创新的冲程系统可以对交叉网纹的角度进行控制,在整个孔的长度上形成一致的交叉网纹——这种结果在此之前是不可能的。
为了方便设置,SV-1010配置了一个3轴定位微调手轮,可以方便的对垂直冲程位置,工具进给位置和回转工作台位置进行微调设置。
SV-1010立式珩磨机使珩磨变得比以往更快,更容易,更精确,更经济,更高效。
性能特点:·漂亮洁净的不锈钢外罩提供了干净安全的操作环境,可拆除的侧面罩板,便于自动上下料系统的添加、集成。
·先进的伺服冲程控制能够产生一致的交叉网纹,并且能够在任意位置停顿和短冲程对孔进行高精度珩磨修复。
·大型的冲程导轨润滑装置保证了系统持久可靠的运行。
·精密高扭矩输出皮带传动主轴。
·可选择多种高精度工具(MMT多油石,CGT电镀金刚石工具,SRT多油石工具,TC型芯轴),加工出高精度的孔形。
进给系统负载感应可使切削时间最小,生产能力最大。
· SV-1005型包含有可选的灵活伺服转动的回转工作台。
·先进的具有联网功能的模块化电路设计,更高可靠性,具有软件升级功能。
·坚实的铸造机床机身有利于减少震动提高机床性能和珩磨精度。
·基于Windows系统的工业计算机控制系统使用触摸屏,易于操作控制,并有多种语言显示。
·利用手轮可方便快速的设置进给、冲程、工作台位置。
SV-1010主要技术规格:·加工孔径:3 - 65mm·最大工件长度:250mm·主轴速度:100-4000转/分·主轴功率:5.5KW·净重:2154Kg·外型尺寸:L2104×W2190×H2900mm·最大工件重量:115Kg(含夹具)·工作区域:150×150×150mm笔者有幸参加了两次铁道部通过中机公司国际招标部组织的珩磨机国际招标和评标,分别与美、德、英、日等国的珩磨机制造厂(包括美国巴恩斯(PARNES)国际股份公司,美国世纪(CENI:IJltY)机床公司,德国格林(GEHRIN)公司,德国卡地亚(KAI)IA)公司,德国纳格尔(NAGEL)公司,英国琼斯(J &S)公司,日本千岛(CHISHIMA)工业株式会社,日本东洋(TOYO)现代技术有限公司)的技术专家进行了技术交流,并有幸赴德国卡地亚公司进行珩磨机培训,并接待了五批到我厂安装调试的德方技术人员,对历磨工件孔径树一300tylrll、渐孔深度最大800’YllYl规格的历磨机有了一定的了解。
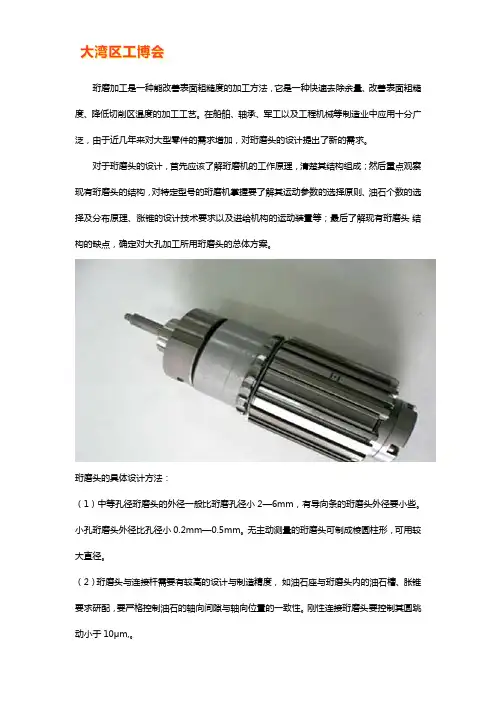
珩磨加工是一种能改善表面粗糙度的加工方法,它是一种快速去除余量、改善表面粗糙度、降低切削区温度的加工工艺。
在船舶、轴承、军工以及工程机械等制造业中应用十分广泛,由于近几年来对大型零件的需求增加,对珩磨头的设计提出了新的需求。
对于珩磨头的设计,首先应该了解珩磨机的工作原理,清楚其结构组成;然后重点观察现有珩磨头的结构,对特定型号的珩磨机掌握要了解其运动参数的选择原则、油石个数的选择及分布原理、涨锥的设计技术要求以及进给机构的运动装置等;最后了解现有珩磨头结构的缺点,确定对大孔加工所用珩磨头的总体方案。
珩磨头的具体设计方法:(1)中等孔径珩磨头的外径一般比珩磨孔径小2—6mm,有导向条的珩磨头外径要小些。
小孔珩磨头外径比孔径小0.2mm—0.5mm。
无主动测量的珩磨头可制成棱圆柱形,可用较大直径。
(2)珩磨头与连接杆需要有较高的设计与制造精度,如油石座与珩磨头内的油石槽、胀锥要求研配,要严格控制油石的轴向间隙与轴向位置的一致性。
刚性连接珩磨头要控制其圆跳动小于10μm,。
(3)珩磨头工作部分的长度取决于珩磨孔的长度和油石的长度。
若油石长度大于150mm 时,适合采用采用三节胀锥,短孔珩磨可用单节胀锥,以增加油石的支承刚性。
(4)珩磨头的磨头本体一般采用9SiCr合金钢,62HRC以上,油石座与胀锥也可用这种材料或其他合金钢甚至中碳钢。
结构复杂的珩磨头需经时效。
(5)油石使用完后的允许留量,普通油石为1—2mm,金刚石油石要小于0.1mm。
油石座胀开后的外径加上油石的允许留量应等于或略大于珩磨孔径。
油石座复位后(未胀开),要保证装上新油石时能进入珩磨孔内,以免造成卡孔事故。
(6)带气动测量喷嘴的珩磨头,导向条宜用硬质合金。
导向条的数量一般与油石相等,导向条的长度每端超出油石8—10mm,上下导向部分应有10*15°的导锥,导向条外径圆柱度小于0.01mm。
(7)珩磨薄壁孔的珩磨头要注意防震措施,例如:珩磨头与连接杆必须有足够的刚性,或者采用奇数油石。
摘要为了满足加工要求必须采取合理的技术措施,对机床进行改造,这就是巧改技术。
本次设计的就是在普通机床上加上的珩磨头,使其变为珩齿机。
我的任务就是这个珩磨头。
主要设计的任务有首先进行总体分析和论述,包括对巧改机床的论述,齿轮的加工以及珩磨的原理等做了介绍,确定将车床改装为卧式珩磨床,车床主轴作为间接动力源,带动珩磨头的主轴作主运动,用车床进给机构完成进给运动,实现珩齿加工。
其次是对珩齿加工技术进行完整的详细的说明,包括珩齿技术的发展,应用范围,工作原理,操作方法,主要的优缺点等等,以及珩齿误差产生原因和修正的方法。
后面的部分为本次设计重点,因为它的设计质量直接关系到被加工工件的加工质量,设计包括对珩磨头的一些主要零部件,珩磨轮,摩擦盘,压盘,偏心盘等等;支撑部件,如滑座,底座等等,轴类部件,包括主轴,心轴,对这些零件进行全面的分析和强度的计算以及校核,还包括部分夹具,弹簧,箱体的设计如胎盖,窥视盖等。
关键词:机床珩齿机珩磨头齿轮加工AbstractIn order to meet the processing required to take reasonable measures to modify the machine, which is skillfully to technology.The design is in general machine tools, coupled with the honing head, to become Heng machine. My task is the honing head.The main task is the first design an overall analysis and exposition, including Qiao machine to the exposition, processing and honing gear such as the principle was introduced, to determine lathe converted to horizontal Heng grinder, lathe spindle indirectly as a power source, lead Honing the main disposes the first movement, with lathe feed into the agencies to complete the campaign, and Heng tooth processing.This was followed by the Heng tooth processing technology for a complete detailed description, including Heng tooth technology development, application of the principle of operation, the main advantages and disadvantages, and so on, and Heng teeth and causes errors that way.The back part of the design-oriented focus, because of its design quality was directly related to the processing of the workpiece processing quality, design, including the head of honing some of the major components, honing round, friction disc, the disc pressure, eccentric disk, etc.; Support Components, such as Waterloo, with the base, and so on, the shaft components, including the main shaft, spindle, for these parts to conduct a comprehensive analysis and intensity of the calculation and verification, including some fixture, spring, the box design such as fetal covered, Peep covered, and so on.Key Words: machine tool heng machine honing head gear cutting目录前言........................................................................................................................ - 4 - 1、概论...................................................................................................................... - 6 -1. 1巧改机床的论述及任务............................................................................. - 6 -1.2齿轮加工..................................................................................................... - 9 - 1.3珩磨加工.................................................................................................... - 11 - 2、珩齿加工.............................................................................................................. - 14 -2.1珩齿原理................................................................................................... - 14 - 2.2珩齿加工方法........................................................................................... - 15 - 2.3珩齿机....................................................................................................... - 16 - 2.4珩磨轮....................................................................................................... - 16 - 2.5加工余量的确定....................................................................................... - 18 - 2.6珩齿操作的调整....................................................................................... - 18 - 2.7珩齿修形的方法....................................................................................... - 19 - 2.8珩齿的误差分析....................................................................................... - 20 - 2.9珩齿的特点............................................................................................... - 21 - 2.10改装部分的组成..................................................................................... - 22 - 2.11珩磨头的结构......................................................................................... - 22 - 2.12珩磨头动作原理..................................................................................... - 23 - 2.13使用方法及注意事项............................................................................. - 24 - 2.14珩齿的应用............................................................................................. - 25 - 3珩磨头的设计......................................................................................................... - 26 - 3.1基本参数的确定....................................................................................... - 26 - 3.2珩磨轮的设计........................................................................................... - 31 - 3.3摩擦盘....................................................................................................... - 34 - 3.4偏心盘的设计........................................................................................... - 39 - 3.5心轴........................................................................................................... - 42 - 3.6弹簧的设计............................................................................................... - 45 - 3.7主轴的设计............................................................................................... - 48 - 3.8主轴的校核............................................................................................... - 50 - 3.9底座和滑座............................................................................................... - 53 - 3.10润滑和密封............................................................................................. - 55 - 结束语........................................................................................................................ - 58 - 致谢.................................................................................................................... - 59 - 参考文献.................................................................................................................... - 60 -前言四年的大学生活即将接近尾声,进行为期两个月的毕业设计,我们感受颇深。
珩磨机设计报告题目名称珩磨机学生姓名专业班级机制02-4班学号一、选题的目的和意义毕业设计是我们大学生活最后的一项重要学习任务;是对四年所学知识的总结和灵活运用;是我们结束本科学习,走上工作岗位或进一步深造的必由之路,其意义重大。
通过这一过程,我们达到以下目的(1)巩固、扩大和深化我们以前所学的基础课、专业课知识;(2)培养我们综合分析、理论联系实际的能力;(3)培养我们调查研究,正确熟练运用国家标准、手册、图册等资料、工具的能力;(4)锻炼自己的设计计算、数据处理、编写技术资料、绘图等独立工作能力;(5)培养团队精神、合作意识的能力。
二、国内外研究综述珩磨是一种常用的精加工工艺,可获得高尺寸精度、高形状精度和低粗糙度(可达Ra 0.05),并且内孔表面有交叉网纹。
珩磨机床的种类有平面珩磨机床、外圆珩磨机床、内圆珩磨机床等。
目前,世界上应用最多的是内圆珩磨机床。
珩磨机床的未来发展方向小型卧式珩磨机床向复杂化、数控化方向发展。
卧式珩磨机床目前很少做到闭环控制,无法严格保证大批量生产的超高加工精度。
未来的小型卧式珩磨机床通过NC控制,主动测量,应当能提高加工零件的尺寸一致性。
目前,大型卧式珩磨机床的发展很迅速,已经作到NC控制,远程测量反馈,半闭环控制。
立式珩磨机床将在目前完全闭环控制的基础上发展超高速主轴系统,进给频率更快,进给晚小的进给系统,能够自我修整珩磨油石的珩磨系统或者珩磨中心,各种人为因素的影响。
目前,珩磨机床能实现平面、外圆、内圆的珩磨加工;通过珩磨工具的改进,能够实现椭圆内孔和曲面的珩磨。
在珩磨外圆领域,将取得突破性发展,能够在大多数外圆加工中取代外圆磨。
珩磨机床作为复杂的生产工具,最根本的是加工工艺与主机结构布局设计,而各种新工艺,新材料,新元件,新刀具,新控制系统等也将运用在珩磨机床上,未来的珩磨机床的加工精度会更高,加工效率更快,加工范围更广泛。
三、毕业设计所用的方法 1. 在学校图书馆查阅相关资料; 2. 在工厂实践毕业实习; 3. 通过老师和工程师的指导; 4. 通过浏览因特网上的相关资料; 5. 通过对相关资料和数据的理论计算和分析。
一、教学目标1. 知识目标:(1)了解内孔珩磨机的结构、工作原理及用途。
(2)掌握内孔珩磨机的操作方法和注意事项。
(3)熟悉内孔珩磨机的维护与保养。
2. 技能目标:(1)能熟练操作内孔珩磨机进行内孔加工。
(2)能根据加工要求调整机床参数,保证加工质量。
(3)能解决内孔珩磨机在加工过程中遇到的问题。
3. 素质目标:(1)培养严谨的工作态度和良好的职业道德。
(2)提高学生的动手能力、创新能力和团队合作精神。
(3)激发学生对机械加工行业的兴趣,树立正确的职业观念。
二、教学内容1. 内孔珩磨机的结构及工作原理2. 内孔珩磨机的操作方法3. 内孔珩磨机的调整与加工参数4. 内孔珩磨机的维护与保养5. 内孔珩磨机加工常见问题及解决方法三、教学过程1. 理论教学(1)介绍内孔珩磨机的结构、工作原理及用途。
(2)讲解内孔珩磨机的操作方法、注意事项及加工参数调整。
(3)分析内孔珩磨机加工常见问题及解决方法。
2. 实践教学(1)让学生观看内孔珩磨机的操作视频,了解操作流程。
(2)分组进行内孔珩磨机的实际操作,教师现场指导。
(3)学生独立完成内孔珩磨机加工任务,教师巡回检查。
(4)学生汇报加工成果,教师点评并提出改进意见。
3. 总结与反思(1)教师总结本次课程的重点内容,强调注意事项。
(2)学生分组讨论,分享操作心得,总结经验教训。
(3)教师点评学生的表现,给予鼓励和指导。
四、教学评价1. 学生对内孔珩磨机的认识程度。
2. 学生操作内孔珩磨机的熟练程度。
3. 学生解决加工问题的能力。
4. 学生对课程的满意度。
五、教学资源1. 内孔珩磨机的实物或图片。
2. 内孔珩磨机的操作视频。
3. 内孔珩磨机的相关教材和资料。
六、教学进度安排1. 第一周:讲解内孔珩磨机的结构、工作原理及用途。
2. 第二周:讲解内孔珩磨机的操作方法、注意事项及加工参数调整。
3. 第三周:讲解内孔珩磨机的维护与保养。
4. 第四周:实践操作,学生分组进行内孔珩磨机加工。
立式珩磨机设计-开题报告摘要:本文旨在设计一台立式珩磨机,以解决目前市场上横向研磨机存在的一些问题,如安全性、精度等。
通过详细分析市场需求和技术要求,确定了设计方向和目标。
本设计将通过改进机械结构、优化控制系统和引入自动化技术来提高机器的性能和使用便利性。
设计方案将基于现代设计理论和机械原理,并利用计算机辅助设计软件进行模拟和优化。
预计该立式珩磨机将具有更高的加工精度、更高的安全性和更高的生产效率。
本设计将分为产品需求分析、设计方案、工艺技术和设计效果评估等几个部分进行详细阐述。
1.介绍立式珩磨机是一种常见的金属加工设备,用于对工件表面进行研磨处理。
它具有研磨效果好、加工精度高、生产效率高的特点,广泛应用于各个领域。
然而,目前市面上存在一些问题,如安全性不高、精度不稳定等。
因此,本设计旨在开发一种新型的立式珩磨机,以提高其性能和使用便利性。
2.产品需求分析根据市场调研和用户反馈,我们对新型立式珩磨机的需求进行了分析。
主要需求有:-安全性:研磨机在使用过程中需要具备良好的安全性能,包括防护装置、紧急停机按钮等。
-精度:研磨机的加工精度对于产品的质量和性能具有重要影响,因此需要提高加工精度和稳定性。
-生产效率:提高生产效率是制造企业的重要目标,因此新型研磨机需要更高的加工效率和生产能力。
-使用便利性:用户在使用过程中需要方便、简单的操作界面和功能布局,减少使用和维护的困扰。
3.设计方案根据需求分析,我们制定了以下设计方案:-机械结构改进:优化研磨机的结构设计,提高其加工精度和稳定性。
通过改进支撑结构、加强主轴和床身刚性等措施,提高机械性能。
-控制系统优化:引入先进的控制系统,如PLC控制、伺服驱动等,提高机器的精度和稳定性。
同时,加入监控系统,实时检测机器运行状态和异常情况,保障安全性。
-自动化技术应用:引入自动化技术,如自动上下料系统、自动夹具换位系统等,提高生产效率和使用便利性。
4.工艺技术在设计过程中,我们将运用现代设计理论和机械原理,通过计算机辅助设计软件进行模拟和优化。
立式珩磨机珩磨头设计(三维建模CAD图纸)立式珩磨机珩磨头设计(三维建模CAD图纸)摘要珩磨加工是一种具有广泛前途的切削技术, 它不仅是一种能提高表面粗糙度的加工方法,而且成为能够快速可靠地去除一定的余量、提高表面粗糙度和精度的一种半精加工和精加工的工艺方法.珩磨不需要特殊的条件就能使零件获得精确的尺寸、几何精度、良好的表面质量和高的使用寿命,因而很快地推广应用于船舶、轴承、军工和工程机械等制造业中。
由于近几年对大型零件的需求不断增加,进而对珩磨头的结构设计提出了新的需求。
本毕业设计正是从实际使用出发,进行珩磨机珩磨头的设计。
本设计是对珩磨头的结构设计,首先通过实习认识了解珩磨机的工作原理,清楚其结构组成;然后重点观察现有珩磨头的结构,对特定型号的珩磨机掌握其运动参数的选择原则、油石个数的选择及分布原理、涨锥的设计技术要求以及进给机构的运动装置等; 最后了解现有珩磨头结构的缺点,确定对大孔加工所用珩磨头的总体方案。
其次利用设珩磨头结构的设计原理对各个具体零件进行详细的设计,然后对个别零件进行校核,使设计出的结构可确保磨削可靠运行, 在此基础上完成了本毕业论文的写作。
最后绘制整套的装珩磨头结构的装配图和零件图。
通过对本课题珩磨头的结构设计, 使书本知识和理论与实际生产相结合,加强了对机械零件、机械制造工艺学以及现代磨削技术等相关专业知识的理解, 使自己能运用书本知识设计出基本符合生产要求的零部件。
在论文中我充分地运用了大学期间所学到的知识。
进行了研究,巩固和深化,达到了预期的设计意图。
关键词:珩磨头;涨锥;进给机构;油石;THE?STRUCTURE?DESIGN?OF?THE?HEAD?OF?A?MACHINE?HONING?ABSTRACT?Honing? processing? is? a? kind? of? extensive? promising? cutting?technology,It? is? not? only? a? kind? of? surface? roughness? can? improve? the?processing?method,?and?be?able?to?quickly?remove?certain?allowance?r eliable,?improving? the? surface? roughness? and? the? precision? of? a? half? finishing? and?finishing? process?method.?Honing? don't? need? special? conditions? can? make?parts?get?precise?dimensions,?geometric?accuracy?and?good?surface?quality?and?high?service?life?,?so?quickly?applied?on?ships,?bearing,?military,?and?engineering?machinery? and?other?manufacturing?industries.?Because?of? the?large?parts?in?recent?years,?and?the?increasing?demand?for?honing?th e?structure?design?head?puts?forward?new?requirements.?The?graduation?design?is? starting?from?the?actual?use,?honing?head?design?machine?honingThis?design? is? the?structure?design?of?head?honing,first,? through?internships?understanding the?working?principle?of?honing,?clear?machine?and? its? structure? is? composedThen? the? key? observe? the? structure? of? the?existing?honing,and?master?the?models?of?the?motion?parameters?selec tion?for? head? of? honing? machines? principle? in? particular,? the? selection? and?oil?stone?number?distribution?principle,?the?design?technology?requi rements?up?cone?and?the?movement?to?institutions?into?devices??Finally?under stand?the?shortcomings?of?existing?honing?,determine?the?head?of?structure?of? large?hole?processing?the?overall?scheme?ofhoning?head?usedSecondly?using?the?design?principle?of?the?head?deta iled?design?each?structure?of? specific?parts.?Then,?checking? the?individual?parts?of?designed?structure?can?ensure?grindingreliable?operation.?Based?on?this?completed?this?graduation? thesis?writingFinally? draw? full? sets? of? outfit? honing? the? head?structure?of?spare?parts?and?assembly?drawingThrough?this?project?st ructure?design?of?honing?head, make?text?book?knowledge? and? theory? combining?with? practical? production,? Strengthening?the? understanding? of? the? mechanical? parts,? mechanical? manufacturing?technology? and? modern? grinding? technology? and? related? professional?knowledge? understanding.?Make?me? to? use? the? book? knowledge? designed?with?production?requirements?of?the?basic?components?Make?me?to?use? the?book? knowledge? to? design? the? basic? components? with? productionrequirements.?In?the?paper,?I? fully?using?university?period?the?knowledge? I?have? learned,then? Studied,? strengthening? and? deepening,? to?achieve? the?expected?design?intentKEY?WORDS:?Honing?head??feeding?institutions? Rise?cone? oil?ston;目录第一章前言 5?1.1 课题研究的目的及意义 5?1.2 国内外研究状况6?1.3 课题研究基本设计思路和研究手段. 2? 1.4 论文结论和成果形式9? 第二章精整加工技术 5?2.1 精整加工的范畴及特点. 5?2.2精整加工机理6?第三章普通珩磨 7?3.1 珩磨加工原理. 7?3.2 珩磨加工的特点 10?3.3 珩磨的切削过程 11?3.4 珩磨头的结构形式12?第四章珩磨头的结构设计. 22?4.1 珩磨油石的选择 22?4.2 珩磨头基体结构设计 24?4.3 涨锥的设计 28?4.4 导向装置的设计 30?4.5 手动进给机构的设计 30?第五章珩磨用量的选择33?5.1 切削速度 V与网文夹角. 33?5.2 油石工作压力的选择 36?5.3 扩涨进给速度的选择 37?5.4 工作行程的调整与计算385.5 加工余量的选择 39?5.6 珩磨前工序要求 40?5.7 珩磨液的选择40?第六章珩磨头结构薄弱零件的校核 42? 6.1 零件 3圆柱销扭转强度的校核42? 6.2 零件 11 六角头沉头螺钉的强度校核 43? 结束语 46?致谢47?参考文献48?第一章前言1.1 课题研究的目的及意义本课题要求设计珩磨机珩磨头的结构,随着科学技术的迅速发展,国民经济各部门所需的多品种、多功能、高精度、高质量、高度自动化的技术装备的开发与制造,促进了先进制造技术的发展。
本科毕业设计(论文) 题目:立式内孔表面珩磨机的总体设计系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导教师:2013年05月立式内孔表面珩磨机的总体设计摘要随着科学技术的迅速发展,国民经济各部门所需求的多品种、多功能、高精度、高品质、高度自动化的技术装备的开发和制造,促进了先进制造技术的发展。
珩磨加工是一种最常用的内孔表面加工方式,近年来随着对油缸等产品市场需求量的大幅提升,如何找到经济高效的内孔精密加工方法,成为许多厂家面临的课题。
磨削加工技术是先进制造技术中大的重要领域,是现代机械制造业中实现精密加工、超紧密加工最有效、应用最有效的基本工艺技术。
本次设计从分析机械系统设计的任务和目标开始,介绍机械系统的组成,各组成部分之间的配置,选择和结构匹配性设计,以及进行机械系统整体设计时应该考虑哪些问题,目的是培养学生结构设计创新和整体设计的能力,培养自己的综合分析和解决本专业的一般工程技术问题的独立工作能力,以加强对理论知识的理解。
本次设计首先是珩磨机的总体设计,主要包括主轴箱,珩磨头,主轴以及带传动、液压系统传动等部分的设计。
对珩磨机做了简单介绍,接着对珩磨机的主要部件进行了尺寸计算和校核。
该设计代表了珩磨机设计的一般过程。
关键词:珩磨机;主轴;珩磨;液压系统AbstractWith the rapid development of science and technology, the demand of national economic sectors more varieties, multi-function, high precision, high quality, high automation technology and equipment development and manufacturing, to promote the development of advanced manufacturing technology. Honing processing is one of the most commonly used way of inner hole surface treatment, in recent years, along with the market demand for oil cylinder and other products, how to find a economic and efficient inner hole precision machining method, many manufacturers are faced with the task. Grinding technology is one of the important areas, cuhk advanced manufacturing technology is implemented in modern mechanical manufacturing precision machining, the super close the most effective, the application of the most effective technology.This design from the analysis of mechanical systems design tasks and goals, the composition of the mechanical system is introduced in this paper, configuration, between each component matching selection and structure design, and what issues should be considered when the overall design of mechanical system, the purpose is to cultivate students innovative structural design and the overall design ability, cultivating their comprehensive analysis and solve this major general engineering technical problem of ability to work independently, to strengthen the understanding of theoretical knowledge. First is the overall design of honing machine, the design mainly includes the main spindle box, honing head, shaft and belt transmission, hydraulic system and other parts of the design. For honing machine to do a simple introduction, and then for a major part of the honing machine to calculate and check the size. This design represents the general process of honing machine design.Key Words:honing ;machine headstock ;honing;hydraulic system目录1 绪论 (1)1.1 普通珩磨加工 (1)1.2 珩磨加工原理 (1)1.3 珩磨加工特点 (2)1.4 课题来源及组织架构 (3)2总体方案设计 (4)2.1 整体布局设计要求 (4)2.2 珩磨机床结构特点 (4)2.3 珩磨机床传动部分设计 (4)2.3.1 立式珩磨机特点 (4)2.3.2 设计传动部件 (5)2.3.3 珩磨前工序要求 (5)2.4 珩磨液的选择 (6)3 立式珩磨机结构计算 (7)3.1 珩磨头工艺参数的计算 (7)3.1.1 选择珩磨油石 (7)3.1.2 加工余量 (7)3.1.3 珩磨油石的越程 (8)3.2 设计计算珩磨速度 (8)3.3 珩磨机主运动参数 (9)3.3.1 主运动参数 (9)3.3.2电机的选择 (10)3.3.3 传动比分配 (11)3.4 减速器的设计 (12)3.4.1 减速器的类型 (12)3.4.2 减速器选用 (12)3.4.3 ZDY100型减速器特点 (13)3.5 带传动的设计 (13)3.5.1 确定计算功率 (13)3.5.2 选取V带带型 (13)3.5.3 确定带轮基准直径并验算带速 (14)3.5.4 带速验算 (14)3.5.5 V 带基准长度和传动中心距的确定 (14)3.5.6 验算小带轮包角 (14)3.5.7 计算V 带根数 (15)3.5.8 计算单根V 带预紧力min 0)(F (15)3.5.9 计算轴压力F (15)3.5.10 带轮结构 (15)3.6 直齿锥齿轮的设计计算 .............................................................................................. 15 4 轴的结构设计 .. (19)4.1 轴结构设计基本要求 (19)4.2 改善轴装配及加工工艺一些措施 (19)4.3 轴刚度校核 (19)4.3.1 轴Ⅰ结构 (20)4.3.2 轴强度验算 (23)4.3.3 轴材料及热处理........................................................................................ 27 5 轴承选用及校核 (28)5.1 轴承选用及校核 (28)5.2 滚动轴承预紧和游隙....................................................................................... 28 6 液压油缸的设计计算 (31)6.1 确定液压缸内径 (31)6.2 确定缸筒厚度 (32)6.3 缸筒底部厚度计算 (32)6.3.1 缸筒加工要求 (32)6.3.2 活塞杆结构 (32)6.4 活塞杆校核 (32)6.5 活塞杆加工要求 (33)6.6 机架设计........................................................................................................... 33 7 总结 ....................................................................................................................... 35 参考文献 ................................................................................................................... 36 致谢 ............................................................................................................................ 37 毕业设计(论文)知识产权声明 .................................... 错误!未定义书签。
毕业设计(论文)独创性声 .. (38)1 绪论1.1 普通珩磨加工珩磨是指用镶嵌在珩磨头上的油石(又称珩磨条)对精加工表面进行的精整加工,又称镗磨。
主要加工直径5~500毫米甚至更大的各种圆柱孔,孔深与孔径之比可达10或更大。
在一定条件下,也可加工平面、外圆面、球面、齿面等。
珩磨头外周镶有2~10根长度约为孔长1/3~3/4的油石,在珩孔时既旋转运动又往返运动,同时通过珩磨头中的弹簧或液压控制而均匀外涨,所以与孔表面的接触面积较大,加工效率较高。