铝合金焊接工艺
- 格式:pdf
- 大小:147.28 KB
- 文档页数:2
铝合⾦焊接⼯艺
铝合⾦焊接⼯艺
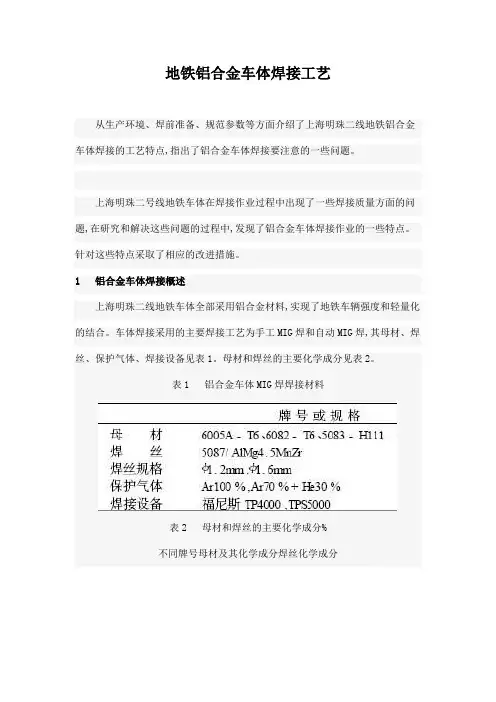
铝合⾦具有较⾼的⽐强度、断裂韧度、疲劳强度和耐腐蚀稳定性,并且⼯艺成形性和焊接性能良好,MIG焊是铝合⾦焊接的主要⽅法之⼀。由于铝合⾦表⾯华丽的⾊泽等诸多优点⽽被⼴泛应⽤于航空、航天及其它运载⼯具的结构材料;如运载⽕箭的液体燃料箱,超⾳速飞机和汽车的结构件以及轻型战车的装甲等。本⽂主要研究了MIG焊接6063铝合⾦的⼯艺⽅法。1.1焊接材料
戳I I 焊接所采⽤的母材为6063铝合⾦,焊接壁厚在3mm以上时,开V形坡⼝,夹⾓为60。?70°,空隙不得⼤于1mm,以多层焊完结;焊丝所⽤的材料为5356铝合⾦焊丝;壁厚在3mm以下时,不开坡⼝,不留空隙,不加填充丝;焊接薄铝件,最好是⽤低温铝焊条WE53。
1.2焊前准备
1.2.1坡⼝加⼯
\戸⼖
铝材可采⽤机械或等离⼦弧等⽅法切割下料。
坡⼝加⼯采⽤机械加⼯法。加⼯坡⼝表⾯⾼应平整、⽆⽑刺和飞边。
坡⼝形式和尺⼨根据接头型式,母材厚度、焊接位位置、焊接⽅法、有⽆垫板及使⽤条件。1.2.2焊接⼯艺参数的选择
应在焊接⼯艺规程规定的范围内正确选⽤焊接⼯艺参数
表1⼿⼯钨术氩弧焊接⼯艺参数精⼼整理
2.1焊前清洗
⾸先,⽤丙酮等有机溶液除去油污,两侧坡⼝的清理范围不⼩于50mm,坡⼝及其附近(包括垫板)的表⾯应⽤机械法清理⾄露出⾦属光泽。焊丝去除油污后,应采⽤化学法除去氧化膜,可⽤5%?10%的NaOH溶液在70C下浸泡30?60s,清⽔冲/ ----- 7 - ' ------ \ -- ---------- 1 尹--------------------------------------- 1 2 3
3)定位焊缝如发现缺陷应及时处理。对作为正式焊缝⼀部分的根部定位焊缝,
还应将其表⾯的⿊料,氧化膜清除,并将两端修整成缓坡型。4)拆除定位板时不应损伤母材。拆除后应将残留焊⾁打磨⾄与母材表⾯齐平。
3.1.2焊接⼯艺应符合下列要求:
2⼿⼯钨极氩弧焊应采⽤交流电源。熔化极氩弧焊应采⽤直流电源,焊丝
接正极。3为了减少焊接变形,应采了取合理的施焊⽅法和顺序。或进⾏刚性固定,
并应预先考虑收缩量8)纵焊缝两端应装上铝制的引弧板和引出板。纵环焊清理弧坑后接续焊时也宜在引弧板上引然电弧,待电弧燃烧稳定后在进⾏焊接。
9)当喷跑上有明显阻碍氩⽓流流通的飞溅物附着时,必须将飞溅物清除或交换喷嘴,当钨极端部出现污染,形状不规则等现象时,必须修整或更换。4. 1焊后清理
焊后留在焊缝及附近的残焊剂和焊渣会破铝表⾯的钝化膜,有时还会腐蚀铝
洗后,再⽤10%的HNO3常温下浸2min ,清⽔冲洗⼲净后⼲燥处理。清理后的焊件、焊丝在4h内应尽快完成施焊。■ -J3.1焊接⼯艺要求
3.1.1定位焊缝应符合下列规定:
1)焊件组对可在坡⼝处点焊定位,也可以坡⼝内点固。焊接定位焊缝时,选⽤
的焊丝应与母材相匹配。2)定位焊缝就有适当的长度,间距和⾼度,以保证其有⾜够的强度⾯不致在焊
11 )r~
接过程中开裂。
精⼼整理3)正式焊接前,可在试板上进⾏堆焊试验,调整好各⼯艺参数,并确认⽆⽓
孔后在进⾏正式焊接。4)在保证焊缝熔透和熔合良好的条件下,应在焊接⼯艺规程允许范围内尽量采⽤⼤电流、快焊速施焊。焊丝的横向摆幅度不宜超过其直径的三倍。
5)⽆特殊要求时,焊件焊接前不进⾏预热。多层焊时,层间温度尽可能低,宜不⾼于100C。
6)钨极氩弧焊时,焊接过程中焊丝端部不应离开氩⽓保护区,焊丝送进时与焊缝表⾯的夹⾓宜在15度左右。焊枪与焊缝表⾯夹⾓宜保持在80度~90度之
间。对于厚度不⼩于4mm的⽴焊和横焊位置的焊缝,当条件允许时,底层焊接可采⽤双⾯同步氩弧焊⼯艺。I \ ". h ' | 7 ?
7)焊接过程中,焊层间的氧化膜、过⾼焊⾁及其它焊接缺陷必须清除。对需清根的双⾯焊或进⾏封度焊的焊缝,就采⽤机械法清理焊根。
件,应处理⼲净。⼀般可⽤热⽔冲刷或蒸汽吹刷等简单⽅法处理。