轴类零件检测i5讲解
- 格式:ppt
- 大小:3.97 MB
- 文档页数:33
项目五典型零件的综合检测任务一轴套类零件的综合检测【课题名称】轴类零件的综合检测【授课班级】09高辅(2)【授课教师】李红梅【教学目标与要求】一.知识目标熟悉常用轴类零件技术测量的内容、步骤和注意事项。
二.能力目标能够正确使用常用的测量工具准确测量工件的尺寸和形位误差,判断工件是否合格。
三.素质目标培养学生严谨、认真、实事求是的工作作风,公正、准确、客观地测量工件。
四.教学要求1.正确读懂图样中形位公差标注符号的含义。
2.能够正确地使用各种量具,并准确读值。
【教学重点】正确使用量具,准确地读值。
【难点分析】1. 读懂图样,特别是形位公差的标注。
2. 正确使用测量工具并准确读值。
【分析学生】1. 学生的识读能力较差,通过练习应能看懂图样,特别是形位公差标注的含义。
2. 学生使用测量工具需要有个熟悉的过程,开始时可能测量不准,特别是会用力不当,可能会造成测量误差。
此外,游标卡尺自身的不准确也会造成误差的变化,所以应当教会学生如何正确使用、调整游标卡尺的精度。
【教学设计思路】1. 学生上课前,应事先做好预习,注重看懂图样,熟悉测量步骤和注意事项。
2. 教师作必要的讲解,如测量的要领和安全操作规范。
3. 学生按要求进行测量并做好记录,教师巡视指导并解答问题。
4. 教师总结。
【教学安排】1学时少讲多练,以练为主,在练习中锻炼提高。
【教学过程】传动轴检测报告单体会二:读数正确吗?请填写读数不太会的量具()体会三:尺寸误差和形位误差哪种容易测量。
()体会三:在活动中你们有没有相互合作,相互学习。
()体会四:今天最大的收获是什么?()作业:请写出圆度的检测方法?圆度和圆柱度误差的确定有何不同?。
轴类零件检测方法研究[摘要]本文主要介绍测量轴类零件的尺寸及形位公差的方法及测量过程中应注意事项,并分析影响测量的因素及避免带来测量误差的方法。
[关键词]轴类零件尺寸及形位公差检测方法研究1.概述轴类工件是机械制造行业比较常用的一类工件。
在实际的测量工作中,经常碰到轴类工件形位公差的检测问题。
在进行要素和结构分析的基础上,利用不同的测量工具,不同的检测方法会带来不同的检测结果,其测量准确度及重复性也会有所区别。
下面我们就分析一下轴类工件典型形位公差的测量方案。
2.轴类工件外尺寸的测量2.1通用卡尺测量工件外尺寸通用卡尺包括游标卡尺和数显卡尺。
游标卡尺的分度值有0.02mm、0.05mm、0.1mm,数显卡尺的分度值为0.01mm。
通用卡尺主要用来测量公差较大工件的外尺寸。
例如我们常用的分度值为0.01mm、0.02mm,测量范围为0~150mm的卡尺,其示值误差均为±0.02mm,那么只能测量公差在3倍示值误差以上的工件的外尺寸,即被测件公差±0.06mm以上工件外尺寸的测量。
2.2千分尺测量工件外尺寸千分尺包括螺旋测微类千分尺和数显千分尺。
螺旋测微类千分尺的分度值有0.01mm,数显千分尺的分度值为0.001mm。
千分尺主要用来测量公差相对较小工件的外尺寸。
例如我们常用的分度值为0.01mm,测量范围为0~50mm的螺旋测微类千分尺,其示值误差为±0.004mm,那么只能测量公差在3倍示值误差以上的工件的测量,即被测件公差±0.012mm以上工件的测量。
而分度值为0.001mm的数显千分尺,其示值误差为±0.002mm,那么可以测量公差在3倍示值误差以上的工件的测量,即被测件公差±0.006mm以上工件的测量。
2.3杠杆千分尺测量工件外尺寸杠杆千分尺的分度值分别为0.001mm、0.002mm及0.005mm。
主要用来测量精密工件的外尺寸,由于用量块采用比较测量法进行测量,所以其测量精度比外径千分尺高。
中山科星汽车设备有限公司Q P10-10-03-A
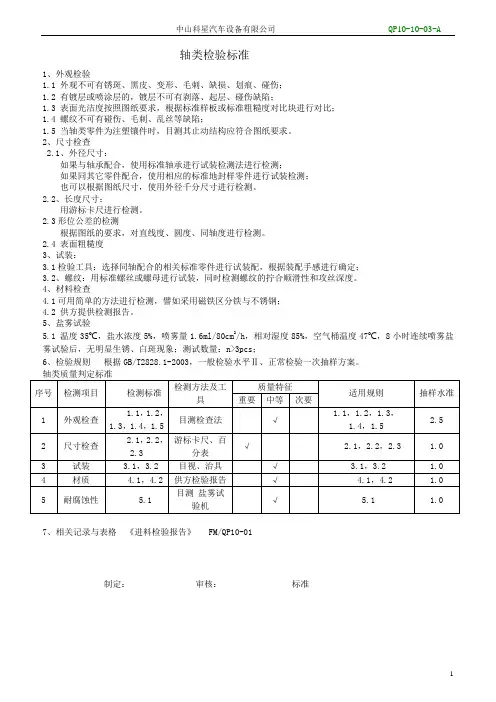
轴类检验标准
1、外观检验
1.1 外观不可有锈斑、黑皮、变形、毛刺、缺损、划痕、碰伤;
1.2 有镀层或喷涂层的,镀层不可有剥落、起层、碰伤缺陷;
1.3 表面光洁度按照图纸要求,根据标准样板或标准粗糙度对比块进行对比;
1.4 螺纹不可有碰伤、毛刺、乱丝等缺陷;
1.5 当轴类零件为注塑镶件时,目测其止动结构应符合图纸要求。
2、尺寸检查
2.1、外径尺寸:
如果与轴承配合,使用标准轴承进行试装检测法进行检测;
如果同其它零件配合,使用相应的标准地封样零件进行试装检测;
也可以根据图纸尺寸,使用外径千分尺寸进行检测。
2.2、长度尺寸:
用游标卡尺进行检测。
2.3形位公差的检测
根据图纸的要求,对直线度、圆度、同轴度进行检测。
2.4 表面粗糙度
3、试装:
3.1检验工具:选择同轴配合的相关标准零件进行试装配,根据装配手感进行确定;
3.2、螺纹:用标准螺丝或螺母进行试装,同时检测螺纹的拧合顺滑性和攻丝深度。
4、材料检查
4.1可用简单的方法进行检测,譬如采用磁铁区分铁与不锈钢;
4.2 供方提供检测报告。
5、盐雾试验
5.1 温度35℃,盐水浓度5%,喷雾量1.6ml/80cm2/h,相对湿度85%,空气桶温度47℃,8小时连续喷雾盐雾试验后,无明显生锈、白斑现象;测试数量:n>3pcs;
6、检验规则根据GB/T2828.1-2003,一般检验水平Ⅱ、正常检验一次抽样方案。
7、相关记录与表格《进料检验报告》 FM/QP10-01
制定:审核:标准
1。
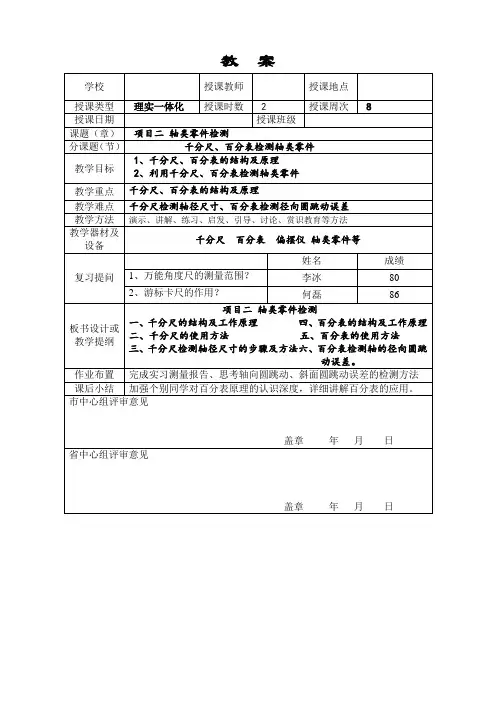
教案实习训练二轴类零件的检测姓名:班级:学号:一、实训目的掌握千分尺、百分表的使用方法,测量轴类零件尺寸及径向圆跳动误差。
二、被测工件三、量具、工具千分尺、百分表、偏摆仪等四、量具的维护与保养(1)不可以把千分尺拿在手中任意挥动或摇转,这样会使精密的测微螺杆受到损伤。
(2)不能用千分尺测量正在旋转的工件或带有磁性的工件。
(3)百分表要轻拿轻放,上上好防锈油,放入指定的盒内(4)使用时表架要放稳,以免百分表跌落损坏。
(5)严防水、油等进入表内,不允许随便拆卸表的后盖。
(6)如果不是长期不用,测量杆不准涂凡士林或其他油类,以免影响测量杆移动的灵活性。
五、测量方法及步骤六、完成测量,判断零件合格性生产实习课题化教学教案首页教学环节教学内容与过程师生活动教学方法设计目的课堂组织:检查学生出勤、装束、精神状态。
师生互相问候。
调动学生激情,调节课堂气氛师生互动提醒学生做好上课准备一、复习旧知识1、游标卡尺的作用?答:可以测量外形尺寸、内径、深度。
2、万能角度尺组合测量范围有哪些?(1) 由基尺、角尺、直尺组合,可以测量可测量0°~50°(2) 由基尺、直尺组合,可以测量可测量50°~140°(3) 由基尺、角尺组合,可以测量可测量140°~230°(4) 由基尺可以测量可测量230°~320°二、导入新课1、播放视频2、思考一、轴类零件的用途是什么?思考二、如何判断轴类零件的合格性?思考问题回答提问积极响应启发式教学巩固已学知识,使学生在掌握旧知的基础上,拓展知识面,加强对旧知的应用,并由旧知导入新课,给学生设置悬念,明确新学知识的作用。
5一、外径千分尺1.外径千分尺结构外径千分尺如图所示,主要由尺架、固定测砧、测微螺杆、固定套筒、微分筒、测力装置、隔热片、锁紧装置等组成。
2. 刻线原理千分尺应用螺旋副的传动原理,将角位移转变为直线位移。

轴孔类零件同轴度的检测与误差分析同轴度的检测直接影响着相关工业产品的质量和互换性。
针对轴孔类零件,主要探讨了其同轴度误差的检测方法,给出了检测的改进方法,并分析了引起测量误差的主要原因,为检测人员的检测操作提供指导。
标签:轴孔类零件;同轴度;检测;误差分析引言现代工业大批量和高效率的生产对产品质量以及互换性要求越来越高。
轴孔类零件作为工业产品中最为常见的一类,其形位公差检测的主要内容就是同轴度的检测,在已有检测方法的基础上加以改进,保证测量结果的真实和准确性,才能反应产品的真实状态从而保证产品的质量。
1 同轴度误差的检测轴孔类零件在实际生产中具有不同的结构形式,同轴度的要求在不同的使用场合也各有不同,所以相应的同轴度误差的检测方法也就不同。
1.1 轴类零件的同轴度误差检测对于轴类零件,测量时调整基准轴线和仪器的旋转轴线同轴,使仪器的旋转轴成为参考基准,这时测量所得被测轴线相对于参考基准的误差值就是该轴类零件的同轴度。
轴类零件同轴度的检测方法通常有:三坐标测量机测量法、圆度仪测量法、打表法(对径差法)测量。
下面主要介绍对径差法测量。
如图1所示装置,在测量以公共轴线为基准的同轴度误差时,平板面作为测量基准,由V形块模拟体现公共基准轴线。
首先放置被测零件要素的中截面在两个同等高度的V形块上,安装指示表,保证两个指示表和被测轮廓要素轴线铅垂面内的上下母线分别接触,一端调零后平行于基准线在平板上拉动测量架,使测量架从被测元素轮廓一端测到另一端,同时记录记录表读数Ma和Mb,那么这两个截面上的同轴度误差就是两记录表数值差值的绝对值f=|Ma-Mb|,再转动被测零件,按上述方法测量若干对截面上的同轴度误差值,选取其中最大的值作为最终该被测零件的同轴度误差。
1.2 孔类零件同轴度误差的检测随着科学技术的发展,三坐标测量机在几何量检测领域已经十分普及,与传统的测量方法相比,三坐标测量机测量同轴度的最大优点是利用建立工件坐标系,可以做到无须转动工件,无须专用芯轴或专用的支架,无须机械找准,只需用测头系统的探针对工件取点采样,利用测量软件快速输出测量结果。

《零件测量与质量控制技术》教案2016—2017学年授课班级:15机械预科专业:机械制造技术授课教师:李永平浙江省衢州中等专业学校课时工作计划№:一. 复习旧课先检查学生的识图能力,请同学回答教材中图5-2所示轴中的结构组成,在外径上有哪些尺寸需要测量,没有标注尺寸公差的数值有无要求,有多少个位置公差要求等。
二、导入新课凡是没有标注尺寸公差的尺寸并不是没有公差,应当从表中查出允许偏差值。
测量该轴的形位公差值需要用哪些量具?如何正确使用千分尺?三、讲授新课1. 分析零件图图5-2所示的零件是常见的阶梯轴,最大外径为62 mm,最小外径为45 mm,共分为4个圆柱,其中3个圆柱处有公差要求。
对圆柱还有同心度、圆柱度和径向圆跳动的要求。
2. 外径尺寸公差检测选用测量范围为25~50 mm、50~75 mm的千分尺作为量具,使用前先用验棒检查千分尺的准确度,如果零线不能对齐时,需要用千分尺的专用工具调整零线后方可使用。
测量④处外径时,当千分尺的活动砧座贴近工件时,应使用千分尺的测力控制装置拧紧,直到装置中的棘爪机构发出“吱、吱”的响声为止,表示用力恰当,所测出的读数准确,不可用力过度。
读数时注意固定套筒横线上的短刻度线是否露出来,如果露出上面的短线,说明微分套筒已经拧过一圈,表明已经轴向移动了0.5 mm,因此测量结果应当在读数值的基础上再加上0.5 mm才是工件的实际外径。
测量时,注意在圆柱长度上选择2~3处测量,确保其圆柱长度上不存在锥度。
同时,两砧头应当位于外径最大值处,并且应与工件轴线垂直。
3. 长度尺寸测量用游标卡尺检测,同样应先检查卡尺的精度,即两卡爪合并时,主、副尺的零线应当对齐,如不对齐,应记住误差值,说明游标卡尺自身有误差,应当在测量结果后将误差值除去,这才是工件的真实长度。
一般情况下,长度尺寸都能满足图样的尺寸要求。
4. 圆柱度和径向圆跳动的测量为了检测,需要在工件的两端加工出中心孔作为工艺孔,以检验圆柱度。