道钉热锻造成形模拟分析报告
- 格式:doc
- 大小:7.00 MB
- 文档页数:27
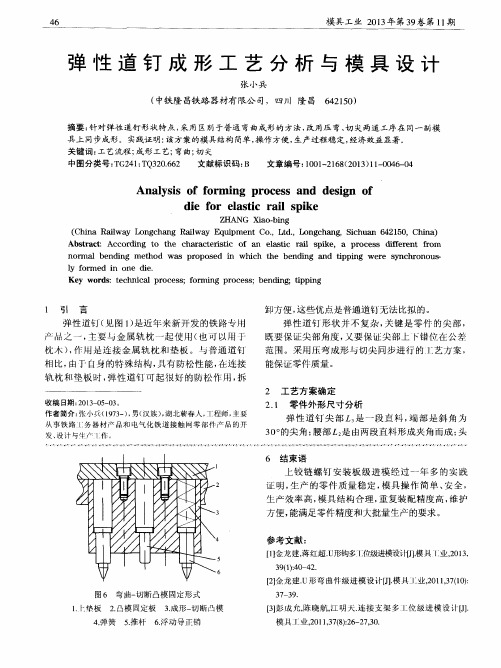
弹性道钉成形生产工艺及模具设计分析摘要:现在随着社会的不断进步,经济的不断发展,我国对金属配件的成型生产技术也有了很大的提高。
零件的生产对于人类的生活中起着很大的作用,很多的企业的发展离不开零件的制作,无论是工业还是农业,都离不开零件的制作。
因为它关系着机械的制造和国家经济的发展。
现在很多企业把目光投入到弹性道钉的生产方面,同时也给他们带来了很大的发展,因为弹性道钉一般情况下的道钉不同,它能够很好的防止松动的问题,同时还具有拆卸简单等优点,在铁路上有着非常好的应用效果。
下面笔者就弹性道钉成型的生产工艺和它的模具的设计向大家做出了简单的介绍,希望能够对相关人士有一些帮助。
关键词:弹性道钉;生产工艺;模具的设计在社会不断进步的今天,现在很多的企业在金属配件加工上不仅仅注重数量,对很多工艺的质量也越来越重视,尤其是在新工艺的应用上。
所以很多企业也研发了一些新技术新工艺来发展自己的实力,在众多的新技术中,弹性道钉的技术的发展对于铁路事业起到了很大的作用,它作为研发的新技术之一,有着很大的优点,普通的道钉虽然也起到连接的作用,但是却有很大的弊端,但是弹性道钉就很好的克服了这些弊端,在使用方面,弹性道钉能够很好的防止松动,因为它是和金属轨枕一起使用,能够将垫板和轨枕进行连接,这样就达到了防止松动的效果,同时它也是非常容易拆卸的,让零件的组装变得非常的简单。
它的生产工艺也不是特别复杂,主要是零件的尖部的位置,有些复杂,这是就一定要保证工艺的规格性。
1.对于生产工艺的研究1.1.零件形状尺寸的研究要了解弹性道钉的生产工艺,首先就要了解道钉的零件的尺寸及形状。
道钉是尖部是直料,然后尾部是一段尖角,然后两直料之间形成一定的夹角形成了中部。
了解完道钉的一般形状,再具体了解一下它的组成。
道钉的头部是三段圆弧组成的,尖部的地方和腰身的地方经过简单的弯曲,这样它们就可以组合在一起了。
在尖部的地方要进行切断成型的方法,一定不能使用热压的方法,否则就会造成料的两侧的流动,不能达到道钉的规范性。
基于DEFORM的长径比对热镦GCr15球坯质量影响的模拟研究绪论对于GCr15轴承钢的制造而言,直径在25mm以下时通常采用冷镦工艺,当直径超过25~28mm时,由于变形抗力过大,模具损坏严重,通常采用热镦或热轧工艺,以减小变形抗力,提高尺寸精度,保证机械性能。
因此,本文中直径为45mm的GCr15钢球制造采用热镦工艺。
长径比,即圆棒料的长度和直径之比(L/D),在轴承钢球热镦工艺设计中是一项重要的参数。
长径比过大时,坯料长而细,锻压时容易产生弯曲,造成局部应力过大,模具损坏严重,甚至有“闷车”危险;长径比过小时,坯料粗而短,锻造完成后两极组织疏松,赤道组织致密,造成整体致密度不均与,光球和研磨后圆度合格率不高。
根据实际生产工艺手册,对于热镦轴承钢球的制造,圆棒料段长径比一般取1.8~2.3,获得最好的球坯质量。
实际生产也别是热镦成型,如果把多个不同长径比的料段分别实验,则耗资耗时。
因此利用有限元模拟软件DEFORM-3D进行模拟仿真,结合实际生产的钢球球坯,以及热镦Φ45mm GCr15轴承钢球坯为例,综合了球坯成型情况,温度场、应力场、最大主应力场分布、锻压力五个指标,探讨最佳的棒料段长径比。
1. 模拟准备工作本次模拟是对经验工艺手册的检测,验证根据经验制定的生产工艺是否真正的是最合理的。
此次模拟选用的例子是已经批量生产的一个零件———轴承滚子,其是通过热模锻的方法加工成球坯,然后经过一系列工序完成成品的生产。
滚子直径为45mm,其球坯工艺图和三维图如图1、2所示,球坯选取的材料为AI-SI-52100[1650~2200F(900-1200°C)](中国牌号GCr15),工艺为热锻工艺,模具材料选用AI-H-13[1450~1850F(800-1000°C)](中国牌号4Cr5MoSiV1),整个热镦过程持续时间为1s。
图1 球坯镦后平面图图 2 球坯镦后三维图根据绪论中描述的实验方案,我们确定不同的料径比的坯料进行模拟,但是要保证所有坯料的体积基本上与已经实际生产的坯料体积相同,这样对比起来才能够更严谨,具体尺寸如下表1:表1 不同料径对应的长径比/(mm)D 30 31 32 33 34 35L 77.67 72.74 68.26 64.19 60.47 57.06L/D 2.59 2.35 2.13 1.95 1.78 1.63因为整个模具和坯料都是对称的,因此我们只选取1/4的坯料和模具进行模拟,全部坯料初始模拟状态如下图3。
《材料成型软件应用》课程上机报告之四题目:道钉热锻造成形模拟分析报告专业:材料成型及控制工程班级:2014学号:2014姓名:一、问题描述模拟道钉热锻造成形,这里将会在3D环境下利用模具和坯料的轴对称只使用它的1/4进行模拟。
半径为1高为2.25的道钉经行热锻造分析,如下图1、图2所示。
坯料温度2000F,坯料材料为AISI--1025(1800-2200F(1000-1200C)),上下模具材料为Carbide (24%Cobalt)。
图1 图2二、问题分析对坯料及上下模进行划分10000个网格,首先阶段进行模拟控制模具的总移动时间是10s,将操作划分为50步,所以每一步的时间为0.2s。
下一个阶段进行镦粗模拟,设置好模拟参数进行镦粗,采用下模不动上模运动的方式,设置Top Die 沿-Z方向以2in/sec 的速度运动,最后对模型进行数据分析。
三、模拟计算过程1.创建一个新文件:File | New problem | Next | Next,在弹框内输入“SPK-SIM”,点击Finish按钮,进入前处理窗口。
如图 3图4所示:图3图 42.设定模拟控制:单击按钮,打开模拟控制窗口,将Simulation Title改为Spike forging,并将OperationName改为heat transfer。
确定这个单元被设置为English,而且只有Heat Transfer被激活。
如图5所示:图 5模具的总移动时间是10s,既然这是一个热传递的分析,需要定义步骤为一个时间的功能和一个模具的行程。
将操作划分为50步,所以每一步的时间为0.2s。
单击来进行步骤控制的观察,设置Number of Simulation Steps为50,设置Step Increment to Save为5,a Constant Time Increment为1秒。
如图6所示:图 63.创建新的物体:单击两次按钮,直到完成上、下模如图7所示:图74.添加坯料、上模、下模:选择中Workpiece,单击按钮,单击,定义温度为2000F。

锻造扣钉的热处理工艺与效果评估引言:扣钉作为一种常见的固定工具,广泛应用于建筑、汽车、航空航天等行业。
锻造是扣钉生产中重要的工艺环节,而热处理则是决定扣钉性能的关键步骤之一。
本文将深入探讨锻造扣钉的热处理工艺及其对扣钉性能的影响,并进行效果评估。
一、锻造扣钉的热处理工艺1. 热处理的定义和目的热处理是指通过加热、保温和冷却等一系列过程,改变金属材料的物理性质,从而达到提高其机械性能和耐磨性的目的。
在锻造扣钉生产中,热处理的目的是消除锻造过程中的应力、改善材料的组织结构,增强扣钉的强度和硬度,提高其抗疲劳性能和耐腐蚀性能。
2. 热处理工艺步骤(1)加热:将锤打好的扣钉置于炉中,以适当的温度加热,使金属达到适宜的变形温度。
(2)保温:保持金属在一定温度下的一段时间,使金属材料的晶粒得以重新排列和稳定。
(3)冷却:将保温完毕的材料迅速冷却,以形成所需的组织结构和性能。
3. 热处理工艺参数(1)加热温度:加热温度的选择应根据扣钉的材料和要求的性能确定,一般在材料的变形温度以上20~50℃进行加热。
(2)保温时间:保温时间取决于材料的种类和尺寸,通常需要在合适的温度下保温数分钟至数小时。
(3)冷却方式:常用的冷却方式有油冷、水冷、空冷等,在选择时需要考虑材料的变形性和机械性能的要求。
二、锻造扣钉热处理的效果评估1. 金属组织结构的评估热处理后,通过金相显微镜观察和分析扣钉的金属组织结构,包括晶粒的尺寸、形态、分布以及相的含量和形态等。
合理的热处理工艺应使得金属材料具有均匀细小的晶粒和适当的相含量,以提高扣钉的强度和塑性。
2. 扣钉硬度的评估通过硬度测定设备对扣钉进行硬度测试,以评估其硬度值的大小。
一般来说,热处理可以显著提高扣钉的硬度,从而增加其抗磨损能力和使用寿命。
3. 扣钉力学性能的评估通过拉伸试验、冲击试验等来评估扣钉的力学性能,包括抗拉强度、屈服强度、延伸率、断裂韧性等。
热处理可以使扣钉具有更高的力学性能,提高其在实际应用中的可靠性。

锻造实验报告锻造实验报告引言:锻造是一种重要的金属加工方法,通过对金属材料施加压力和热力,使其形成所需形状和性能的工艺过程。
本实验旨在通过锻造工艺,研究金属材料的塑性变形行为和性能变化规律,为工程实践提供参考。
实验目的:1. 了解锻造工艺对金属材料的塑性变形行为的影响;2. 掌握锻造工艺对金属材料性能的改善作用;3. 分析锻造过程中可能出现的缺陷和解决方法。
实验装置和材料:1. 锻造机:用于施加压力和热力的设备;2. 锻造模具:用于给金属材料施加形状变化的模具;3. 锻造材料:选择常见的低碳钢作为实验材料。
实验步骤:1. 准备工作:清洁锻造机和模具,确保无杂质和污染;2. 材料准备:将低碳钢材料切割成适当大小的块状;3. 加热处理:将钢材块放入加热炉中,加热至适宜的温度;4. 锻造操作:将加热后的钢材块放入锻造模具中,施加适当的压力进行锻造;5. 冷却处理:将锻造后的钢材块进行冷却处理,使其达到所需的性能。
实验结果与分析:通过对锻造后的低碳钢材料进行金相观察和力学性能测试,得到以下结果:1. 金相观察:锻造后的钢材晶粒细化,晶界清晰,无明显的晶间缺陷;2. 强度测试:锻造后的钢材强度明显提高,抗拉强度和屈服强度均有所增加;3. 韧性测试:锻造后的钢材韧性略有下降,但仍处于可接受范围内;4. 硬度测试:锻造后的钢材硬度有所增加,表明其耐磨性能得到改善。
结论:通过本次实验,我们得出以下结论:1. 锻造工艺能够显著改善金属材料的力学性能,提高其强度和硬度;2. 锻造工艺对金属材料的韧性有一定影响,需要在实际应用中进行综合考虑;3. 锻造过程中需要注意控制温度和施加压力,以避免可能出现的缺陷。
进一步研究:为了更深入地了解锻造工艺对金属材料的影响,可以开展以下研究:1. 研究不同温度和压力条件下的锻造效果,寻找最佳工艺参数;2. 探究其他金属材料在锻造过程中的性能变化规律;3. 结合数值模拟和实验验证,研究锻造过程中的应力分布和变形机制。
《材料成型软件应用》课程上机报告之三题目:长方坯锻压成型模拟分析报告专业:材料成型及控制工程班级:2014学号:2014姓名:一、问题描述如图1所示长方坯工件在室温下长方体坯料进行锻压操作并分析应力应变、位移变化情况:图1已知该长方坯工件由上下模长宽高分别为8、6、2长方体和一个长宽高为2、4、8的长方体组成;温度是在室温下68°F;材料为模具钢“AISI1035,COLD”。
二、问题分析在室温下对长方坯工件进行锻压模拟,划分10000个网格,上模运动下模静止的方式,设定上模运动速度为每秒2,锻压成型模拟一共分为30步。
首先要模拟计算过程创建新问题创建新问题,设置模拟控制参数,加载模拟对象数据其中包括模型导入,网格划分,设置材料属性,添加上下模的移动还有设置温度,最后对模型进行数据分析。
三、模拟计算过程1、创建新问题:打开工作界面,单击File | NewProblem,选择DEFORM-3Dpre-processor,单击Next,输入文件名为“block”,单击Finish,进入前处理界面,如图2图3所示:图2图32、设置模拟控制参数:单击,进入控制界面,将标题改为“block”,确保在英制的环境下,如图4所示:图43、加载模拟对象数据:.模型导入:单击两次,将“Workpiece”的标题改为“block”,单击Change,选中“block”,如图5所示:图5在操作显示区单击,进入几何模型,单击“Import”,在安装位置中:C | DEFORM3D | | 3D | LABS(C为安装硬盘),选择“”,在工作窗显示如图6图7所示:图6图7.网格划分:单击,在“Number of Element”中输入10000,将实体网格划分为10000个网格,如图8所示:图8单击预览一下,在确认无误后单击,生成网格如图9所示:图9单击,查看最小边长数值,如图10所示:图104、设置材料属性:选择“block”,在Genenral控制菜单中单击,选择Steel | AISI-1035,COLD [(70-400F(20-200C)],如图11所示:图11单击“Load”即可添加材料,将会在树状显示区显示如图12所示:图125.添加上模:选择“Top Die”,单击,进入几何模型,单击“Import”,在安装位置中:X | DEFORM3D | | 3D | LABS(X为安装硬盘),选择“”.6.添加下模:选择“Bottom Die”,单击,进入几何模型,单击“Import”,在安装位置中:X | DEFORM3D | | 3D | LABS(X为安装硬盘),选择“”.如图13所示:图137、设置上下模的移动:在此次模拟中,上模向下运动,给物体施加压力。
一、实验目的1. 熟悉热锻工艺的基本原理和方法;2. 掌握热锻设备的使用方法;3. 通过实验,提高对热锻工艺的认识和操作技能;4. 分析热锻过程中的变形、组织和性能变化。
二、实验原理热锻是一种金属塑性加工方法,通过加热使金属在高温状态下具有较好的塑性,然后在压力作用下使金属产生塑性变形,从而获得所需的形状和尺寸。
热锻工艺包括加热、塑性变形和冷却三个阶段。
三、实验材料实验材料为45号钢,尺寸为100mm×50mm×30mm。
四、实验设备1. 热处理炉:用于加热实验材料;2. 液压机:用于施加压力;3. 真空炉:用于真空保护;4. 金相显微镜:用于观察组织和性能。
五、实验步骤1. 加热:将实验材料放入热处理炉中,加热至800℃,保温1小时,使材料达到奥氏体状态;2. 塑性变形:将加热后的材料放入液压机中,施加压力,使材料产生塑性变形。
实验过程中,分别施加200MPa、300MPa、400MPa、500MPa、600MPa、700MPa、800MPa的应力;3. 冷却:将变形后的材料放入冷却水中,进行快速冷却;4. 取样:将冷却后的材料进行切割、磨光、抛光,制备金相试样;5. 金相观察:利用金相显微镜观察试样的组织和性能。
六、实验结果与分析1. 金相组织观察通过金相显微镜观察,实验材料在热锻过程中,随着应力的增加,晶粒逐渐细化,位错密度逐渐增加。
在200MPa应力下,晶粒较为粗大,位错密度较低;在800MPa应力下,晶粒细小,位错密度较高。
2. 性能分析(1)抗拉强度:实验结果表明,随着应力的增加,材料的抗拉强度逐渐提高。
在200MPa应力下,材料的抗拉强度为530MPa;在800MPa应力下,材料的抗拉强度为660MPa。
(2)屈服强度:实验结果表明,随着应力的增加,材料的屈服强度逐渐提高。
在200MPa应力下,材料的屈服强度为420MPa;在800MPa应力下,材料的屈服强度为540MPa。
一、实验目的通过本次锻造实验,旨在了解锻造工艺的基本原理和操作方法,掌握锻造过程中的关键技术参数,提高对锻造工艺的认识和操作技能。
同时,通过实验了解不同材料的锻造性能,为实际生产中的应用提供理论依据。
二、实验原理锻造是利用金属在高温下具有良好的塑性的特点,通过外力使金属产生塑性变形,从而获得所需形状和尺寸的加工方法。
锻造过程中,金属内部组织发生变化,提高了金属的强度、韧性和耐磨性。
三、实验内容1. 材料准备实验材料选用45号钢和20CrMnTi合金钢,分别用于模拟曲轴和齿轮的锻造工艺。
2. 设备准备实验设备包括锻造炉、锻造锤、模具、冷却装置等。
3. 实验步骤(1)将材料加热至锻造温度,本实验中锻造温度为1200℃。
(2)将加热后的材料放入模具中,通过锻造锤对材料进行锻造。
(3)控制锻造压力和速度,使材料在模具中产生塑性变形。
(4)将锻造后的材料冷却至室温。
(5)检测锻造后的材料尺寸、形状和组织变化。
四、实验结果与分析1. 尺寸和形状实验结果表明,通过锻造工艺,材料的尺寸和形状得到了较好的控制。
曲轴的锻造长度、直径和形状均符合设计要求;齿轮的齿形和尺寸也达到了预期目标。
2. 组织变化实验发现,经过锻造,材料的组织结构发生了明显变化。
在锻造过程中,金属内部的位错密度增加,晶粒细化,从而提高了材料的强度和韧性。
3. 性能分析通过对锻造后材料的力学性能测试,发现其抗拉强度、屈服强度和硬度均有所提高。
此外,材料的冲击韧性和耐磨性也得到了改善。
五、实验结论1. 锻造工艺是一种有效的金属加工方法,可以显著提高材料的性能。
2. 通过控制锻造过程中的温度、压力和速度等参数,可以获得所需的尺寸、形状和组织结构。
3. 锻造实验为实际生产中的应用提供了理论依据和操作指导。
六、实验讨论1. 在锻造过程中,如何控制温度、压力和速度等参数,以保证材料的尺寸、形状和组织结构?答:通过实验和经验积累,可以确定合适的锻造温度、压力和速度。
《材料成型软件应用》课程上机报告之四题目:道钉热锻造成形模拟分析报告专业:材料成型及控制工程班级:2014学号:2014姓名:一、问题描述模拟道钉热锻造成形,这里将会在3D环境下利用模具和坯料的轴对称只使用它的1/4进行模拟。
半径为1高为的道钉经行热锻造分析,如下图 1、图 2所示。
坯料温度2000F,坯料材料为AISI--1025(1800-2200F(1000-1200C)),上下模具材料为Carbide (24%Cobalt)。
图1 图2二、问题分析对坯料及上下模进行划分10000个网格,首先阶段进行模拟控制模具的总移动时间是10s,将操作划分为50步,所以每一步的时间为。
下一个阶段进行镦粗模拟,设置好模拟参数进行镦粗,采用下模不动上模运动的方式,设置Top Die 沿-Z方向以2in/sec的速度运动,最后对模型进行数据分析。
三、模拟计算过程1.创建一个新文件:File | New problem | Next | Next,在弹框内输入“SPK-SIM”,点击Finish按钮,进入前处理窗口。
如图 3图4所示:图3图 42.设定模拟控制:单击按钮,打开模拟控制窗口,将Simulation Title改为Spike forging,并将Operation Name改为heat transfer。
确定这个单元被设置为English,而且只有Heat Transfer被激活。
如图5所示:图 5模具的总移动时间是10s,既然这是一个热传递的分析,需要定义步骤为一个时间的功能和一个模具的行程。
将操作划分为50步,所以每一步的时间为。
单击来进行步骤控制的观察,设置Number of Simulation Steps为50,设置Step Increment to Save为5,a Constant Time Increment为1秒。
如图6所示:图 63.创建新的物体:单击两次按钮,直到完成上、下模如图7所示:图 74.添加坯料、上模、下模:选择中Workpiece,单击按钮,单击,定义温度为2000F。
如图8所示:图 8坯料材料类型的选择:同样单击按钮,选择,在弹框中,选择Steel 中的AISI--1025(1800-2200F(1000-1200C)),单击Load按钮,如图9所示:图 9单击按钮,选择,X | Program file | SFTC | | 3D | LABS(X为安装磁盘),选择“”,添加坯料;选择目标树下Top Die,单击按钮,选择,X | Program file | SFTC | | 3D | LABS,选择“”,添加上模;同样方法添加下模。
如图10至图13所示:图 10图 11图 12图 135. 测量坯料尺寸:单击按钮,在坯料上选点,如下图14所示:图 14测量得半径为1,高为6. 坯料划分网格:选中“Workpiece”,单击按钮,在“Number of Element”中输入10000,将实体网格划分为10000个网格,单击Generate Mesh,如图15、图16所示:图 15图 167. 定义坯料的边界传导条件:单击按钮,然后选择Heat Exchange with Environment,坯料和被选中的特征线将被显示出来。
选取坯料弯曲侧面、上表面、下表面为热交换边界面,被选中的颜色变为绿色,在选中 Workpiece的前提下,点击按钮设定毛坯的初始温度为2000°F,如下图17所示:图 178.划分模具网格:选中上模然后单击输入网格数为10000,单击Generate按钮确认生成网格。
同理选中下模进行同样操作,如下图18、图19所示:图 18图199.上下模材料类型的选择:选中Top Die,单击按钮,点击,弹框中在Die_Material项中选择Carbide (24%Cobalt).std,点击Load按钮导入材料,选中下模用同样方法导入Bottom Die材料,如下图20、图21所示:图 19图 2010.定义模具的热边界条件:选中Top Die,单击按钮,然后选择Heat Exchange with Environment,选取上模弯曲侧面、上表面、下表面为热交换边界面,被选中的颜色变为绿色,如下图22所示:图 21选中Bottom Die,作如上述操作,如下图23所示:图 2211.调整毛坯和模具的位置关系:单击跳出Object Posioning窗口,选中Interference,在Apporach Direction 中选择Z方向单击其右侧,Interference值为,单击apply,如下图24、图25所示:图 23图 24然后单击OK,跳出一个对话框再单击OK。
12.定义毛坯和模具的接触关系:单击Inter object按钮,会出现一个提示选择YES,弹出Inter object窗口。
如下图26所示:图 25定义物间从属关系,点击按钮Edit,在Constant 后面选择Free resting,模具和毛坯之间的传递系数自动设为,单击Close返回上一窗口,如下图27所示:图 26点击按钮,这个操作的意义是将TopDie- Workpiece的接触关系直接等效到 Bottom die- Workpice的关系上,在单击按钮,最后选择General all 按钮,如下图28所示:图 2713.调整毛坯和模具的位置关系:单击跳出Object Posioning窗口,选择 Position object(要移动的物体): Top die,选择 Reference(参照物): Workpiece,选中Interference,在Apporach Direction 中选择-Z方向Interference值为,单击apply,如下图29所示:图 2814.定义毛坯和模具的接触关系:这个步骤与第12个步骤前操作相同,这里就不再重复描述,如下图30所示:图 2915.保存问题并进行模拟运行:单击按钮,选择Check(检查),检查是否有遗漏,当显示中出现,说明可以进行运算,如下图31、图32所示:图 30图 31再点击Generate,生成“.DB”文件,图 32关闭窗口。
然后在界面左上角点击File | Save as,生成“.key”文件,将文件名保存为“”。
之后单击按钮,选择Yes,退出前处理窗口。
16.第一次后处理:进入后处理界面:退出前处理后进入DEFORM 3D的主界面,点击“”文件,单击“Run”,进行结果计算,当完成第50步运算后结束,单击Post Processor(后处理)下的“DEFORM-3D Post”,进入后处理界面。
17.观察温度变化图:单击按钮,分别选择坯料和上下模然后选择Thermal下的“Temperature”,如图34、图35、图36所示:图 33图 34 图 3518.进入前处理界面:回到DEFORM 3D主界面,选中“”文件,点击DEFORM-3D Pre,选择最50步进入前处理界面。
如图37、图38所示:图 36图 3719.改变控制参数:单击按钮,打开模拟控制窗口,将Simulation Title改为Spike forging,并将Operation Name改为outsetting。
Operation Number设为 2 确定这个单元被设置为English,选中Deformation和 Heat Transfer被激活。
如图39所示:图 38单击来进行步骤控制的观察,设置Number of Simulation Steps为60,设置Step Increment to Save为5,P rimary Die 为2,With Die Displacement为。
如图40所示:单击按钮,在后Z处输入,如下图41所示:图 4020.定义毛坯速度边界条件:单击按钮,因为这是一个关于YZ和XZ平面对称的物体。
所以分别选择两个对称面,选一个面然后点击按钮,如下图42、图43所示:图 4121. 设置毛坯和模具的摩擦系数:选择按钮 Inter object..,选中Edit然后在Deformation中将Constant设为,在Thermal中Constant设为Forming,然后点击,如下图44图45图46所示:图 43图 4422. 改变上模的速度在成形阶段,模具需要运动,所以要改变 Top diel的速度选中 Top die,点击 Movement 按钮, speed大小设为2in/sec方向为-Z,如下图47所示:图 46之后单击按钮,选择Yes,退出前处理窗口。
进行模拟Run,如下图48所示:图 47四、模拟结果分析.进入后处理界面:点击“”文件,单击Post Processor下的“DEFORM-3D Post”,进入后处理界面。
1.等效应变分析:单击Summary,选择Deformation,如图49、图50所示:图 48图 49单击,选择Deformation,Strain-Effective,生成等效应变图,如图51图52所示:图 50图 512、等效应力分析:单击summary ,选择Deformation ,单击Stress,选择Effection,生成等效应力曲线,如图53所示:图 52单击,选择Stress,Effective,分别选择第90步和110步再单击Apply,如图54、图55所示:图 53 图 54从上面两个图可以看出变形结束后整体应力达到变形过程中最大值,最大应力集中在边缘等尖锐边角处,坯料中心处应力最小3.温度分析:单击按钮,选择Thermal下的“Temperature”然后选择Deformation下的Stress 中的Effective,单击Apply。
单击按钮,将在显示界面只显示坯料。
如图56、图57所示:图 55图 56再选择Top Die和Bottom Die重复上面操作如下图58图59所示:图 57 图 58从图中可以看出上下模均是中心处热量最高,周围逐渐降低。
4、点追踪:单击,在毛坯上选择具有代表性的6个点,选择Next,将会在后处理窗口显示6个点的受压变化曲线,当进行受压演示时,可在曲线上观察到所选点的受力情况,如图60、图61、图62所示:图 59图 60图625、力—行程曲线:单击,选择stroke,点击ok,如图63所示:图 63曲线前半部分为弹性过程,此段曲线斜率较大,很大的载荷形变比较小,而在后段塑形变形曲线,较小的载荷变形比较大。
五、分析结论1.在应力方面,坯料的上下底面与弯曲侧面相交处所受的力比较大,因为该处产生应力集中比较严重,而且与上、下模接触处同样因为摩擦力的存在而导致坯料所受应力变大。