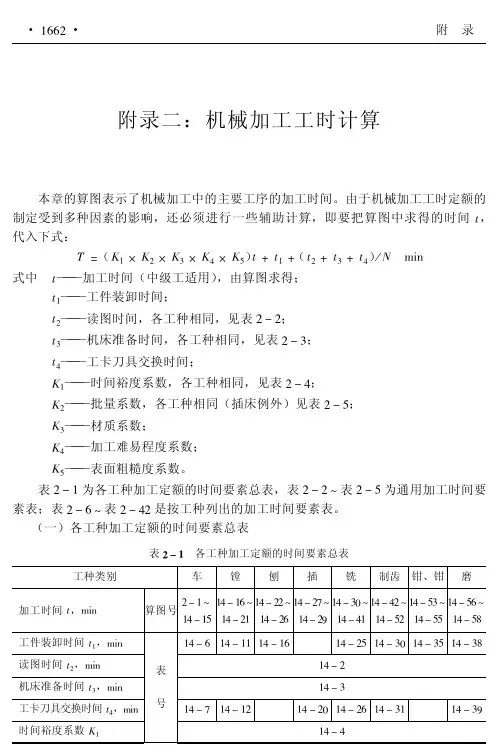
车床工时计算
- 格式:doc
- 大小:281.00 KB
- 文档页数:3
0.6~0.7
3.2
>50
0.18~0.25
0.25~0.30
0.3~0.4
0.25~0.30
0.30~0.35
0.35~0.5
1.6
<50
50~100
>100
0.1
0.11~0.15
0.15~0.22
0.11~0.16
0.16~0.25
0.25~0.35
0.16~0.20
0.20~0.25
0.25~0.35
≦3
﹥3~5
﹥5~8
﹥8~12
f―进给量(r/mm)
碳钢、
合金钢、
耐热钢
20
0.3~0.4
---------
-----------
----------
40
0.4~0.5
0.3~0.4
-----------
----------
60
0.6~0.7
0.5~0.7
0.4~0.6
----------
100
0.8~1.0
0.112
60
66.9
355
0.280
84.8
450
0.158
84.8
450
0.120
75
65.9
280
0.296
83.6
355
0.172
83.6
355
0.124
95
66.8
224
0.136
83.5
280
0.192
83.6
280
0.136
125
70.6
180
0.316
87.9
224
0.192
87.9
3
0.06~0.08
0.11~0.14
﹥20~40
3~4
0.10~0.12
0.16~0.19
﹥40~60
4~5
0.13~0.16
0.20~0.24
﹥60~100
5~8
0.16~0.23
0.24~0.32
(五)焊接车刀的寿命(钝):一般60分钟。
(六)、C620车削外圆用量表:
Ra
12.5
3.2
1.6
600
1.0~1.4
1.0~1.4
0.6~1.0
0.6~1.0
(三)硬质合金半精、精车进给量:
加工
材料
表面粗糙度Ra
切削速度范围
(m/min)
刀尖圆弧半径(mm)
0.5
1.0
2.0
f―进给量(r/mm)
碳钢、
合金钢、
耐热钢
6.3
<50
0.3~0.5
0.45~0.6
0.55~0.7
0.4~0.55
0.55~0.65
0.7~0.9
0.5~0.7
0.4~0.7
400
1.2~1.4
1.0~1.2
0.8~1.0
0.6~0.8
铸铁、
铝
铜合金
40
0.4~0.5
---------
-------
----------
60
0.6~0.8
0.5~0.8
0.4~0.6
-------
100
0.8~1.2
0.7~1.0
0.6~0.8
0.5~0.7
铸铁、
铝合金
铜合金
6.3
不限
0.25~0.4
0.4~0。50
0.50~0.60
3.2
0.15~0.25
0.25~0.40
0.40~0.60
1.6
0.10~0.15
0.15~0.20
0.20~0.35
(四)切断刀切断及切槽进给量
工件直径
((mm)
切刀宽度
(mm)
加工材料
碳钢、合金钢、
铸铁铝铜合金
≦20
ap
2~4(mm)
0.4~0.6(mm)
0.2~0.3(mm)
D
V
n
f
V
n
f
V
n
f
30
66.9
710
0.248
84.8
9000.1368Fra bibliotek.8900
0.088
40
70.3
560
0.280
89.2
710
0.140
89.2
710
0.104
50
70.6
450
0.280
87.9
560
0.148
87.0
560
一、车削用量选择
(一)切削要素:
Vc=πdn/1000 (m/min)
d--------工件外径(mm)
n――工件转速(r/min)
ap――切削深度(mm)
f――-进给量(r/mm)
T―――――刀具寿命(min)
(二)硬质合金及高速钢车刀粗车外圆和端面的进给量:
加工
材料
工件
直径
(mm)
ap切削深度(mm)
90
0.148
(七)车削基本工时计算公式:
1.车削外圆:T= (L+y)/ n*f *i;
2.车削端面:T=(D-d)/2*n*f*i;
3,车螺纹:T= 2*(L+y)/ n*P *i;
上式:T----工时
L----加工长度
y---切入空程
D--外径
d---内孔i----走刀次数P—螺距
224
0.136
155
68.1
140
0.344
87.6
180
0.196
87.6
180
0.140
190
66.8
112
0.344
83.5
140
0.208
83.5
140
0.140
240
67.8
90
0.344
84.4
112
0.208
84.4
112
0.148
320
71.3
71
0.344
90.4
90
0.208
90.4
3.2
>50
0.18~0.25
0.25~0.30
0.3~0.4
0.25~0.30
0.30~0.35
0.35~0.5
1.6
<50
50~100
>100
0.1
0.11~0.15
0.15~0.22
0.11~0.16
0.16~0.25
0.25~0.35
0.16~0.20
0.20~0.25
0.25~0.35
≦3
﹥3~5
﹥5~8
﹥8~12
f―进给量(r/mm)
碳钢、
合金钢、
耐热钢
20
0.3~0.4
---------
-----------
----------
40
0.4~0.5
0.3~0.4
-----------
----------
60
0.6~0.7
0.5~0.7
0.4~0.6
----------
100
0.8~1.0
0.112
60
66.9
355
0.280
84.8
450
0.158
84.8
450
0.120
75
65.9
280
0.296
83.6
355
0.172
83.6
355
0.124
95
66.8
224
0.136
83.5
280
0.192
83.6
280
0.136
125
70.6
180
0.316
87.9
224
0.192
87.9
3
0.06~0.08
0.11~0.14
﹥20~40
3~4
0.10~0.12
0.16~0.19
﹥40~60
4~5
0.13~0.16
0.20~0.24
﹥60~100
5~8
0.16~0.23
0.24~0.32
(五)焊接车刀的寿命(钝):一般60分钟。
(六)、C620车削外圆用量表:
Ra
12.5
3.2
1.6
600
1.0~1.4
1.0~1.4
0.6~1.0
0.6~1.0
(三)硬质合金半精、精车进给量:
加工
材料
表面粗糙度Ra
切削速度范围
(m/min)
刀尖圆弧半径(mm)
0.5
1.0
2.0
f―进给量(r/mm)
碳钢、
合金钢、
耐热钢
6.3
<50
0.3~0.5
0.45~0.6
0.55~0.7
0.4~0.55
0.55~0.65
0.7~0.9
0.5~0.7
0.4~0.7
400
1.2~1.4
1.0~1.2
0.8~1.0
0.6~0.8
铸铁、
铝
铜合金
40
0.4~0.5
---------
-------
----------
60
0.6~0.8
0.5~0.8
0.4~0.6
-------
100
0.8~1.2
0.7~1.0
0.6~0.8
0.5~0.7
铸铁、
铝合金
铜合金
6.3
不限
0.25~0.4
0.4~0。50
0.50~0.60
3.2
0.15~0.25
0.25~0.40
0.40~0.60
1.6
0.10~0.15
0.15~0.20
0.20~0.35
(四)切断刀切断及切槽进给量
工件直径
((mm)
切刀宽度
(mm)
加工材料
碳钢、合金钢、
铸铁铝铜合金
≦20
ap
2~4(mm)
0.4~0.6(mm)
0.2~0.3(mm)
D
V
n
f
V
n
f
V
n
f
30
66.9
710
0.248
84.8
9000.1368Fra bibliotek.8900
0.088
40
70.3
560
0.280
89.2
710
0.140
89.2
710
0.104
50
70.6
450
0.280
87.9
560
0.148
87.0
560
一、车削用量选择
(一)切削要素:
Vc=πdn/1000 (m/min)
d--------工件外径(mm)
n――工件转速(r/min)
ap――切削深度(mm)
f――-进给量(r/mm)
T―――――刀具寿命(min)
(二)硬质合金及高速钢车刀粗车外圆和端面的进给量:
加工
材料
工件
直径
(mm)
ap切削深度(mm)
90
0.148
(七)车削基本工时计算公式:
1.车削外圆:T= (L+y)/ n*f *i;
2.车削端面:T=(D-d)/2*n*f*i;
3,车螺纹:T= 2*(L+y)/ n*P *i;
上式:T----工时
L----加工长度
y---切入空程
D--外径
d---内孔i----走刀次数P—螺距
224
0.136
155
68.1
140
0.344
87.6
180
0.196
87.6
180
0.140
190
66.8
112
0.344
83.5
140
0.208
83.5
140
0.140
240
67.8
90
0.344
84.4
112
0.208
84.4
112
0.148
320
71.3
71
0.344
90.4
90
0.208
90.4