测量系统分析第四版
- 格式:ppt
- 大小:1.66 MB
- 文档页数:48



MSA 测量系统分析预防缺陷的生产模式测量系统分析接受?统计过程控制与能力分析维持统计过程控制接受?持续改进?统计抽验是否改进改进是是否否第四版培训有关测量和测量结果的术语【可测】量【测量】不确定度【量的】约定真值【量的】真值【测量】误差偏差赋予并被承认的(有时是约定的)特定量的值,该值具有与其预期用途相适应的不确定度可以定性区别和定量确定的现象、物体或物质的属性。
与测量结果相关联的参数,表征合理赋予被测量之值的分散性与给定的特定量的定义一致的量值测量结果与被测量的真值之差值某值与其参照值之差值有关测量系统的术语测量系统分辨率有效分辨率不同数据分类数测量数据的分类数量对测量单元进行量化或对被测特性进行评估时,所使用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境及假设的集合。
指测量系统的分辨率,是测量系统把测量划分为“数据分类”的能力,在同一数据分类中,对被测特性的测量结果具有相似的数值。
测量设备能有效辨别的最小的示值差。
测量是指“以确定实体或系统的量值大小为目标的一整套作业”。
测量系统可完整的叙述如下:对被测产品特性赋值的操作者,设备(包括量具)、软件、操作程序、测量环境的集合,用来获得测量结果的整个过程称为测量过程或测量系统。
其示意见图赋值操作者设备软件被测事物操作程序测量环境数据(测量结果)图8-5 测量系统示意图测量系统的概念MSA 第四版培训测量系统的五种变差(特性)原理测量系统应从下列五个统计特性进行分析①偏移②重复性③再现性④稳定性⑤线性测量系统的变差测量系统的变差是指多次测量结果的变异程度。
常用测量结果的标准差σ或过程变差PV来表示变差。
测量系统变差类型有:偏倚、重复性、再现性、稳定性及线性。
(1)偏倚偏倚是测量观测平均值与基准值的差值(见图8-6)。
通常称准确度。
图8-6 偏倚偏倚基准值观测的平均值偏移•为了在过程的范围内指定的位置确定测量系统的偏移,得到一个零件的可接受的基准值是必要的。
380.0%312.5%508.8%0.5
(+0.05/
-0.05)Ppk:0.5
0.77评价人A
评价人B
评价人C
最小KAPPA值:目标尺寸:
评定结果:
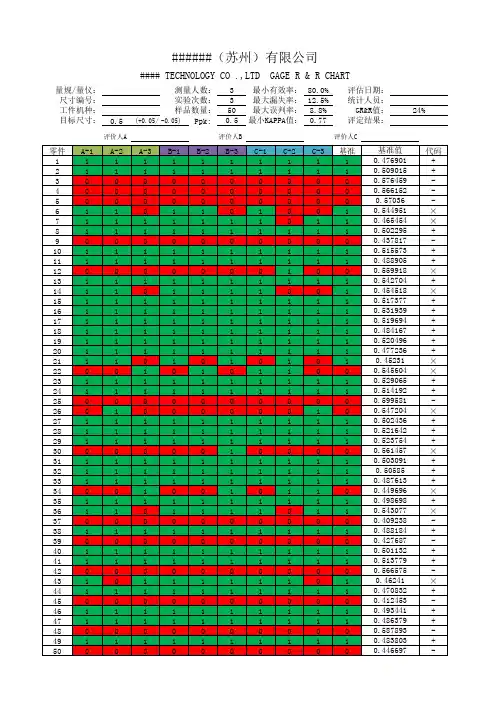
评估日期:统计人员:GR&R值:24%
最小有效率:最大漏失率:最大误判率:量规/量仪:尺寸编号:工件机种:测量人数:实验次数:样品数量:######(苏州)有限公司
#### TECHNOLOGY CO .,LTD GAGE R & R CHART
变差来源
总检查数
相配数
错误的拒收
错误的接受
不相配
95%UCI
计算所得结果
95%LCI
总检查数
一致的数量
95%UCI
计算所得结果
95%LCI
样本:
补充:
kappa大于0.75表示有很好的一致
对于产品控制的情况下,当测量结果与决定准则是确定“符合或不
符合某特性的规范”(如:100%检验或抽样),样品(或标准)必
须被选择,但不需要包括整个过程范围。
测量系统的评估是以特性
公差为基础(如对公差的%GRR)。
在过程研究情况下,当测量结果与决定准则是确定“过程稳定性、
方向以及是否符合自然的过程变差”(如:SPC、过程控制、能力及
过程改进),在整个作业过程范围的样本可获得性变得非常重要。
当评估一测量系统对过程控制的适用性时(如对过程变差
的%GRR),推荐采用过程变差的独立估计法(过程能力研究)。
如果Ppk大于1,则将测量系统与过程进行比较
如果Ppk小于1,则将测量系统与公差进行比较。
3
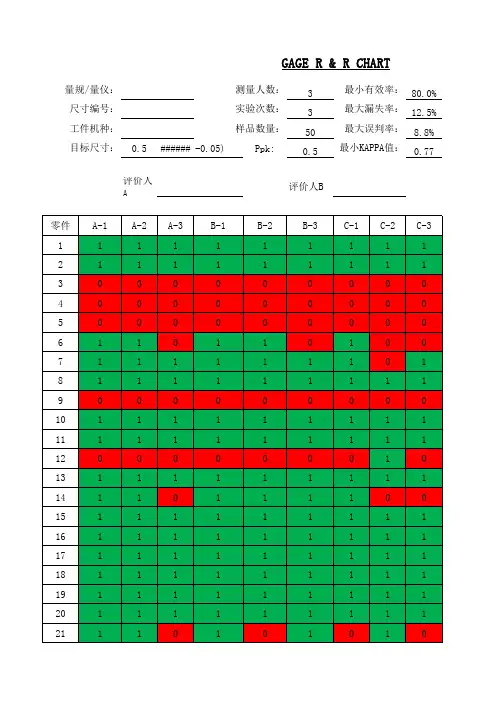
80.0%312.5%508.8%0.5
(+0.05/-0.05)Ppk:
0.5
0.77评价人A
评价人B
评价人C
最小KAPPA值:目标尺寸:
评估日期:统计人员:GR&R值:24%
测量人数:实验次数:样品数量:
评定结果:
最小有效率:最大漏失率:最大误判率:量规/量仪:尺寸编号:工件机种:公司
#### TECHNOLOGY CO .,LTD GAGE R & R CHART
变差来
源
总检查
数
相配数
错误的
拒收
错误的
接受
不相配
95%UCI
计算所
得结果
95%LCI
总检查
数
一致的
数量
95%UCI
计算所
得结果
95%LCI
样本:
补充:
kappa大于0.75表示有很好的一致
对于产品控制的情况下,当测量结果与决定准则是确定“符合或不符
合某特性的规范”(如:100%检验或抽样),样品(或标准)必须被
选择,但不需要包括整个过程范围。
测量系统的评估是以特性公差为
基础(如对公差的%GRR)。
在过程研究情况下,当测量结果与决定准则是确定“过程稳定性、方
向以及是否符合自然的过程变差”(如:SPC、过程控制、能力及过
程改进),在整个作业过程范围的样本可获得性变得非常重要。
当评
估一测量系统对过程控制的适用性时(如对过程变差的%GRR),推荐
采用过程变差的独立估计法(过程能力研究)。
如果Ppk大于1,则将测量系统与过程进行比
如果Ppk小于1,则将测量系统与公差进行比。