泵国外文献题录 泵国外文献题录
- 格式:pdf
- 大小:79.39 KB
- 文档页数:3

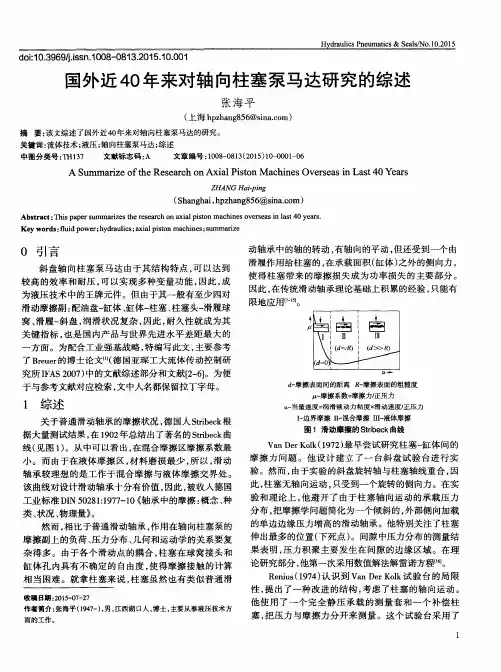

外文资料High-handed intercourse pump characteristic High pressure between 100 MPa moving back and forth responding to like pump sigmatism pressure in 10 MPa . It belongs to volume dyadic pump , the purpose drawing support from volume inside the cavity working coming to reach transportation liquid cyclicity change; The prime mover mechanical energy can by that the pump changes into the pressure transporting liquid's directly; Only, the pump capacities depend on job cavity volume changing value and their change number of times within unit time , have nothing to do with to discharging pressure theoretically. The pump moving back and forth is to be backed by the piston advance and return movement within liquid jar job cavity (or passing the flexibility component cyclicity within the cavity working such as baffle , bellows makes job cavity volume produce cyclicity change's coming elastic-deformation). Pump on structure, moving back and forth, Whose characteristic is summed up as follows:Microtime rate of flow is systolic.This is in the pump because of being moving back and forth, and liquid medium sucking in discharging process being to be in progress alternately, and the piston can't be in field change ceaseless in displacement process middle , whose speed among. In the pump only having a cavity working, not only the pump microtime rate of flow vary with with time, and be discontinuous. With job cavity increasing by, microtime rate of flow pulsation extent is more and more small, and even pragmatic upper not bad regard as to stabilize a stream. Average rate of flow is constantTheoretically, the pump rate of flow depends on main pump structure physics , chemical property independences such as parameter n (every minute intercourse number of times) , S (piston travel) , D (piston diameter) , Z (piston number) , the temperature , viscosity with the independence discharging pressure, andwith transporting medium only. Therefore saying a pump's, rate of flow is constant.The pump pressure depends on pipeline characteristic propertyUnable pressure been to depend on a pump unit because the pump sets a limit for per se, pipeline characteristic property, has nothing to do with rate of flow pump snapout moving back and forth moreover. Just say, if thinking that transporting liquid is incompressible,in terms of theory think that pump moving back and forth's discharge pressure will not accept any restricting , be OK to discharge pressure according to the pump unit pipeline characteristic property , the what any needs building a pump. The capital of pump moving back and forth natural , all the regulation discharging pressure's having a pump , this is not that pressure can not rise again, but say only because of prime mover fixed power and the pump saying the snapout that a pump self structure intensity restricting, do not allow being put into use under exceeding this once discharging pressure but self own.Have stronger adaptability to transporting mediumThe pump moving back and forth can transport any medium , physics function and chemistry function restricting hardly accepting medium in principle. Certainly, since hydraulic whole course of restricts as well as material and the manufacturing engineering sealing off a technology's, also may come across the condition being able to not fit in with sometimes.Have fine self attracts a function.The pump moving back and forth has fine sucking in not only function, and there are still fine self attracts a function. Have no need of irrigation pump therefore , to the pump moving back and forth most, generally before starting. Machine efficiency height , energy conservation.High-handed intercourse pump rate of flowThe pump theory rate of flow: Qt = AsnZStyle is hit by Qt pump theory rate of flow; A bar piston (or section of piston)area; S route or distance of travel; The n crank shaft rotation rate (or the bar piston every minute intercourse number of times) Z unites a number (bar piston or piston number)Actual pump rate of flow: Q = Qt-Q.Style is hit by Q pump rate of flow; Qt pump theory rate of flow; The pump rate of flow loses Q.The factor that the rate of flow bringing about a pump loses has: The volume bringing about since liquid compresses or expands is lost; The volume bringing about since the valve lags when being closed down is lost; Since the valve closes the day afer tomorrow do not lose strictly, by sealing off the volume that leakage soft and floury brings about; The volume by the fact that the bar piston , piston rod or the piston ring leakage bring about is lost. The pump microtime rate of flowSingle cylinder Shan effect pump rate of flow curve:QtThree jar Shan effects pumps rate of flow is the single cylinder Shan effect pump rate of flow overlying on three phasesWhose curve as follows: QtThe pump powerThe pump effective power: The energy that the inner , the liquid being discharged by the pump gain time the unit from the pump is called an effective power.Ne=PQIn style, the Ne effective power , P satisfy pressure , Q rate of flow Unit queen formula becomes substitution:Ne(KW)=1/36.7×P(Kgf/cm2)×Q(m3/h)。

英文原文Rotary pumpThese are built in many different designs and are extremely popular in modern fluid-power system. The most common rotary-pump designs used today are spur-gear, generated-rotary , sliding-vane ,and screw pump ,each type has advantages that make it the most suitable for a given application .Spur-gear pumps. these pumps have two mating gears are turned in a closely fitted casing. Rotation of one gear ,the driver causes the second ,or follower gear, to turn . the driving shaft is usually connected to the upper gear of the pump .When the pump is first started ,rotation of gears forces air out the casing and into the discharge pipe. this removal of air from the pump casing produces a partial vacuum on the pump inlet ,here the fluid is trapped between the teeth of the upper and lower gears and the pump casing .continued rotation of the gears forces the fluid out of the pump discharge .Pressure rise in a spur-gear pump is produced by the squeezing action on the fluid ad it is expelled from between the meshing gear teeth and casing ,.a vacuum is formed in the cavity between the teeth ad unmesh, causing more fluid to be drawn into the pump ,a spur-gear pump is a constant-displacement unit ,its discharge is constant at a given shaft speed. the only way the quantity of fluid discharge by a spur-gear pump of type in figure can be regulated is by varying the shaft speed .modern gear pumps used in fluid-power systems develop pressures up to about 3000psi.Figure shows the typical characteristic curves of a spur-gear rotary pump. These curves show the capacity and power input for a spur-gear pump at various speeds. At any given speed the capacity characteristic is nearly a flat line the slight decrease in capacity with rise in discharge pressure is caused by increased leakage across the gears from the discharge to the suction side of the pump. leakage in gear pumps is sometimes termed slip. Slip also increase with arise pump discharge pressure .the curve showing the relation between pump discharge pressure and pump capacity is often termed the head-capacity or HQ curve .the relation between power input and pump capacity is the power-capacity or PQ curve .Power input to a squr-gear pump increases with both the operating speed and discharge pressure .as the speed of a gear pump is increased. Its discharge rate in gallons per minute also rise . thus the horsepower input at a discharge pressure of 120psi is 5hp at 200rpm and about 13hp at 600rpm.the corresponding capacities at these speed and pressure are 40 and 95gpm respectively, read on the 120psi ordinate where it crosses the 200-and 600-rpm HQ curves .Figure is based on spur-gear handing a fluid of constant viscosity , as the viscosity of the fluid handle increases (i.e. ,the fluid becomes thicker and has more resistance to flow ),the capacity of a gear pump decreases , thick ,viscous fluids may limit pump capacity t higher speeds because the fluid cannot into the casing rapidly enough fill it completely .figure shows the effect lf increasedfluid biscosity on the performance of rotary pump in fluid-power system .at 80-psi discharge pressure the pp has a capacity lf 220gpm when handling fluid of 100SSU viscosity lf 500SSU . the power input to the pump also rises ,as shown by the power characteristics.Capacity lf rotary pump is often expressed in gallons per revolution of the gear or other internal element .if the outlet of a positive-displacement rotary pump is completely closed, the discharge pressure will increase to the point where the pump driving motor stalls or some part of the pump casing or discharge pipe ruptures .because this danger of rupture exists systems are filled with a pressure –relief valve. This relief valve may be built as of the pump or it may be mounted in the discharge piping.Sliding-Vane PumpsThese pumps have a number of vanes which are free to slide into or out of slots in the pup rotor . when the rotor is turned by the pump driver , centrifugal force , springs , or pressurized fluid causes the vanes to move outward in their slots and bear against the inner bore of the pump casing or against a cam ring . as the rotor revolves , fluid flows in between the vanes when they pass the suction port. This fluid is carried around the pump casing until the discharge port is reached. Here the fluid is forced out of the casing and into the discharge pipe.In the sliding-vane pump in Figure the vanes in an oval-shaped bore. Centrifugal force starts the vanes out of their slots when the rotor begins turning. The vanes are held out by pressure which is bled into the cavities behind the vanes from a distributing ring at the end of the vane slots. Suction is through two ports A and AI, placed diametrically opposite each other. Two discharge ports are similarly placed. This arrangement of ports keeps the rotor in hydraulic balance, reliving the bearing of heavy loads. When the rotor turns counterclockwise, fluid from the suction pipe comes into ports A and AI is trapped between the vanes, and is carried around and discharged through ports B and BI. Pumps of this design are built for pressures up to 2500 psi. earlier models required staging to attain pressures approximating those currently available in one stage. Valving , uses to equalize flow and pressure loads as rotor sets are operated in series to attain high pressures. Speed of rotation is usually limited to less than 2500rpm because of centrifugal forces and subsequent wear at the contact point of vanes against the cam-ring surface..Two vanes may be used in each slot to control the force against the interior of the casing or the cam ring. Dual vanes also provide a tighter seal , reducing the leakage from the discharge side to the suction side of the pump . the opposed inlet and discharge port in this design provide hydraulic balance in the same way as the pump, both these pumps are constant-displacement units. The delivery or capacity of a vane-type pump in gallons per minute cannot be changed without changing the speed of rotation unless a special design is used. Figure shows a variable-capacity sliding-vane pump. It dose not use dual suction and discharge ports. The rotor rums in the pressure-chamber ring, which can be adjusted so that it is off-center to the rotor. As the degree of off-center or eccentricity is changed, a variable volume of fluid is discharged. Figure shows that the vanes create a vacuum so that oil enters through 180 of shaft rotation. Discharge also takesplace through 180 of rotation. There is a slight overlapping of the beginning of the fluid intake function and the beginning of the fluid discharge.Figure shows how maximum flow is available at minimum working pressure. As the pressure rises, flow diminishes in a predetermined pattern. As the flow decreases to a minimum valve, the pressure increases to the maximum. The pump delivers only that fluid needed to replace clearance floes resulting from the usual slide fit in circuit components.A relief valve is not essential with a variable-displacement-type pump of this design to protect pumping mechanism. Other conditions within the circuit may dictate the use of a safety or relief valve to prevent localized pressure buildup beyond the usual working levels.For automatic control of the discharge , an adjustable spring-loaded governor is used . this governor is arranged so that the pump discharge acts on a piston or inner surface of the ring whose movement is opposed by the spring . if the pump discharge pressure rises above that for which the by governor spring is set , the spring is compressed. This allows the pressure-chamber ring to move and take a position that is less off center with respect to the rotor. The pump theb delivers less fluid, and the pressure is established at the desired level. The discharge pressure for units of this design varies between 100 and 2500psi.The characteristics of a variable-displacement-pump compensator are shown in figure. Horsepower input values also shown so that the power input requirements can be accurately computed. Variable-volume vane pumps are capacity of multiple-pressure levels in a predetermined pattern. Two-pressure pump controls can provide an efficient method of unloading a circuit and still hold sufficient pressure available for pilot circuits.The black area of the graph of figure shows a variable-volume pump maintaining a pressure of 100psi against a closed circuit. Wasted power is the result of pumping oil at 100psi through an unloading or relief valve to maintain a source of positive pilot pressure. Two-pressure –type controls include hydraulic, pilot-operated types and solenoid-controlled, pilot-operated types. The pilot oil obtained from the pump discharge cannot assist the governor spring. Minimum pressure will result. The plus figure shows the solenoid energized so that pilot oil assists compensator spring. The amount of assistance is determined by the small ball and spring, acting as a simple relief valve. This provides the predetermined maximum operating pressure.Another type of two-pressure system employs what is termed a differential unloading governor. It is applied in a high-low or two-pump circuit. The governor automatically, Through pressure sensing, unloads the large volume pump to a minimum deadhead pressure setting. Deadhead pressure refers to a specific pressure level established as resulting action of the variable-displacement-pump control mechanism. The pumping action and the resulting flow at deadhead condition are equal to the leakage in the system and pilot-control flow requirements. No major power movement occurs at this time, even though the hydraulic system may be providing a clamping or holding action while the pump is in deadhead positionThe governor is basically a hydraulically operated, two-pressure control with a differential piston that allows complete unloading when sufficient external pilot pressure is applied to pilotunload port.The minimum deadhead pressure setting is controlled by the main governor spring A. the maximum pressure is controlled by the relief-valve adjustment B. the operating pressure for the governor is generated by the large-volume pump and enters through orifice C.To use this device let us assume that the circuit require a maximum pressure of 1000psi, which will be supplied by a 5-gpm pump. It also needs a large flow (40gpm) at pressure up to 500psi; it continues to 1000pso at the reduced flow rate. A two-pump system with an unloading governor on the 40-gpm pump at 500psi to a minimum pressure setting of 200psi (or another desired value) , which the 5-gpm pump takes the circuit up to1000psi or more.Note in figure that two sources of pilot pressure are required. One ,the 40-gpm pump, provides pressure within the housing so that maximum pressure setting can be obtained. The setting of the spring, plus the pressure within the governor housing, determines the maximum pressure capacity of the 40-gpm pump. The second pilot source is the circuit proper, which will go to 1000psi. this pilot line enters the governor through orifice D and acts on the unloading piston E . the area of piston E is 15 percent greater than the effective area of the relief poppet F. the governor will unload at 500psi and be activated at 15percent below 500psi, or 425psi. By unloading, we mean zero flow output of the 40-gpm pump.As pressure in the circuit increases from zero to 500psi, the pressure within the governor housing also increases until the relief-valve setting is reached, at which time the relief valve cracks open, allowing flow to the tank.The pressure drop in the hosing is a maximum additive value, allowing the pump to deadhead. Meanwhile, the system pressure continues to rise above 700psi, resulting in a greater force on the bottom of piston E than on the top. The piston then completely unseats poppet F, which results in a further pressure drop within the governor horsing to zero pressure because of the full-open position of the relief poppet F. flow entering the housing through orifice is directed to the tank pass the relief poppet without increasing the pressure in housing. The deadhead pressure of the 40-gpm pump then decreases to the lower set value. Thus , at the flow rate to the unloading governor ,the 40gpm pump goes to deadhead. The flow rate to the circuit decreases to 5gpm as the pressure to 1000psi, the 5-gpm pump is also at its deadhead setting, thus only holding system pressure.The 4-gpm pump unloads its volume at 500psi. It requires a system pressure of 600psi to unload the 40-gpm pump to its minimum pressure of 200psi. the 600-psi pilot supply enters through orifice D and acts on the differential piston E. The pumps volume is reduced to zero circuit-flow output at 500psi. The additional 100-psi pilot pressure is required to open poppet F completely and allow the pressure within the housing to decrease to zero.As circuit pressure decreases ,both pumps come back into service in a similar pattern.CNC machine toolsWhile the specific intention and application for CNC machines vary from one machine type to another, all forms of CNC have common benefits. Here are but a few of the more important benefits offered by CNC equipment.The first benefit offered by all forms of CNC machine tools is improved automation.The operator intervention related to producing work pieces can be reduced or eliminated. Many CNC machines can run unattended during their entire machining cycle, freeing the operator to do other tasks. This gives the CNC user several side benefits including reduced operator fatigue, fewer mistakes caused by human error, and consistent and predictable machining time for each workpiece. Since the machine will be running under program control, the skill level required of the CNC operator (related to basic machining practice) is also reduced as compared to a machinist producing workpieces with conventional machine tools.The second major benefit of CNC technology is consistent and accurate workpieces. Today's CNC machines boast almost unbelievable accuracy and repeatability specifications. This means that once a program is verified, two, ten, or one thousand identical workpieces can be easily produced with precision and consistency.A third benefit offered by most forms of CNC machine tools is flexibility. Since these machines are run from programs, running a different workpiece is almost as easy as loading a different program. Once a program has been verified and executed for one production run, it can be easily recalled the next time the workpiece is to be run. This leads to yet another benefit, fast change over. Since these machines are very easy to set up and run, and since programs can be easily loaded, they allow very short setup time. This is imperative with today's just-in-time (JIT) product requirements.Motion control - the heart of CNCThe most basic function of any CNC machine is automatic, precise, and consistent motion control. Rather than applying completely mechanical devices to cause motion as is required on most conventional machine tools, CNC machines allow motion control in a revolutionary manner2 . All forms of CNC equipment have two or more directions of motion, called axes. These axes can be precisely and automatically positioned along their lengths of travel. The two most common axis types are linear (driven along a straight path) and rotary (driven along a circular path).Instead of causing motion by turning cranks and handwheels as is required on conventional machine tools, CNC machines allow motions to be commanded through programmed commands. Generally speaking, the motion type (rapid, linear, and circular), the axes to move, the amount of motion and the motion rate (feedrate) are programmable with almost all CNC machine tools.A CNC command executed within the control tells the drive motor to rotate a precise number of times. The rotation of the drive motor in turn rotates the ball screw. And the ball screw drives the linear axis (slide). A feedback device (linear scale) on the slide allows the control to confirm that the commanded number of rotations has taken place3.Though a rather crude analogy, the same basic linear motion can be found on a common table vise. As you rotate the vise crank, you rotate a lead screw that, in turn, drives the movable jaw onthe vise. By comparison, a linear axis on a CNC machine tool is extremely precise. The number of revolutions of the axis drive motor precisely controls the amount of linear motion along the axis.How axis motion is commanded - understanding coordinate systems .It would be infeasible for the CNC user to cause axis motion by trying to tell each axis drive motor how many times to rotate in order to command a given linear motion amount4. (This would be like having to figure out how many turns of the handle on a table vise will cause the movable jaw to move exactly one inch!) Instead, all CNC controls allow axis motion to be commanded in a much simpler and more logical way by utilizing some form of coordinate system. The two most popular coordinate systems used with CNC machines are the rectangular coordinate system and the polar coordinate system. By far, the more popular of these two is the rectangular coordinate system.The program zero point establishes the point of reference for motion commands in a CNC program. This allows the programmer to specify movements from a common location.If program zero is chosen wisely, usually coordinates needed for the program can be taken directly from the print.With this technique, if the programmer wishes the tool to be sent to a position one inch to the right of the program zero point, X1.0 is commanded. If the programmer wishes the tool to move to a position one inch above the program zero point, Y1.0 is commanded. The control will automatically determine how many times to rotate each axis drive motor and ball screw to make the axis reach the commanded destination point . This lets the programmer command axis motion in a very logical manner.All discussions to this point assume that the absolute mode of programming is used. The most common CNC word used to designate the absolute mode is G90. In the absolute mode, the end points for all motions will be specified from the program zero point. For beginners, this is usually the best and easiest method of specifying end points for motion commands. However, there is another way of specifying end points for axis motion.中文译文旋转泵旋转泵应用于不同的设计中,在流体动力系统中极其常用。
机械工程专业外文文献及翻译文献一(外文标题)
摘要:
该文献研究了机械工程领域中的某个具体问题。
通过实验方法和数学模型的分析,作者得出了一些有意义的结论。
本文介绍了作者的研究方法和结果,并讨论了其在机械工程领域的应用前景。
翻译:
(将文献的主要内容用简洁准确的语言翻译成中文)
文献二(外文标题)
摘要:
该文献探讨了机械工程领域中的另一个重要问题。
通过实证分析和理论推导,作者提出了解决方案,并对其进行了验证。
本文阐述了作者的方法和实验结果,并探讨了其在实践中的应用潜力。
翻译:
(将文献的主要内容用简洁准确的语言翻译成中文)
文献三(外文标题)
摘要:
该文献研究了机械工程领域中的另一个新颖课题。
作者通过数
值模拟和实验验证,得出了一些有趣的发现。
本文介绍了作者的研
究过程和结果,并讨论了其对机械工程领域的影响。
翻译:
(将文献的主要内容用简洁准确的语言翻译成中文)
总结
本文档介绍了三篇机械工程专业的外文文献,包括摘要和翻译。
这些文献都对机械工程领域中的不同问题进行了研究,并提出了相
关的解决方案和发现。
希望这些文献能为机械工程专业的学生和研
究人员提供有价值的参考和启发。