烧结过程余热资源回收利用技术进步与展望 王勇
- 格式:pdf
- 大小:263.79 KB
- 文档页数:2
烧结过程余热资源回收与利用技术
贾冯睿;王恩刚;赫冀成;董辉;赵亚东
【期刊名称】《工业加热》
【年(卷),期】2014(043)004
【摘要】烧结余热的回收与利用是钢铁行业降低烧结工序能耗、提高烧结经济效益的有效途径之一.描述了烧结过程余热资源组成及特点;分析了影响烧结余热回收与利用的主要因素,包括冷却机冷却风速、冷却机料层厚度、进口冷却风温、发电附属设备、热风烧结和漏风等.在此基础上,得到了提高余热回收与利用的途径,为钢铁行业节能减排提供理论依据.
【总页数】4页(P45-48)
【作者】贾冯睿;王恩刚;赫冀成;董辉;赵亚东
【作者单位】东北大学材料电磁过程研究教育部重点实验室,辽宁沈阳110819;辽宁石油化工大学石油天然气工程学院,辽宁抚顺113001;东北大学材料电磁过程研究教育部重点实验室,辽宁沈阳110819;东北大学材料电磁过程研究教育部重点实验室,辽宁沈阳110819;东北大学材料与冶金学院,辽宁沈阳110819;辽宁石油化工大学石油天然气工程学院,辽宁抚顺113001
【正文语种】中文
【中图分类】TK115
【相关文献】
1.加热炉余热资源回收循环利用集成系统的研究与应用 [J], 王浩;詹茂华;曹强;王雷
2.炼焦余热资源回收利用技术研究 [J], 孙宝东;线葵娟;李明珠
3.长钢9号高炉冲渣水余热资源回收利用的实践 [J], 秦建新
4.钢铁企业余热资源回收利用技术现状综述 [J], 柯菲;高雅萱;张倩;李勋奇;刘璐
5.煤矿余热资源回收利用技术的特点分析 [J], 曹龙
因版权原因,仅展示原文概要,查看原文内容请购买。
烧结过程余热利用现状及趋势XXX(单位,地址,邮编)摘要:烧结过程中难以避免会产生大量余热,本文从余热产生的各个方面阐述了余热利用的现状方案以余热利用面临的问题,总结了余热利用的趋势。
关键字:烧结余热利用节能减排1、前言节能减排是钢铁企业生产发展过程中重大的战略任务之一。
在长流程的钢铁联合企业的生产流程中,烧结工序生产过程中的能耗约占总能耗的10%-12%,仅次于炼铁工序。
[1]烧结余热利用是指将烧结生产工序中产生的废弃热量加以回收再利用的技术,主要分两部分:一是占带入热量约24%的烧结烟气显热,随着物理化学反应的进行,烧结烟气温度、成分不断变化,当烧结进行到最后烟气温度明显上升,机尾风箱高温段排出的废气温度可达300~400℃;二是占烧结过程带入总热量约45%的烧结矿显热,在烧结工序生产中,有近50%热能以烧结机烟气和冷却机废气的显热形式排人大气。
在当前各种原燃料紧缺的情况下,如何提高余能利用率已经成为钢铁生产节能降耗的重要课题。
目前对烧结过程中的余热利用,主要可以概括为两类:(1)烟道废气余热的利用;(2)冷却废气余热利用。
2、烟道废气余热利用现状烧结机烟气水分含量大,含有大量的粉尘、且含有SO2,等多种有害气体,烧结主抽风烟道总管内的烟气温度在100~160,余热难以回收,一般的烧结机烧结烟气经除尘后直接排人大气。
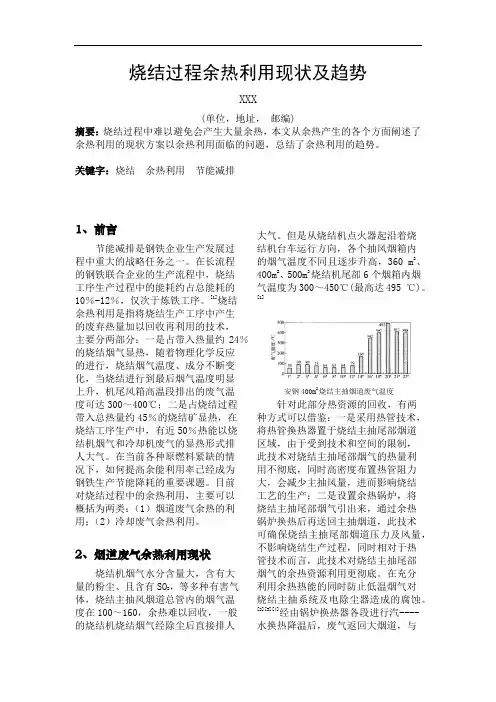
但是从烧结机点火器起沿着烧结机台车运行方向,各个抽风烟箱内的烟气温度不同且逐步升高,360 m2、400m2、500m2烧结机尾部6个烟箱内烟气温度为300~450℃(最高达495 ℃)。
[1]安钢400m2烧结主抽烟道废气温度针对此部分热资源的回收,有两种方式可以借鉴:一是采用热管技术,将热管换热器置于烧结主抽尾部烟道区域,由于受到技术和空间的限制,此技术对烧结主抽尾部烟气的热量利用不彻底,同时高密度布置热管阻力大,会减少主抽风量,进而影响烧结工艺的生产;二是设置余热锅炉,将烧结主抽尾部烟气引出来,通过余热锅炉换热后再送回主抽烟道,此技术可确保烧结主抽尾部烟道压力及风量,不影响烧结生产过程,同时相对于热管技术而言,此技术对烧结主抽尾部烟气的余热资源利用更彻底。
科技成果——烧结过程余热资源高效回收与利用技术所属行业钢铁技术开发单位东北大学、鞍山钢铁集团公司适用范围钢铁企业成果简介高效回收与利用烧结过程余热资源是降低烧结工序能耗的主要措施之一。
通过调节冷却机的冷却风量和料层厚度、降低烧结和冷却系统漏风率等措施实现烧结矿产品显热和烧结烟气显热的高效回收,然后将回收得到的余热梯级利用于:将温度较高的余热用于动力回收,即将温度较高的冷却废气(与热烧结矿进行热量交换后的冷却空气)和烧结烟气通入余热锅炉,再将余热锅炉产生的蒸汽通入汽机发电机组发电;将温度居中或较低的余热直接热回收,即将温度居中或较低的冷却废气和烧结烟气用于点火助燃、热风烧结和烧结混合料干燥等直接热回收。
关键技术(1)烧结矿“取热”技术;(2)烧结烟气显热利用技术;(3)烧结系统漏风控制技术;(4)冷却系统漏风控制技术;(5)余热锅炉国产化装备。
主要技术指标1、冷却废气60-70万m3/h;340℃-400℃60-70万m3/h;250℃-340℃2、烧结烟气用于热回收部分20万m3/h;260℃;SO2400mg/m3以下;O216%以上3、吨矿发电量15-20kWh技术水平1、该技术被列入“十一五”国家高技术研究发展计划(863计划),并获得目标导向类项目资助(承担单位:东北大学和鞍山钢铁集团公司);2、该技术被列入2008年国家发改委科技重大专项(承担单位:鞍山钢铁集团公司和东北大学);3、获得国家发明专利1项(2010年11月接到授权通知),申报国家发明专利1项;4、该技术被列入国家重点节能技术推广目录(第一批)。
典型案例该技术在国家863计划和国家发改委科技重大专项资助下,目前得以在鞍钢某360m2大型烧结机上逐步实施。
以该技术为核心的工程项目投资约为13000-15000万元(包括动力回收与直接热回收,不包括烧结-环冷系统本身)。
项目计划明年中期完成。
项目实施后,其技术指标处于国内领先水平,预计:吨矿发电量15-20kWh,年发电0.4-0.7亿kWh;降低烧结工序能耗3-5kgce,年节约1.2-1.9万tce;减排颗粒物20%,降低脱硫负荷30%-40%。
提高八钢烧结余热回收效率实践秦斌发布时间:2021-09-07T08:22:45.798Z 来源:《防护工程》2021年16期作者:秦斌刘晓勇[导读] 本文介绍了八钢烧结环冷机余热回收系统的组成和运行现状,分析了影响烧结余热回收效率的因素,制定并实施了整改措施,提高了烧结余热回收系统的蒸汽回收效率,取得了较好效果。
秦斌刘晓勇宝钢集团新疆八一钢铁股份有限公司炼铁厂新疆乌鲁木齐 830022摘要:本文介绍了八钢烧结环冷机余热回收系统的组成和运行现状,分析了影响烧结余热回收效率的因素,制定并实施了整改措施,提高了烧结余热回收系统的蒸汽回收效率,取得了较好效果。
关键词:环冷机余热利用;余热锅炉;蒸汽回收效率前言:八钢烧结厂两台265m2烧结机和一台430m2烧结机,对应的环冷机有效冷却面积分别为280m2、350m2 和520m2,为了回收利用环冷废气余热, 通过合同能源管理的方式,由上海宝钢节能环保技术有限公司中标总承包,西安思安新能源公司设计施工,投建1台30MW补气凝汽式汽轮发电机组配3台烧结余热锅炉的烧结余热回收发电机组系统,于2013年6月试生产,新建的烧结余热发电系统投入运行初期锅炉蒸汽回收效率提升缓慢,通过分析原因,提高烧结机自身生产能力,将烧结工艺与余热回收系统相结合,大力降低烧结事故频次和故障率,提升过程控制水平,优化烧结工艺及余热回收系统各项控制参数,烧结余热回收发电系统各项指标得到快速提升。
1、烧结余热发电系统介绍及运行分析1.1烧结余热发电系统设计特点(1)余热锅炉采用双通道烟气进气系统,在高温段和中温段设两个烟罩,分别进气。
(2)锅炉尾气采用再循环风机送进环冷机,实现烟气循环利用,并可采用补入新风有效调节烟气循环温度和流量。
烟气系统采用闭路循环,减少了外排污染,收集粉尘可返烧结利用。
(3)双压无补燃烟气循环锅炉,每个锅炉设一台烟气循环风机。
锅炉主蒸汽压力2MPa,温度350℃,低压蒸汽压力0.5MPa,温度200℃。
突破关键技术提升烧结余热利用水平钢铁行业一直是国家节能减排工作的重中之重,而烧结余热发电在钢铁企业众多节能项目中属于节能降耗幅度大、经济效益好、工艺相对成熟的技术之一。
从今年的“十二五”规划可以预见,政府将继续通过一系列的指导和优惠鼓励政策来推动烧结余热发电技术在全行业的推广。
随着我国节能减排力度的不断加大,以及余热发电技术的不断进步,近年来余热发电技术在钢铁等高能耗行业得以迅速推广应用。
受利用形式的限制,余热发电对于余热资源规模具有一定要求。
一般来说,装机规模越小,项目的经济性越差。
余热发电的最小机组规模基本为3MW,相应的要求烧结面积大于150m2,而国内烧结机的大型化转变基本上是在近10年完成的。
随着淘汰落后产能工作的不断开展,为烧结余热发电技术的推广奠定了基础。
发电量低成为烧结余热发电技术“瓶颈”烧结余热发电的技术路线,可从热力系统、取风工艺、余热锅炉形式几个大的方面来区分,按热力系统可分为单压、双压、闪蒸,按取风工艺可分为开式系统、循环风系统,在余热锅炉形式方面拥有双通道、炉内除氧、自然循环等局部特征技术。
以往,由于烧结余热发电处于起步阶段,行业内呈现多种技术并存的局面。
技术壁垒尚未形成。
近年来,余热发电设计方案呈现高度趋同态势,大量新建项目采用类似技术路线。
一方面,这是市场竞争的结果,先进、合理的技术逐步得到广泛认同;另一方面,行业的技术创新不足,技术壁垒尚未形成,也是导致目前尴尬境地的重要原因。
装备国产化取得一定成效。
余热发电属于小型机组,其装备水平要求低于常规火力发电,但由于不属于电力行业的主要发展方向,加之余热锅炉等部分设备结合对象行业具有一定的特殊性,长期以来,国内设备厂家对该领域关注较少。
直至2005年左右,伴随水泥余热发电市场的迅速扩大,该技术才有了长足的发展。
余热发电的主要装备为余热锅炉、汽轮机、发电机,这些装备经过近年来的发展,在国产化方面取得一定突破,形成了一些自主品牌。
金属材料热处理工艺及技术发展趋势王勇摘要:近几年,伴随着我国先进技术的快速发展,在热处理金属材料和采用技术上也得到了快速发展。
一方面由于对热处理金属材料时,不可避免会造成金属资源的大量浪费,更会对环境造成污染。
另一方面在金属制品中,它的质量直接与金属材料的热处理技术水平高低有关。
所以,在当前阶段,随着金属热材料的技术的快速发展,我们更应该重视如何在热处理中做到节能减排等问题。
基于此本文先对金属材料进行简要概述,然后具体分析了金属材料热处理新工艺与技术,并提出了热处理工艺与技术展望,以供参考。
关键词:金属材料;热处理工艺;技术发展金属材料的热处理工艺和技术的质量对金属产品的最终质量有着重要的保障作用。
金属材料的热处理工艺和技术所造成的环境污染和原材耗费较大,使得金属材料的生产和加工产业成本投入较大,不利于其长期稳定的发展。
因此,要对热处理技术进行不断的优化改善,在热处理工艺技术的节能方面深入分析,为金属材料的热处理工艺和技术长期发展探讨一个可行的道路。
1.金属材料热处理工艺概述热处理是金属材料通过一系列手段改变其性质及性能的处理过程,主要包括加热、保温及降温等处理方式。
当前在生产生活中各个层面均离不开热处理。
通过热处理后的金属材料,其表面的硬度得以增强,同时,采用热处理能够极大提高金属材料的柔韧性,使金属材料的抗磨损及抗疲劳能力得以增强,将热处理后的材料制成金属零件,延长了金属零件的使用时间,在一定程度上实现了节能减排的目的。
因此,现阶段热处理的作用被人们多广泛认知,与传统热处理不同的是,现代热处理技术转变了加热-保温-降温的简单流程,而是采用更为高级与先进的技术对金属材料进行处理,这种热处理技术能够更为大幅度提升金属材料的硬度,并降低金属材料脆性,其现实意义较高。
2.金属材料的类型2.1多孔金属材料金属材料有多种类型,多孔金属是使用最为普遍,它也是最受人们青睐的一种金属材料。
多孔金属材料之所以应用广泛,主要是因为这种材料具有良好的渗透性。
烧结过程余热资源回收利用技术进步与展望摘要:烧结过程余热资源回收利用是清洁生产中非常重要的一项环节,环冷机余热回收利用技术的应用可将烧结环冷机一、二段风箱排出的气体作为余热锅炉的热源进行回收利用,产生蒸汽推动汽轮机做功达到作为主抽风机动力的目的,实现了机械能→机械能直接转化的过程。
通过SHRT系统从而提高钢铁企业能源利用率,节约了大量的能源,项目的经济效益十分可观。
关键词:余热回收;汽轮机;烧结主抽风机;节能前言:现有环冷机余热回收利用技术多为产生蒸汽或发电并网,而烧结主抽风机电机功率高,电耗高达烧结厂总用电量的50%。
若将二者有机结合,环冷机余热回收利用产生蒸汽,推动汽轮机做功,作为主抽风机的动力,则可实现机械能→机械能直接转化的过程,可节约大量的能源。
烧结工艺过程中,冷却机中的废气与烧结废气,能够产生占总耗能50%的热量,充分回收利用这两部分产生的余热,能够显著降低烧结工艺的能源消耗。
一是在烧结矿冷却系统中安装余热锅炉,利用余热生产蒸汽进行发电、供热等。
二是积极推广余热废气烧结技术。
该技术可以充分利用余热进行热风烧结,热风烧结能够降低消耗固体燃料,提高烧结矿质量。
1技术特点烧结是钢铁生产工艺中的重要环节,是将铁矿粉、石灰和燃料(无烟煤、焦粉)等原材料按照一定的比例混合均匀后,经过烧结而形成的有足够的强度和粒度的烧结矿作为炼铁的熟料。
所谓烧结,就是粉状物料加热到熔点以下而粘结成固体的现象。
简单来说,就是把品味满足要求,但粒度却不满足的精矿与其它辅助原料混合后在烧结机上点火燃烧,重新造块,以满足高炉的要求。
利用烧结熟料炼铁能够提高高炉利用系数、降低焦比、提高高炉透气性,以保证高炉正常运行。
正确使用钢铁厂烧结工艺能够达到提高产品质量以及节能环保的目的。
(1)布置合理,废气利用范围及热力系统技术可靠实用,利用率高,运行安全可靠,成本低,投资省,效率高。
余热锅炉烟气系统采用烟气再循环方式,在不影响烧结料冷却工艺前提下,尽量提高余热锅炉进口废气温度,提高热能利用率。
热能与动力工程的技术创新探讨王勇摘要:社会经济的发展带动了科学技术的不断发展与应用,使热能与动力工程不断得到科技创新,有效促进了我国综合国力的提高,实现了热能和动力资源的进一步开发,有利于我国健康持久发展。
这决定我国在热能开发与动力工程实现过程中,一定要摒弃传统不适应市场经济发展的生产工艺,积极引进和学习新型的生产工艺,以实现热能与动力行业的进一步有效发展。
关键词:热能与动力工程;科技创新;应用引言随着社会化经济进程的不断加快以及科学技术的不断创新,热能与动力工程中也将入了相关的科技元素,摒弃了传统的且已经不适应市场经济发展的生产工艺,在一定程度上促进了热能与动力专业的有效发展。
因此,要加大力度对热能与动力工程进行研究,进而开发与利用新能源,同时还要降低新能源对环境的危害程度,这对保护环境至关重要,对我国的持续、健康发展也具有重要意义。
1.热能与动力工程概述热能与动力工程是合理实现热能与动能之间的相互转化。
在实际转化的过程中,可以通过很多种不同的方式进行转化,有效促使热能与动力或者热能与电能之间的相关转化,旨在使得能源得到充分利用,为提高我国的经济效益和社会效益提供前提条件。
就热能与动力工程的价值而言,它可以解决能源的利用问题,在此方面具有不可替代的价值。
所以要对热能与动力工程进行有效分析,保证其价值得到充分体现。
热能与动力工程涉及的范围广泛,且相互之间的关系具有复杂性、系统性,基于此,要科学合理地发展热能与动力工程,通过各种能量之间的转化产生经济效益,从而促使我国的市场化经济得到有效提升。
一般情况下,基于专业构成的视角下,可以对热能与动力工程的相关内容进行合理分析与研究,具体表现在以下几个方面。
首先,在热能转换以及利用方面,包括热能动力及其控制工程,如开发新能源、能源环境利用工程等。
同时这也是相关人员研究的重点内容。
其次,以内燃机及其驱动系统为前提,包括热力发电机及汽车工程。
再次,从电能转化为机械能来说,包括流体机械与制冷低温工程。
收稿日期:2018-08-27汪磐石(1984-㊀)ꎬ工程师ꎻ201900上海市宝山区ꎮ宝钢烧结余热梯级利用及展望汪磐石㊀张永忠(宝山钢铁股份有限公司)摘㊀要㊀根据测算ꎬ宝钢大院烧结原余热利用率仅为22%ꎬ近年来通过烧结机更新改造ꎬ实现了余热利用的多途径㊁梯级化ꎬ主要有常规双压余热锅炉产生蒸汽ꎬ直联罩式余热锅炉产蒸汽ꎬ环冷机3号排气筒增设的余热回收装置与锅炉次低压蒸汽组合利用产热水ꎬ低温余热ORC发电ꎮ一系列的余热利用途径使得烧结区域的余热资源利用越发充分ꎬ促进了宝钢烧结工序的深度节能减排ꎮ关键词㊀余热㊀锅炉㊀ORC㊀热水CascadeutilizationandprospectofwasteheatrecoveryinsinteringofBaosteelWangPanshi㊀ZhangYongzhong(BaoshanIronandSteelCo.ꎬLtd.)Abstract㊀AccordingtothecalculationꎬthewasteheatutilizationratiooftheBaosteelsinteringplantisonly22%.Inrecentyearsꎬhasrealizedthemultiwayofwasteheatutilizationthroughtherenova ̄tionofthesinteringmachineinrecentyearsꎬwhichmainlyhastheconventionaldoublepressurewasteheatboilerꎬthedirectjointbelltypewasteheatboilerandproducinghotwaterbythewasteheatrecov ̄erydevicefromthepotsetupinthe3exhaustcylinderoftherecirculationcoolerandtheutilizationoflowpressuresteamintheboilerꎬmakinguseoflowtemperaturewasteheatORCtogenerateelectrici ̄ty.Aseriesofwasteheatutilizationwaysmaketheutilizationofwasteheatresourcesmorefullyinthesinteringareaꎬwhichpromotesthedepthofenergy-savingandemissionreductionofthesinteringprocessofBaosteel.Keywords㊀wasteheat㊀boiler㊀ORC㊀hotwater㊀㊀钢铁企业有着丰富的余热资源ꎬ回收利用各生产工序的余热余能已成为钢铁企业节能减排最有效的途径之一ꎬ见表1ꎮ烧结工序作为长流程钢铁生产的重要一环ꎬ能耗约占钢铁企业能源消耗的9%~12%ꎬ仅次于炼铁工序位居第二ꎬ烧结工序节能是钢铁企业节能减排的重要环节之一[1]ꎮ宝钢大院余热总量约450万tceꎬ扣除极难利用的80ħ以下冷却水余热及过程耗散热量约100万tceꎬ剩余余热资源约350万tceꎬ其中回收近200万tceꎬ余热资源回收率57%左右ꎮ改造前烧结工序的余热利用率约为22%ꎬ主要利用中温烟气余热锅炉产生蒸汽ꎬ锅炉效率较低ꎬ而且有大量的低温余热未被利用ꎮ表1㊀宝钢余热利用测算工序利用量/万tce未利用量/万tce利用率/%炼焦工序772079%烧结工序113922%高炉工序144325%炼钢系统224533%轧钢系统172739%公辅系统241660%㊀㊀梯级利用是能源科学利用的有效方法ꎬ余热资源也应该考虑按品位逐级加以利用ꎬ遵循 温度对口㊁梯级利用 原则ꎬ实现系统内高㊁中㊁低不同品位能量的耦合与转换利用ꎬ在热量供求方面最大程度地实现 量 与 质 的匹配ꎬ力求能级差最小ꎬ火用效率最高[2]ꎮ在宝钢践行一个中心ꎬ四个层级的余热利用指导思路ꎮ一个中心即 因地制宜㊁分配得当㊁温度对口㊁梯级利用 ꎬ四个层级为回用㊁替代㊁提质㊁转换ꎮ近年来ꎬ宝钢烧结机陆续进行升级改造ꎬ对于宝钢烧结区域余热利用ꎬ通过因地制宜㊁分配得当㊁温度对口㊁梯级利用ꎬ实现对环冷机中低温热废气及双压锅炉低压富余蒸汽回收利用ꎬ产生高品质蒸汽㊁次低压蒸汽㊁热水㊁电等二次能源ꎬ实现节能减排ꎮ图1㊀四烧结余热回收系统流程1㊀烧结区域余热梯级利用宝钢烧结工序能耗约占总能耗的10%ꎬ见表2ꎬ每年消耗能源近100万tceꎮ近些年ꎬ烧结机更新改造采取厚料层烧结ꎬ双斜带式节能型点火保温炉ꎬ液密封环冷机ꎬ以及余热多级回收技术ꎬ达到了 低耗㊁高效 烧结生产的目的ꎬ表2㊀宝钢各工序能耗占比工序耗能总量/万tce百分比/%高炉546 958烧结99 310炼焦51 55炼钢6 11热轧65 17冷轧48 25其它130 314同时实现了余热利用的多途径㊁梯级化ꎮ目前余热回收方式主要有常规双压余热锅炉产生蒸汽ꎬ直联罩式余热锅炉产蒸汽ꎬ环冷机3号排气筒增设的余热回收装置与锅炉次低压蒸汽组合利用产热水ꎬ三烧结低温烟气与锅炉次低压蒸汽进行发电ꎮ1 1㊀烧结余热锅炉烧结区域现有三烧结余热锅炉和四烧结余热锅炉ꎮ宝钢四期600m2烧结机于2013年11月投入使用ꎬ四烧结采用液密封环冷机ꎬ以环冷机第一段与第二段收集的废气为热源ꎬ经由余热回收锅炉系统设备来生产低压蒸汽ꎬ并入公司蒸汽管网ꎮ四烧结余热回收流程如图1所示ꎮ根据工艺装置特点和环冷机各段排气温度ꎬ可以供余热锅炉利用的废气为环冷机高㊁低温段的余热废气ꎮ烟气循环的设计流程为:来自环冷机的余热废气合并后经多管除尘器除尘ꎬ然后进入余热锅炉系统ꎬ最后由锅炉引风机引出并送入环冷机循环使用ꎮ余热锅炉产生的中压蒸汽(ȡ55t/hꎬ1 7MPa(表压)ꎬ270ħ)并入公司内蒸汽管网ꎬ锅炉热力除氧用蒸汽由系统内部解决ꎮ另产生0 5MPa㊁180ħ的流量5t/h以上的低压蒸汽供烧结区域内部使用ꎬ四烧结锅炉基本参数见表3ꎮ宝钢三烧结余热锅炉于2017年并网运行ꎬ其布置与四烧结有所不同ꎮ三烧结锅炉配置为直联炉罩式ꎬ双压立式无补燃自然循环锅炉ꎬ高参数段锅炉在环冷机上布置ꎮ余热锅炉采用立式半露天布置ꎬ带自除氧㊁水-汽自然循环余热水管锅炉ꎮ三烧余热回收流程如图2所示ꎮ表3㊀四烧结锅炉基本参数项目参数高温段废气温度380(350~400)ħ高温段废气量450000m3/h高温段废气含尘浓度3~5g/m3低温段废气温度280(250~280)ħ低温段废气量250000m3/h低温段废气含尘浓度2~3g/m3蒸汽产量ȡ55t/hȡ5t/h1 70MPaꎬ270ħ0 50MPaꎬ180ħ循环风机回风温度ɤ150ħ设备材料最高设计温度45ħ0本体烟气阻力ɤ1 2kPa循环风机~7500Pa三烧结余热锅炉取风系统分三段取风ꎬ一段高温废气直接从风罩进入直联炉罩式余热锅炉高参数1段ꎬ经过高参数过热器㊁1号高参数蒸发器后送出ꎻ二段中温废气直接从风罩进入直联炉罩式余热锅炉高参数2段ꎬ经过2号高参数蒸发器后送出ꎻ三段中温废气直接从风罩进入直联炉罩式余热锅炉高参数3段ꎬ经过3号高参数蒸发器后送出ꎮ锅炉高参数1段排气经惯性除尘器后和锅炉高参2段排气汇合ꎬ再与锅炉高参数3段排气分别进入直联炉罩式余热锅炉低压部分ꎬ依次经过低压部分的省煤器㊁低压过热器㊁低压蒸发器㊁水加热器和除氧蒸发器ꎬ锅炉排气温度约图2㊀三烧结余热锅炉回收系统流程135ħꎮ机外布置余热锅炉低压部分从上往下依次是:高参数省煤器㊁低压过热器㊁低压蒸发器㊁水加热器㊁除氧蒸发器和灰斗ꎮ余热锅炉高参数段采用机上布置ꎬ高参数1段㊁2段和3段各设置一个进风口ꎬ烟气自下而上流动ꎻ高温风从锅炉底部进入ꎬ排风从高参数1段㊁2段及3段的顶部经各自的风管引出ꎬ1段㊁2段排风合并后和3段排气分别进入低参数段ꎮ将三烧结余热锅炉产生的中压蒸汽(60~80t/hꎬ1 8MPa(表压)ꎬ270ħ)并入公司内蒸汽管网ꎬ锅炉自带除氧器ꎮ另产生0 5MPa㊁180ħ的流量15~20t/h以上的低压蒸汽ꎮ余热锅炉主要回收蒸汽参数如表4所示ꎮ对比表3㊁表4基本参数表可看出ꎬ三烧结由于采用环冷机高温段直联炉罩式余热锅炉技术ꎬ蒸汽回收水平较四烧结明显提升ꎮ表4㊀三烧结余热锅炉基本参数表项目参数高参数过热蒸汽温度270ħ高参数过热蒸汽压力1 8MPa高参数过热蒸汽量60~80t/h低参数过热蒸汽温度180ħ低参数过热蒸汽压力0 5MPa低参数过热蒸汽量15~20t/h1 2㊀三烧结ORC发电烧结ORC发电是三烧结环冷机余热利用上的新技术和重大突破ꎮ三烧结环冷机余热利用主要有以下途径:环冷机受料点附近的高温热废气用于点火助燃及热风保温ꎻ环冷机高温段(1号㊁2号烟囱附近)热废气的热量采用直联炉罩式余热锅炉回收产生蒸汽ꎻ环冷机中低温段(3号烟囱附近)热废气的热量采用低温余热ORC发电技术回收ꎬ余热回收后的废气汇合环冷机低温段(4号烟囱附近)热废气通过风机送到烧结机台车面上的烟气罩内ꎮ三烧结环冷机余热利用流程如图3ꎮ三烧结环冷机中低温段烟气的热量采用低温余热发电技术(ORC)回收ꎮ环冷机废气温度在150~220ħ之间ꎬ设计流量约为60万m3/hꎬ属低温段余热资源ꎬ将其通过热交换用于低温发电ꎬ可进一步提高余热资源利用效率ꎮ三烧结环冷机低温余热ORC发电示范项目ꎬ利用3号排气筒废气(设计流量60万m3/hꎬ设计温度180ħ)及双压余热锅炉富裕的次低压蒸汽(设计流量10t/hꎬ设计压力0 3~0 5MPa)进行低温余热发电ꎮ三烧结低温余热发电是以有机朗肯循环(ORC)为理论基础ꎬ以低温余热为热源ꎬ以有机工质为循环工质的发电工艺ꎮ利用三烧结机末端3号排气筒180ħ低温废气和三烧结余热锅炉次低压蒸汽为低温热源ꎬ以五氟丙烷为循环工质ꎬ来驱动透平机发电ꎮ由于国内制造的机组装机容量较小ꎬ三烧结引进的是国外比较成熟的机组ꎮ三烧结ORC发电设计发电量2 8MWꎬ能有效利用环冷机低温余热ꎬ设计参数如表5ꎮ图3㊀三烧结环冷机余热利用流程图表5㊀三烧结环冷机余热发电参数项目名称指标台数1台装机容量3MW设计发电功率2 8MW作业率91 3%发电量2240ˑ104kWh/a1 3㊀四烧结热水回收系统宝钢四期600m2烧结机于2013年11月投入使用ꎮ四烧结工程中ꎬ在环冷机3号排气筒处增设了余热回收装置ꎬ利用环冷机中温热废气制备生产热水ꎬ作为一㊁二次混合机的添加水ꎮ余热回收装置的进风为3号排气筒(Ф4000)处中温热废气ꎮ为便于设备检修和故障时对热废气进行切换ꎬ在3号排气筒和进风口(3200ˑ1800)处设置了电动开关阀ꎮ余热回收装置本体设备的设置情况如下:位置:3号排气筒侧ꎬ余热回收装置支架单独设置ꎻ参数:热废气性质为环冷机热废气ꎻ温度150~200ħꎬ最高250ħꎻ含尘量5g/m3ꎻ烟气侧允许阻力值ɤ250Paꎮ原设计热水为一㊁二次混合机的添加水ꎬ后由于目前生产工艺的要求发生变化基本不再使用热水ꎮ3号排气筒余热回收装置处于阶段性闲置废弃状态ꎬ一定程度上造成了余热资源的浪费ꎮ此外ꎬ四烧结余热锅炉可生产低压蒸汽约4t/hꎬ压力约0 3~0 4MPaꎬ而烧结生产的低压蒸汽使用量约2t/hꎮ这样ꎬ尚有2t/h的低压蒸汽富裕ꎬ处于放散状态ꎮ为充分利用环冷机中温热废气的余热和余热锅炉生产的低压蒸汽ꎬ更好地实现节能减排ꎬ宝钢通过合同能源项目方式对原有中温余热回收设施进行改造ꎮ改造项目主要是利用现有余热回收装置ꎬ将供水水源由工业水改为生活水ꎬ从而制备80m3/h㊁80ħ的生活热水供浴室使用ꎮ其中余热回收装置利用原有装置ꎬ仅对相关阀门与损坏的换热器进行更换ꎮ从四烧结余热锅炉低压蒸汽出口处接一路次低压蒸汽管道(DN100)送至圆形立式储热水箱处的次低压分气缸ꎬ再从次低压分气缸接四路次低压蒸汽至两个热水箱ꎮ余热回收装置规格见表6ꎮ当四烧结余热锅炉检修ꎬ低压蒸汽将停止供给ꎻ余热回收装置检修时ꎬ余热回收装置将会停止生产热水ꎮ但在该项目完成后ꎬ4DL环冷机中温热废气生产的生活热水将作为宝钢股份厂区浴室用热水的主要来源之一ꎬ此处热水供应不能停止ꎮ因此ꎬ项目方案对于主线停运时余热回收及锅炉低压富余蒸汽均无法利用时ꎬ从厂区蒸汽管道上原接一路DN100的低压蒸汽管道减压后(0 5MPaꎬDN150)送至圆形立式储热水箱处的低压分气缸ꎬ再从低压分气缸接四路次低压蒸汽至两个热水箱保证热水供应不间断ꎮ改造方案热水制备流程如图4ꎮ表6㊀利旧余热回收装置规格参数规格烟气流量390000m3/h烟气温度260ħ降至230ħ给水流量80t/h水温4ħ升至80ħ换热量4388kW图4㊀四烧结热水制备流程示意图热水制备要满足以下四种情况:(1)余热锅炉生产㊁余热回收装置生产余热回收装置生产的热水量为80t/hꎬ温度为80ħꎬ余热锅炉生产的富裕次低压蒸汽(0 5MPaꎬ2t/h)负责将热水加热至90ħꎮ(2)余热锅炉检修㊁余热回收装置生产余热回收装置生产的热水量为80t/hꎬ温度为80ħꎬ由厂区蒸汽负责将热水加热至90ħꎮ(3)余热锅炉生产㊁余热回收装置检修圆形立式储热水箱(容积340m3ꎬ二台)内的冷水(4ħ)由余热锅炉生产的富裕次低压蒸汽(0 5MPaꎬ2t/h)和厂区低压蒸汽加热至90ħꎮ(4)余热锅炉检修㊁余热回收装置检修圆形立式储热水箱(容积340m3ꎬ二台)内的冷水(4ħ)全由厂区低压蒸汽负责加热至90ħꎮ厂区的低压蒸汽(DN100)接入低压蒸汽分气缸前设置涡街流量计对蒸汽用量进行计量ꎮ2㊀烧结区域余热利用效果三㊁四烧结余热锅炉产生的高品质蒸汽并网运行ꎬ是宝钢厂区仅次于炼焦CDQ的蒸汽气源ꎮ四号烧结机部分实际可生产高参数蒸汽40t/h左右ꎮ三烧结目前高参数蒸汽实际产量为60~65t/hꎬ低参数蒸汽实际产量为15t/h左右ꎮ2017年全年四烧结并网蒸汽32 03万tꎬ三烧结并网蒸汽54 32万tꎮ三烧结ORC发电装置2017年12月投运ꎬ目前发电量为1600kWh/hꎬ有效利用了三烧结环冷机低温余热ꎬ发电为烧结自用ꎬ减少了烧结使用的电网电量ꎮ四烧结热水系统能连续㊁稳定地运行ꎬ生产热水全部利用ꎮ余热锅炉富裕的低压蒸汽全部利用ꎬ避免放散造成能源浪费ꎮ4DL环冷机中温热废气生产的生活热水将作为宝钢股份厂区浴室用热水的主要来源ꎬ每天生产90ħ的生活热水量约1600tꎮ当余热回收装置检修或余热锅炉检修时ꎬ热水制备由厂区低压蒸汽在圆形立式储热水箱(容积340m3ꎬ二台)内加热完成ꎮ热水拟采用运输能力为25t/台专用车辆运输ꎬ每天50~70车ꎮ2017年ꎬ四烧结环冷机余热回收产生了数量可观的热水ꎬ全年共供应热水27 04万tꎬ对全厂节约使用管网蒸汽有极其显著的意义ꎮ烧结余热梯级利用显著提高了烧结节能水平ꎬ近几年来ꎬ烧结工序虽然增加了脱硫脱硝等大型烟气治理设施ꎬ烧结工序能耗还是实现了逐年下降ꎬ这与烧结区域余热利用水平的提升是分不开的ꎮ3㊀宝钢烧结余热利用未来展望目前一㊁二烧结正在进行整合改造ꎬ对宝山基地全厂蒸汽系统的现状㊁平衡趋势和优化方向做了评估ꎮ宝钢炼铁二烧结余热锅炉投运后蒸汽系统平衡总体倾向富余ꎬ尤其夏季蒸汽需求量减少时ꎬ将出现蒸汽大量放散情况ꎮ为提高宝山基地蒸汽利用效率ꎬ同时缓解电力缺口ꎬ利用二烧结大修机会在烧结区域新建余热发电机组ꎮ按消纳二烧结全部蒸汽及三烧结部分蒸汽ꎬ高参数蒸汽97 5t/hꎬ低参数蒸汽10t/h设计ꎬ新建1套25MW双压补汽凝汽式汽轮发电机组ꎮ对比目前四烧结锅炉与三烧结锅炉情况ꎬ四烧结余热回收效率明显不足ꎬ未来视情况改为与三烧结一样的直联罩式机上锅炉ꎬ可大幅提升四烧结烧结区域余热利用效率ꎮ烧结烟气循环工艺通过将烧结产生的部分热烟气再次引入烧结过程ꎬ进行循环使用ꎬ不仅可以提高烧结矿质量ꎬ优化高炉技术经济指标ꎬ还可以回收一部分烟气显热ꎬ减少烧结烟气排放量ꎬ降低烧结固体燃料消耗ꎮ在宝钢炼铁二烧结大修改造中ꎬ采用烧结烟气循环技术ꎬ将烧结机头尾两段抽出的烧结烟气除尘后与环冷机低温余热回收的废烟气混合ꎬ送入烧结机台车循环烟气罩内ꎬ再次参与烧结过程ꎮ充分利用烧结烟气中的显热和潜热(即循环气体中CO燃烧释放的热量)ꎬ可有效降低固体燃料的消耗量ꎬ该工艺目前正在二烧结实施ꎬ未来也可视情况在四烧结进行改造ꎬ将大幅提升烧结余热利用水平ꎮ4㊀结论余热资源回收无消耗㊁无排放ꎬ属 清洁能源 ꎬ是未来钢铁企业技术节能的重点研发和应用领域ꎮ余热回收要遵循 一个中心㊁四个层级 梯级利用㊁逐级规划方法ꎬ结合实际㊁效益优先㊁先易后难的逐步实施ꎮ烧结区域余热利用实现了:(1)中高温余热回收高品质蒸汽管网使用ꎮ(2)环冷机中温段余热回收系统能连续㊁稳定地运行生产电或热水ꎮ双压余热锅炉富裕低压蒸汽全部利用ꎬ避免放散造成能源浪费ꎮ(3)热水供浴室使用ꎬ替代了官网高品质蒸汽ꎬ余热发电减少了电网用电ꎮ(4)宝钢烧结环冷低温烟气余热回收热水与ORC发电应用案例ꎬ对于钢铁行业余热回收应用示范及系统深度节能减排有极好的示范意义ꎮ(5)未来ꎬ通过增加烧结余热发电机组㊁余热回收工艺改进以及对烧结烟气循环新工艺的应用ꎬ宝钢烧结区域余热利用的深度和广度将不断加深ꎬ利用方式也将结合宝钢实际ꎬ更趋科学㊁合理ꎬ宝钢烧结节能减排将更上一个新台阶ꎮ参考文献[1]陈志良ꎬ曹先常.烧结低温冷却废气余热多级利用技术探讨[J].冶金能源ꎬ2017ꎬ36(1):41-44 [2]曹先常.轧钢低品位余热资源综合梯级利用研究[J].宝钢技术ꎬ2011ꎬ(6):15-19赵㊀艳㊀编辑。
烧结余热回收技术的改进
周炜
【期刊名称】《烧结球团》
【年(卷),期】2002(27)6
【摘要】由于烧结矿料的不稳定性、烧结工艺的变化以及烧结矿产量的变化等原因 ,热管蒸汽发生器在烧结中应用时 ,遇到了一些问题 ,严重时还影响到用户的正常生产 ,因此本文介绍了对热管蒸汽发生器系统进行的相应改进和完善。
【总页数】2页(P49-50)
【关键词】烧结;余热回收;水击;疲劳裂纹;爆管;中温热管
【作者】周炜
【作者单位】江苏中圣石化工程有限公司
【正文语种】中文
【中图分类】X757;TF046.4
【相关文献】
1.2×500m2烧结系统余热回收技术的应用 [J], 吴洪勋; 于连涛
2.烧结机烟道废气余热回收利用技术的相关应用 [J], 郑璇;李岩
3.烧结工艺余热回收利用技术研究 [J], 尼马西
4.我国烧结余热回收技术发展与展望 [J], 祁腾飞;孙俊杰;张永杰
5.烧结矿余热回收装置技术发展综述 [J], 刘丁赫;弋治军;周托;孙瑞彬;李泽鹏
因版权原因,仅展示原文概要,查看原文内容请购买。
依靠科技进步促进废弃物资源化工作
王勇
【期刊名称】《中国人口.资源与环境》
【年(卷),期】1994(004)002
【摘要】(一)废弃物资源化是国际发展趋势,是社会发展的迫切需要废弃物是指在生产、流通和消费过程中产生的、不再具有原使用价值或使用价值不同于自然资源的各种物质,如尾矿、生产性废渣、废液、废气、废旧物资等,通过回收、深度加工等途径综合利用,使之成为二次资源,对应于国际上的资源循环利用或再生利用的范畴。
废弃物资源化的内容主要包括:废物处理并从中回收某些物质(二次资源);废物利用并制取新的物质(物态转换);废物回收并经过深加工获得新用途(资源再生);从废物中回收能源(能量转换)等。
【总页数】2页(P5-6)
【作者】王勇
【作者单位】无
【正文语种】中文
【中图分类】F124.5
【相关文献】
1.依靠科技进步促进产业发展--系列专家论坛工作总结 [J], 孙公民
2.依靠科技进步促进云南藏区县域经济社会发展——迪庆州县级科技工作思路探析[J], 和卫泽
3.依靠科技进步促进节能降耗——安庆市科技局节能工作综述 [J], 杨平福
4.依靠科技进步,促进煤气销售——上海煤气销售(集团)有限公司98年科技工作会议工作报告 [J],
5.拓宽思路,开阔视野,总结勘探方法改革经验,依靠科技进步,加强生产技术管理,促进煤田地质勘探工作不断向前发展——中国煤田地质局梁继刚副局长兼总工程师在昆明煤田地质工作专业会议上的总结发言 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
烧结过程余热资源回收利用技术进步与展望王勇
发表时间:2019-02-25T15:48:59.623Z 来源:《防护工程》2018年第32期作者:王勇1 王大鹏2 [导读] 还有助于钢铁生产过程中节能减排实现,实现绿色发展。
但是中国的烧结预热回收技术和利用率相比西方的一些国家还有待提高。
1五矿营口中板有限责任公司辽宁省营口市 115000;2营口连营重工机械有限公司辽宁省营口市 115000 摘要:在烧结生产的过程中要降低烧结工序的耗能,就要将余热充分的回收和利用。
本文详细描述了现代社会在烧结过程中余热回收和利用的技术以及未来的发展前景,并对我国烧结生产余热回收和利用存在的问题进行了分析。
从工艺、流程、技术三个角度总结了烧结矿余热竖罐回收、烧结过程预热资源分级回收和梯级余热利用三种技术,奠定了中国烧结生产过程中节能减排、保护环境的基础。
关键词:烧结余热;发电;竖罐式回收;分级回收;梯级利用
我国烧结生存过程中所消耗的能量,约占我国钢铁生产消耗能量的七分之一,烧结生产过程中会产生两种余热形式,第一种烧结矿显热,第二种烧结烟显热。
烧结矿显热是从烧结矿环式冷却机上部排出的冷却废气,占烧结工序总热量回收的百分之四十左右,烧结烟显热是烧结机下部抽出的烧结烟气,占烧结工序总热量回收的百分之二十左右。
目前我国多数钢铁企业在烧结工序回收的余热占余热总比的百分之四十左右,大量的余热资源没有的到回收和利用。
可见,烧结工序余热回收的技术还有很大的提升空间。
也能看出,高效的余热回收和利用,可以降低烧结工序所消耗的总能量。
自踏入二十一世纪以来,我国钢铁行业的发展不断加快步伐,为了降低钢铁生产过程的耗能。
烧结工序余热的回收和利用技术也得到了飞速的发展,二十一世纪初,我国就开始生产烧结余热回收发电机,这使得我国烧结余热回收技术更进一步的发展。
1 发达国家余热回收与利用技术的发展现状从进入二十一世纪开始,发达国家的钢铁生产量开始出现缓慢增长甚至降低的趋势,纵观烧结余热的国外发展史,烧结余热的回收利用技术发展的意义已经开始发生改变,从开始以纯粹的节约能源为目标,转向了以环境保护为目标。
1.1最具有代表性烧结余热回收技术动力回收及烟气再循环回收利用技术是由日本住友金属工业公司尝试研发的,这个技术是基于和歌山4号360 m 2 烧结机系统上进行开发的,主要是将冷却机与烧结机相结合,在烧结生产过程中将烧结矿产生的废气冷却后与烧结烟气一起进入锅炉内产生水蒸气,再采用烟气再循环的方式使锅炉内的温度升高,通过这种方式可以使烧结过程消耗的总能源减少三层。
1.2EPOSINT技术EPOSINT技术是由奥地利一家公司开发的,EPOSINT技术的关键就再于可以保持烧结烟气的排放量不变的情况下,将风箱内的高温度废弃进行循环运用。
为了防止助燃空气种的氧气含量过低,将烧结矿产生的废气冷却后与烧结烟气进行混合从而生成水蒸气再遇热分解成氧气进行补充。
EPOSINT技术的产生提高了烧结生产总量的同时降低了污染的排放,实现了也能减排。
1.3烧结烟气分区选择性再循环技术烧结烟气分区选择性再循环技术也是由日本发明的,生产于1992年主要作业方式是将烧结机的机头部和尾部部分的烧结烟气进行循环利用,再经过烧结机的中间部分和尾部进行脱硫排放。
烧结烟气分区选择性再循环技术再技能环保效果上有显著的提升。
1.4 LEEP技术
由德国克虏伯·曼内斯曼钢铁公司开发的,在2001年开始使用。
其原理是烧结烟气在进入除尘器之前,不管是来自烧结机的前半段还是后半段,为了能够使传统烧结工艺中的排风机可以使用,都要通过气换热器换热,同时确保前半段低温烟气比露点区域限制在换热器之前得管道低,冷却后得后半段热烟气能保持烧结质量,再循环的气体通过除尘器和排风机被返回到烧结机。
LEEP技术是的产生,更高效的提高了环保效果,并且降低了燃料的消耗。
2 国内烧结余热回收与利用的技术发展于现状国内烧结余热回收与利用的技术相较于过外起步时比较晚的,80年代由宝钢从日本引进的技术和设备,通过改造升级建成中国第一台现代化烧结余热回收的设备。
在二十世纪初,日本川崎技术与设备被马钢再次引入中国,这是我国第一套烧结余热发电系统在两台三百多平米的烧结上初步建成。
后来随着引入国外的先进技术和设备,依托国际化烧结机产业链,济钢再07年建成国内第二套烧结余热发电系统,在2009年末国家工信部出台的烧结余热发电技术方案中,在推广烧结余热发电技术的基础上,提高钢铁行业的烧结余热发电比例。
在2012年,我国烧结余热回收与利用技术显著提升,烧结余热回收利用率也有了很大程度的提高,主要用于发电、热风烧结、点火助燃等动力回收和直接热回收。
2.1动力收回
动力回收也叫烧结余热发电,是把烧结预热资源转换成蒸汽后再发电。
按照循环介质的类型可以把余热发电分为余热锅炉法、有机媒体法和加压热水法。
例如,余热锅炉法是指把锅炉循环水转化为蒸汽,再通过蒸汽推动汽轮机带动发电机进行发电,其原理是利用环冷机高温段的冷却废弃在锅炉内进行热交换。
2.2热风烧结
在实际生产应用中,宝钢、鞍钢、马钢等大部分钢铁企业都采用热风烧结的模式,用热风的物理热作为固体燃料的烧结热,不仅能够使烧结层的热量和温度达到均匀的效果,又能够在节约固体燃料的同时又能克服烧结料表层热量不够的缺点,从而改善烧结矿的强度。
例如,把环冷机尾部(二段)部分废气通过管道直接引入烧结机台面使热风烧结面积大概在十五平方米左右。
但国外的热风烧结技术就比较发达,例如,日本的部分烧结公司在上个世纪九十年代初期就采用了烧结烟气分区工艺,从而降低固体燃料消耗。
再比如说,日本的住友工业公司把部分冷却废料作为热风烧结的热源。
再国外热风烧结中把烧结烟气作为热源比较常见,并且需要严格控制二氧化硫的含量避免腐蚀。
2.3热风点火助燃
冷却废气被引入到烧结机的点火装置里,使点火煤气速度和温度加快上升,促使点火煤气与助燃空气的混合物更容易被点着,从而在节约点火煤气的同时也改善了点火的质量,进一步使表层返矿量减少。
例如,一个将近四百平米的烧结机采用热值为3140 kJ/m3的高炉煤气点火,如果环冷三段废气经过引风机加压后点火助燃则能够降低点火燃料消耗量,节约烧结矿。
在生产应用中,很少把温度较低的环冷废气作为点火助燃空气,主要是因为如果环冷废气直接作为助燃空气,若未经过除尘将堵塞点火烧嘴。
如果助燃空气是通过预热进行的那么就需要对环冷废弃加压,利用换热器但也很难保证换热效果。
因种种困难和问题的出现导致点火助燃在我国机会未被推广。
2.4烧结混合料干燥
把烧结混合料干燥处理不仅能够使混合料温度提高,也可使混合料层过湿的现象得以改善,增加料层的孔隙率减少气流的阻力,都能够帮助改善料层的透气性,进一步提高混合料的温度,从而使燃料消耗降到最低。
譬如说,烧结机的干燥带长度为2.3米,时间为51秒,如果环冷废气作为干燥热源经过引风机加压后能够使烧结混合料的含水量降低。
但是,在实际应用中,现场烧结布料位置的局限性,导致在配备烧结混合料装置的时候困难增加。
加之经济的因素如果环冷废气未被加压也没有进行监控其流量和温度,那么作为干燥热源的环冷废气的干燥效果就无从考究了。
结束语
在烧结生产的过程重将余热回收合理利用不但有助于降低烧结工序的能耗,还有助于钢铁生产过程中节能减排实现,实现绿色发展。
但是中国的烧结预热回收技术和利用率相比西方的一些国家还有待提高。
参考文献:
[1]孙用军,董辉,冯军胜,张琦,王爱华,李磊.烧结-冷却-余热回收系统热力学分析[J].钢铁研究学报,2015,2701:16-21.
[2]贾冯睿,王恩刚,赫冀成,董辉,赵亚东.烧结过程余热资源回收与利用技术[J].工业加热,2014,4304:45-48.
[3]张树刚.烧结余热回收利用现状与发展[J].天津冶金,2018,03:67-69.。