Minitab中如何制作正态分布及Xbar-R控制图PPT
- 格式:ppt
- 大小:499.50 KB
- 文档页数:10

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1。
2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P"控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2。
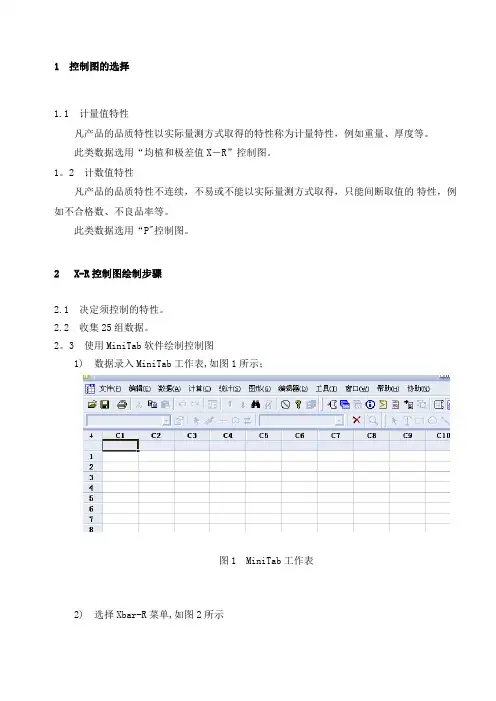
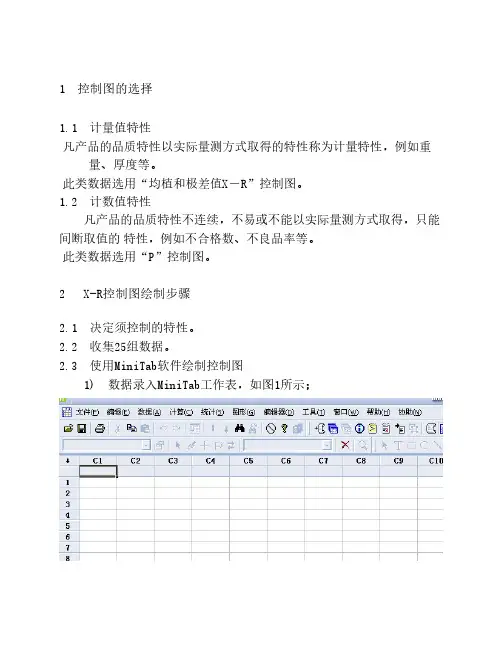
3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口 4)绘制X—R控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2。
4 检查是否有超出控制界限的点,如图4中第5组数据。
2。
5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R 控制图的使用3。
1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表. 3.2 根据历史计算出的“均值"、“标准差”,绘制生产现场实时X —R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2)少数的点落在控制界限附近(但未超出控制界限).3)各点的分布呈随机状态。
4。
2 异常控制图的判读1)任何超出控制限的点2) 连续7个点在中心线之上或之下3)连续7个点上升或下降4)任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
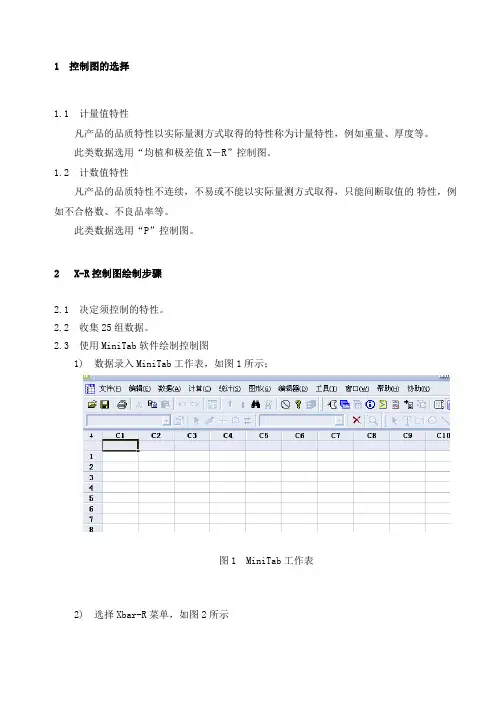
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
1 掌握图的选择【1 】121.1 计量值特征3凡产品的品德特征以现实量测方法取得的特征称为计量特征,例如重量.厚度等.4此类数据选用“均植和极差值X-R”掌握图.1.2 计数值特征56凡产品的品德特征不持续,不轻易或不克不及以现实量测方法取得,只能间断取值的特征, 7例如不合格数.不良品率等.8此类数据选用“P”掌握图.92 X-R掌握图绘制步调102.1 决议须掌握的特征.2.2 收集25组数据.11122.3 应用MiniTab软件绘制掌握图1) 数据录入MiniTab工作表,如图1所示;131415图1 MiniTab工作表162) 选择Xbar-R菜单,如图2所示1718图2 Xbar-R菜单193) 根据会话窗口输入响应数据,如图3所示2021图3 Xbar-R会话窗口224) 绘制X-R掌握图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C1223 图4 X-R 掌握图24 2.4 检讨是否有超出掌握界线的点,如图4中第5组数据. 25 2.5 将超出掌握界线的数据剔除着反复“”. 26 3 临盆现场X-R 掌握图的应用27 3.1 临盆现场根据划定的抽样频率及抽样数,记载数据,所得数据录入MiniTab 工作表. 28 3.2 根据汗青盘算出的“均值”.“尺度差”,绘制临盆现场及时X-R 掌握图.汗青统计值输29 入窗口如图5所示.30313233图5 掌握参数输入窗口344 掌握图判读原则及平常掌握图的改正/预防措施354.1 正常之掌握图其各点的动态361) 多半的点分散在中间线邻近.372) 少数的点落在掌握界线邻近(但未超出掌握界线).383) 各点的散布呈随机状况.394.2 平常掌握图的判读401) 任何超出掌握限的点412) 持续7个点在中间线之上或之下3) 持续7个点上升或降低42434) 任何其它显著的非随机图形,如2/3的描点应落在掌握限1/3的中央区域,描点成规矩外形.44454.3 平常之掌握图的改正/预防措施461) 消失任何超出掌握界线的点,都应提请相干单位进行原因剖析,并采纳改正措施.472) 对于持续7个点在中间线之上或之下,或持续7个点上升或降低,或其它显著非随48机图形,都应提请相干部分剖析原因,留心趋向采纳响应预防措施.495 P 掌握图的应用办法505.1 应用P掌握图的样本数(n)以可以或许发明1-5个不良品最为恰当.515.2 应用MiniTab软件绘制P掌握图521)数据收集,录入MiniTab工作表;532)选择P图绘制菜单对象,如图65455图6 P图对象栏563) 绘制P掌握图57图7 P掌握图586 工序才能指数 Cpk 的盘算59606.1 工程部根据各制作进程或工序影响以及质量特征,周全计划需进行制程才能掌握的制61程或工序并明白响应的Cpk值.626.2 收集数据,应许多于100个数据.6.3 应用MiniTab盘算工序才能指数 Cpk631)数据录入MiniTab工作表;64652)进入工序才能指数盘算菜单,如图8;6667图8 工序才能指数菜单68图9 参数设置窗口69703) 工序才能指数 Cpk 的盘算成果7172图10 Cpk盘算成果73。
1 控制图得选择1、1 计量值特性凡产品得品质特性以实际量测方式取得得特性称为计量特性,例如重量、厚度等.此类数据选用“均植与极差值X—R”控制图.1、2 计数值特性凡产品得品质特性不连续,不易或不能以实际量测方式取得,只能间断取值得特性,例如不合格数、不良品率等.此类数据选用“P”控制图。
2 X—R控制图绘制步骤2、1 决定须控制得特性。
2、2 收集25组数据。
2、3使用MiniTab软件绘制控制图1)数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2)选择Xbar-R菜单,如图2所示图2 Xb ar-R菜单3) 根据会话窗口输入相应数据,如图3所示图3 Xba r-R 会话窗口4) 绘制X -R 控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X—R 控制图2、4 检查就是否有超出控制界限得点,如图4中第5组数据。
2、5 将超出控制界限得数据剔除并重复“2、4”。
3 生产现场X-R 控制图得使用3、1生产现场依据规定得抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表.3、2 根据历史计算出得“均值"、“标准差",绘制生产现场实时X—R控制图.历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图得纠正/预防措施4、1 正常之控制图其各点得动态1) 多数得点集中在中心线附近。
2)少数得点落在控制界限附近(但未超出控制界限)。
3) 各点得分布呈随机状态.4、2 异常控制图得判读1)任何超出控制限得点2)连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显得非随机图形,如2/3得描点应落在控制限1/3得中间区域,描点成规则形状。