生产工艺流程教材
- 格式:ppt
- 大小:509.00 KB
- 文档页数:51


第三讲生产工艺本讲概要☐工艺流程☐关键工序☐其它工序要求1 工艺流程主要介绍本公司PR、KNP、RGC、RSF、RXG四种电阻器和LGA电感、空心电感、变压器的工艺流程。
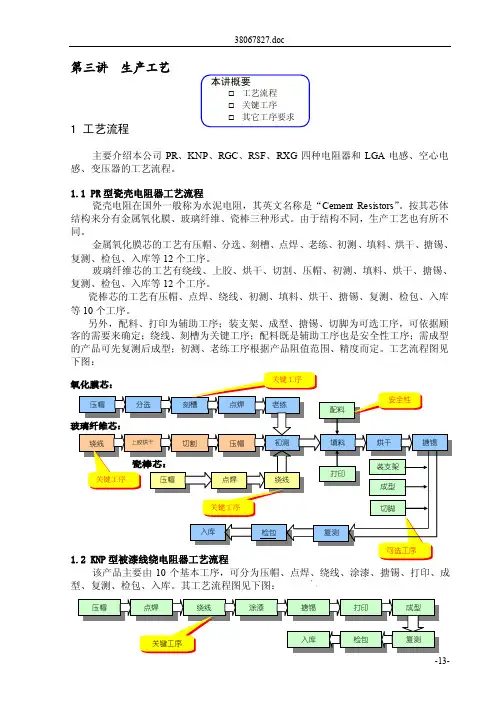
1.1 PR型瓷壳电阻器工艺流程瓷壳电阻在国外一般称为水泥电阻,其英文名称是“Cement Resistors”。
按其芯体结构来分有金属氧化膜、玻璃纤维、瓷棒三种形式。
由于结构不同,生产工艺也有所不同。
金属氧化膜芯的工艺有压帽、分选、刻槽、点焊、老练、初测、填料、烘干、搪锡、复测、检包、入库等12个工序。
玻璃纤维芯的工艺有绕线、上胶、烘干、切割、压帽、初测、填料、烘干、搪锡、复测、检包、入库等12个工序。
瓷棒芯的工艺有压帽、点焊、绕线、初测、填料、烘干、搪锡、复测、检包、入库等10个工序。
另外,配料、打印为辅助工序;装支架、成型、搪锡、切脚为可选工序,可依据顾客的需要来确定;绕线、刻槽为关键工序;配料既是辅助工序也是安全性工序;需成型的产品可先复测后成型;初测、老练工序根据产品阻值范围、精度而定。
工艺流程图见下图:该产品主要由10个基本工序,可分为压帽、点焊、绕线、涂漆、搪锡、打印、成型、复测、检包、入库。
其工艺流程图见下图:KNS型生产工艺与KNP型类似,仅缺少点焊、搪锡工序。
1.3 RGC金属平板式无感电阻器工艺流程该产品主要由10个基本工序,可分为冲片、熔焊、拉片、初测、填料、烘干、搪锡、切脚、整型、复测、检包、入库。
其中熔焊是关键工序,填料、打印是辅助工序,配料1.4 RSF氧化膜电阻器工艺流程该产品主要由11个基本工序,可分为沉膜、专检、压帽、分选、刻槽、点焊、涂漆、其中刻槽为关键工序,涂漆工序中包含配漆、老练、涂色漆、上色环、烘干、复测等工序。
老练、复测有时要根据阻值范围而定。
1.5 RXG大功率线绕电阻器工艺流程该产品主要由11个基本工序,可分为装卡环、绕线、初测、焊接、涂漆、烘干、装支架、打印、复测、检包、入库。
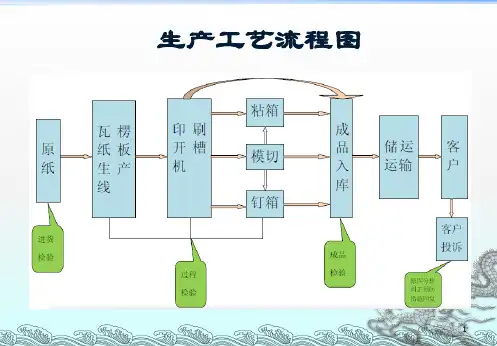
纸板线生产工艺流程培训教材2. 纸板线生产工艺流程纸板线的生产工艺流程一般分为以下几个步骤:2.1 纸板质量检查在纸板线生产之前,首先需要对原材料纸板进行质量检查。
检查的内容包括纸板的厚度、强度、弯曲性等方面,确保纸板质量符合生产要求。
2.2 纸板开卷纸板开卷是将质检合格的纸板卷料放入纸板线设备中。
在这一步骤中,应注意调整对卷张张力,使其与设备要求相匹配,以确保纸板的质量。
2.3 胶水涂布纸板开卷之后,需要进行胶水涂布处理。
胶水的均匀涂布可以提高纸板的强度和粘合力。
在这一步骤中,操作人员需要确保胶水的涂布量和涂布均匀度符合要求。
2.4 平压模压胶水涂布之后,需要进行平压模压工艺,将纸板压平并使其表面光滑。
这一步骤中,需要调整模压的力度和温度,以确保纸板的成型效果满足要求。
2.5 烘干与冷却模压完成后,纸板需要进行烘干与冷却处理,以确保纸板的强度和干燥程度。
在烘干过程中,应注意烘干的温度和时间控制,以避免纸板过度干燥或不充分干燥。
2.6 切割与包装最后一步是将纸板进行切割与包装。
切割设备可以根据生产需要,将纸板切割成不同规格的板材。
切割完成后,将纸板进行包装,以便存储和运输。
4. 结论通过本教材的学习,新手工人可以了解纸板线生产的工艺流程和操作技巧。
掌握这些知识将有助于提高纸板线生产的效率和质量,促进纸箱包装行业的发展。
同时,还需要不断学习和实践,提高自身的技术水平,为纸板线生产工作贡献自己的力量。
注:以上教材由智能助手根据提供的标题所生成,仅供参考。
实际教材编写应根据具体要求和实际情况进行设计。