钢结构制作与焊接工艺-焊缝的表示方法(精)
- 格式:ppt
- 大小:1.20 MB
- 文档页数:13

焊接h型钢和热轧h型钢的表示方法一、介绍焊接h型钢和热轧h型钢是制造工业中常见的加工方式。
本文将详细探讨焊接h型钢和热轧h型钢的表示方法,包括相关标准、符号及介绍其工艺流程。
二、焊接h型钢的表示方法焊接h型钢是将两根h型钢通过焊接方法连接起来,常用于搭建钢结构框架和支撑。
在表示焊接h型钢时,需要使用特定的标准和符号。
2.1 标准焊接h型钢的表示方法需遵循国家相关标准,例如《焊接抗震支撑结构技术规程》(GB 50011-2010)和《钢结构制作与安装技术规程》(JGJ 81-2017)。
这些标准对焊接h型钢的表示方法进行了详细规定,确保焊接质量和安全性。
2.2 符号在绘制图纸或进行技术交流时,使用符号来表示焊接h型钢是很常见的。
以下是常用的符号表示方法:•焊接缝符号:根据焊缝形状及尺寸来表示不同的焊接方法和要求。
常见的符号有“V”型、“X”型、“I”型等。
•焊接位置符号:用于表示焊接的位置,如水平焊、垂直焊、仰角焊等。
•焊接方法符号:用于表示采用的焊接方法,如手工电弧焊、埋弧焊等。
•焊接材料符号:表示焊接所使用的材料,如焊条、焊丝等。
2.3 工艺流程焊接h型钢的工艺流程通常包括以下几个步骤:1.准备工作:包括材料准备和设备准备。
材料准备包括对h型钢进行清洁、切割等;设备准备包括选择适当的焊接机器、电极等。
2.定位:将需要焊接的两根h型钢进行定位,确保焊接位置准确。
3.预热:通过预热能够提高焊接质量和减少变形。
根据材料的不同,预热温度会有所差异。
4.焊接:根据需要选择适当的焊接方法,进行焊接操作。
焊接过程中需要控制焊接电流、焊接速度等参数,确保焊接质量。
5.检验:对焊接后的h型钢进行检验,包括外观检查、尺寸测量等,确保焊接质量符合要求。
6.放热处理:通过放热处理可以消除焊接应力,提高焊接接头的强度和韧性。
三、热轧h型钢的表示方法热轧h型钢是通过热轧工艺将钢坯加工成h型钢的一种方法。
在表示热轧h型钢时,同样需要使用特定的标准和符号。
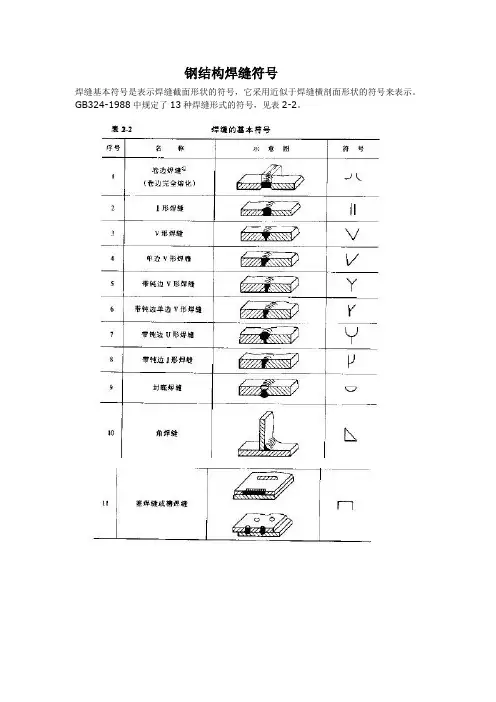
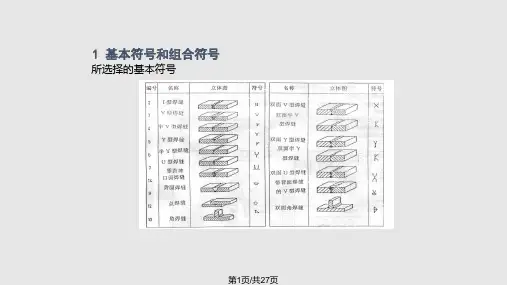
钢结构焊缝符号焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
标注对称焊缝或双面埠缝可不加虚线,如图3-20所示。
焊缝尺寸符号及数据的标注原则如下:1.在基本特号左边标注:钝边高度p,坡口高度H,焊角高度K,焊缝余高h,熔透深度s,根部半径R,焊缝宽度C,焊角直径d。
2.在基本符号右边标注:焊缝长度l,焊缝间隙e,相同焊缝数量n。
3。
在基本特号上边标注:坡口角度a,根部间隙b。
焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。

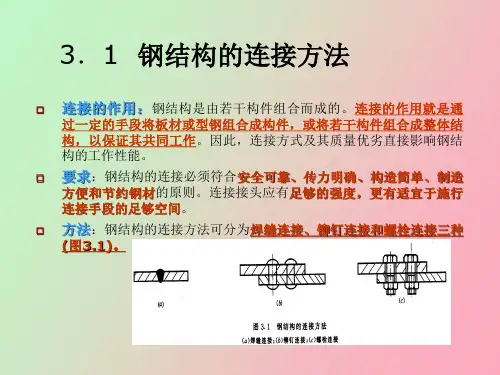
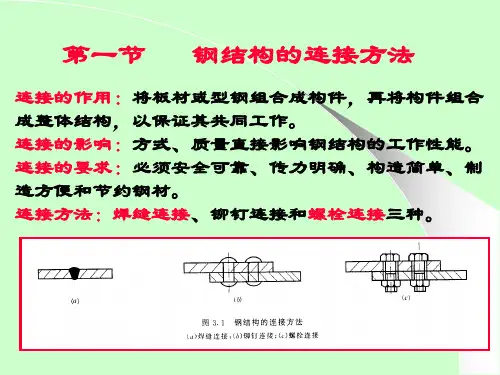
![焊接(对接焊缝)[1]](https://uimg.taocdn.com/4ea86a37daef5ef7ba0d3cfa.webp)
谨 r 不完幸熔比的雀讪卸StffH 瑶嫌縫爵号来義、焊缝的基本符号A J-21带耳讪VFtiff9⅛Wi^4i ⅛ V 足焊⅛J带疑边U 毎找球WAiJtJWSf封底焊Sf⅛a*v ⅛5〔卷边完全诂址)X 4⅛⅛⅛⅞w ⅝⅞YrVPN峯禪St 或檔博舞O£x、表示焊缝的辅助符号辅助符号表示焊缝表面形状特征的符号,不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
三、表示焊缝的补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,共5个b)、三面焊缝符号:匚a).带垫板符号:匚二Ic).周围焊缝符号,O e)、现场符号L:表示在现场或工地上进行焊接;哲、尾部符号〈:标注焊接工艺方法或者焊缝数量。
四、表示焊缝的特殊符号特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个b).单边喇叭形焊缝:I厂b Kd).锁边焊縫:厶五、表示焊缝的尺寸符号«2-5課塑的尽寸摊号⅜ »示j丄件序朋CT 衬 O 1⅛Lf∕⅛rftPQSIIF ,ZJ⅛⅛⅛f5六、焊接符号标注中的指引线①指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等)。
②基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直⅛3√8措引线箭头线:•箭头可指向接头侧和非接头侧;•箭头线相对焊缝的位畫一骰没有特殊要求;•允许箭头线弯折一次③标注箭头线时,可指向焊缝或不指向焊缝。
若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧,如图1-34 。
图13』基本符号的表示位賈•基准线含有实线基准线和虚线基 准线。
虚线基准线可画在实线基 准线的上方或下方;•焊缝符号标注在实线基准线上说 明焊缝在箭头侧,标注在虚线基 准线上说明焊缝在非箭头侧; •标注双面或对称焊缝时可不加虚 线。
焊缝在图样中的表示方法1 前言(1) GB/T 324和GB/T 12212的贯标特点GB/T 324《焊缝符号表示法》和GB/T 12212《技术制图焊缝符号的尺寸、比例及简化表示法》是绘制焊接图样的基础通用标准,其内容不仅涉及机械设计,而且涉及焊接术语及专业知识。
贯彻这两项标准不仅表现在图样标注内容应满足设计要求,而且更应兼顾与相关焊接标准的配套使用。
焊缝符号标注内容丰富,它不仅有设计要求,而且也包含了工艺要求。
如焊件下料、坡口制备、焊接件端面间隙、焊接方法、焊缝外形、检验及试验等工艺信息。
因此,若要正确贯彻GB/T 324和GB/T 12212,不仅需要学习掌握焊缝标注标准,学习相关焊接知识和焊接标准,还要了解承制焊接单位的焊接设备、工艺条件和焊接人员的技术水平等。
(2)两种表示法选用简介图样上焊缝有两种表示方法,即符号法和图示法。
在GB/T 12212中规定“在技术图样中,一般用GB/T 324规定的焊缝符号表示焊缝,也可按GB/T 4458.1《机械制图图样画法》和GB/T 4458.3《机械制图轴测图》规定的制图方法表示焊缝”。
在GB/T 324中也规定“为了简化图样上的焊缝,一般采用本标准规定的焊缝符号表示,但也可采用技术制图方法表示”。
在以上两项焊缝表示法标准中均提及焊缝有符号法和图示法两种表示方法,且均首推采用符号法表示。
以简化和统一图样上的焊缝画法,推荐采用以焊缝符号标注法为主,在必要时允许辅以图示法。
如在需要表示焊缝剖面形状时,可按机械制图方法绘制焊缝局部剖视图或放大图。
2 焊缝图示法要点(1) 视图可用一系列平行细线段或连续粗线(2b~3b)表示连续焊缝,可用间断的平行细线段或粗线段(2b~3b)表示断续焊缝。
在同一张图样中,以上两种画法只允许采用其中一种。
(2) 端面视图用粗实线绘制焊缝轮廓。
若需要画出坡口时,采用细实线绘制焊前坡口形状。
(3) 剖视图、剖面图金属熔焊区通常采用涂黑表示。
焊缝符号表示法
焊缝的符号表示法是用来描述焊缝的一种表示方法,以便让读者更容易理解焊接工艺。
焊缝符号表示法是数学和图形语言结合起来的,主要分为2类:一般焊缝符号和特殊焊缝符号,两者均根据国际标准来编写,对焊缝的类型和尺寸有一定的规定。
一般焊缝符号的表示方式是:三角形→位置→直径→深度,在表示时,位置要根据焊缝所在零件的实际位置进行确定,比如表示外螺纹,即三角形>侧面>外螺纹直径>外螺紧长度。
特殊焊缝符号的表示方式也是表示位置,焊缝类型和焊缝尺寸,其中比较特殊的是表示拐角焊缝、偏心焊缝等。
因为拐角焊缝有多面之分,焊缝表示时,要分别标明其中每一面的角度,如三角形→圆角拐角→线宽→线长→第1角度→第2角度。
而偏心焊缝就要分别描述其焊缝起点位置和终点位置,如三角形→偏心焊缝→起点→终点。
焊缝的符号表示与焊接要求有着密切的关系,不仅是设计文件中最重要的内容,也是编排船舶、管道系统焊接工艺规范手册的重要组成部分。
正确的标记焊缝,可以使技术人员准确的理解焊缝的尺寸和形状,从而保证焊接质量。
因此,焊缝的符号表示法是对焊接质量至关重要的,工程师在使用时也要特别注意,以保证结构的牢固可靠,确保前提下的质量水平,为了加强对焊缝符号表示法的认识,尽可能多的去学习使用表示法及其不断发展的变化,从而保证结构的牢固可靠性和质量水平,为人类带来更多的安全和便利。
钢结构焊接⼯艺及制作⽅法钢结构焊接⽣产⼯艺⼀、钢结构加⼯⼯艺的基础知识钢结构焊接制造(即焊接结构⽣产)是从焊接⽣产的准备⼯作开始的,它包括结构的⼯艺性审查、⼯艺⽅案和⼯艺规程设计、⼯艺评定、编制⼯艺⽂件(含定额编制)和质量保证⽂件、定购原材料和辅助材料、外购和⾃⾏设计制造装配-焊接设备和装备;然后从材料⼊库真正开始了焊接结构制造⼯艺过程,包括材料复验⼊库、备料加⼯、装配-焊接、焊后热处理、质量检验、成品验收;其中还穿插返修、涂饰和喷漆;最后合格产品⼊库的全过程。
钢结构焊接⽣产的准备⼯作是钢结构制造⼯艺过程的开始。
它包括了解⽣产任务,审查(重点是⼯艺性审查)与熟悉结构图样,了解产品技术要求,在进⾏⼯艺分析的基础上,制定全部产品的⼯艺流程,进⾏⼯艺评定,编制⼯艺规程及全部⼯艺⽂件、质量保证⽂件,订购⾦属材料和辅助材料,编制⽤⼯计划(以便着⼿进⾏⼈员调整与培训)、能源需⽤计划(包括电⼒、⽔、压缩空⽓等),根据需要定购或⾃⾏设计制造装配-焊接设备和装备,根据⼯艺流程的要求,对⽣产⾯积进⾏调整和建设等。
⽣产的准备⼯作很重要,做得越细致,越完善,未来组织⽣产越顺利,⽣产效率越⾼,质量越好。
材料库的主要任务是材料的保管和发放,它对材料进⾏分类、储存和保管并按规定发放。
材料库主要有两种,⼀是⾦属材料库,主要存放保管钢材;⼆是焊接材料库,主要存放焊丝、焊剂和焊条。
焊接⽣产的备料加⼯⼯艺是在合格的原材料上进⾏的。
⾸先进⾏材料预处理,包括矫正、除锈(如喷丸)、表⾯防护处理(如喷涂导电漆等)、预落料等。
除材料预处理外,备料包括放样、划线(将图样给出的零件尺⼨、形状划在原材料上)、号料(⽤样板来划线)、下料(冲剪与切割)、边缘加⼯、矫正(包括⼆次矫正)、成形加⼯(包括冷热弯曲、冲压)、端⾯加⼯以及号孔、钻(冲)孔等为装配-焊接提供合格零件的过程。
备料⼯序通常以⼯序流⽔形式在备料车间或⼯段、⼯部组织⽣产。
装配-焊接⼯艺充分体现焊接⽣产的特点,它是两个既不相同⼜密不可分的⼯序。