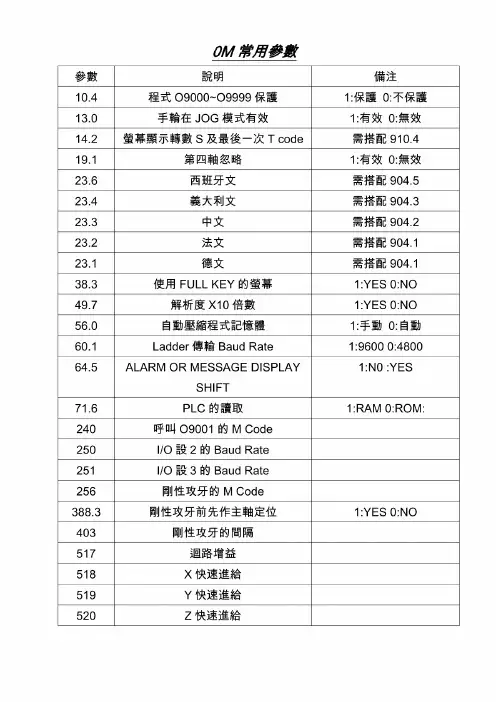
0M参数fanuc发那科说明书维修报警
- 格式:pdf
- 大小:151.10 KB
- 文档页数:2
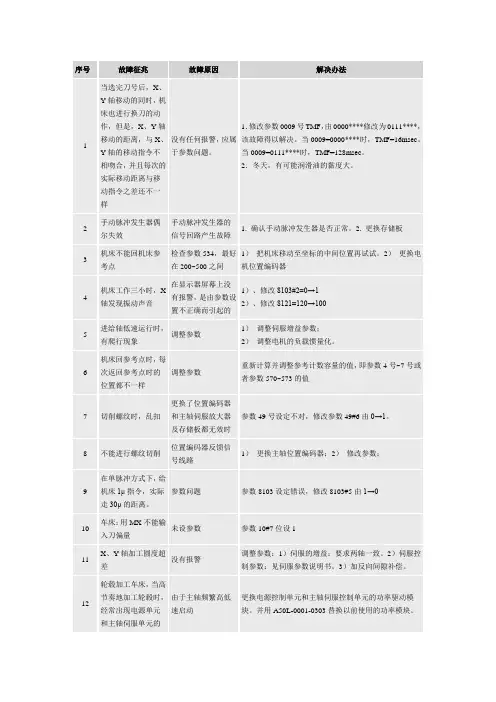
序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
2)伺服控制参数:见伺服参数说明书。
3)加反向间隙补偿。
12 轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的由于主轴频繁高低速启动更换电源控制单元和主轴伺服控制单元的功率驱动模块。

本文介绍了BEIJING-FANUC SERIES O-MD操作系统的一些内容。
FANUC系统是一种比较完善、广泛用于车、铣、钻以及加工中心的数控系统,该系统加工性能稳定、加工精度高、操作灵活简便,能加工复杂多样的零件。
本节介绍的BEIJ ING-FANUC SERIES O-MD数控系统即是一种高精度、高性能的软件固定型的CNC数字控制系统。
一、机床操作面板简介机床操作面板依据不同的CNC机床而不同,其开关的功能及排列顺序也各不相同。
详细情况可参照机床说明书。
图3-28为BEIJING-FANUC SERIES O-MD数控系统的机床操作面板。
表3-2 BEIJING-FANUC SERIES O-MD系统的操作功能键说明二、BEIJING-FANUC SERIES O-MD系统CRT/MDI的操作功能键BEIJING-FANUC SERIES O-MD系统CRT/MDI操作功能键主要分为二大部分,第一部分为是操作面板上的功能键,第二部分是操作面板上的数字输入及编辑键,参见图3-2 9。
BEIJING-FANUC SERIES O-MD系统的功能键有以下几种:1.复位键(RESET键):用于解除报警,CNC复位。
制表郭超1)MDI运转方式。
即由CRT/MDI操作面板输入一个程序段的指令并执行。
首先选择MDI运转方式,使MDI成为当前状态,然后输入所需的数据及指令,按启动键,指示灯亮,机床开始执行自动运转。
2)单程序段运转方式。
将单程序段开关置于ON,按启动键,指示灯亮,则按照已输入的程序指令段,机床开始执行自动运转。
停止自动运转可以预先用程序在想要停止的地方输入停止指令,如程序停止(M00)、任选停止(M01)、程序结束(M02、M30)等指令,也可以按操作面板上的按钮使自动运转停止。
在程序运转中,按机床操作面板上的进给保持按钮,可使自动运转暂时停止。
若按进给保持按钮,进给保持灯亮,循环起动灯灭,机床变为以下状态:①执行暂停中,停止暂停状态;②机床移动时,进给减速停止;③ M、S、T的操作执行后停止。

1 附录1:FANUC-0系统报警代码表1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。

FANUC 常见问题解决1、要编辑FS10/11格式程序,必须将设定画面的:FS15 TAPE FORMATE=1?(FANUC 0i-TB)请问FS10/11格式程序什么含义?它有什么特点?如何进行参数设定? 我想了解的详细一点,非常感谢您的回信!操作书中所讲,让我看的满头汗水。
答:18 使用FS10/11 纸带格式的存储器运行概述通过设定参数(No.0001 #1),可执行FS10/11 纸带格式的程序。
说明Oi系列和10/11 系列的刀具半径补偿,子程序调用和固定循环的数据格式是不同的。
10/11系列数据格式可用于存储器运行。
其它数据格式必须遵从Oi 系列。
当指定的数据值超出Oi 系列的规定范围时,出现报警。
对于Oi系列无效的功能不能存储也不能运行。
详细参见B-63844C/01 编程18.使用FS10/11 纸带格式的存储器运行2、关于梯形图(0i-A)梯形图传下来后如何用LADDER--3打开,详细步骤是怎样的答:打开LADDER III, 新建一个文件,PMC类型要和你的实际类型一致,然后再进入"文件"--"导入"(import), 选择"Memory card file" 再选择需要导入的文件名(传下来的梯形图),确定,就可以了。
3、还是老问题(FANUC-0i)专家同志:你好我按您的方法去操作了.在A轴显示正常的那台台中精机上用手动操作A轴,超过360度时,会报警A超程,而在A轴显示不正常的台中精机上手动操作时,即使超过360度,也不会报警,不停的往一个方向摇时,其显示值会累加,当然,反方向摇时会累减.我好困惑.是哪个参数设错了呢?还得请您指导.谢谢4、参数不可改写(BJ-FANUC Oi-MB)最近不知道是怎么回事,我们所用的加工中心,在设置中的参数可写入不能置1了。
请帮我们分析一下是什么原因引起的。
怎样能够修改参数。