多工位自动加工生产线
- 格式:docx
- 大小:15.63 KB
- 文档页数:8
非标自动化技术如何提高生产线的可靠性在当今竞争激烈的制造业环境中,生产线的可靠性对于企业的生产效率、产品质量和成本控制至关重要。
非标自动化技术作为一种创新的解决方案,正逐渐成为提高生产线可靠性的关键因素。
非标自动化技术,顾名思义,是指根据特定的生产需求和工艺要求,定制设计和开发的自动化设备和系统。
与传统的标准化自动化设备相比,它具有更高的灵活性和适应性,能够更好地满足复杂多变的生产环境和要求。
首先,非标自动化技术能够显著提高生产线的稳定性。
通过精确的设计和制造,非标自动化设备可以实现高精度的操作和运动控制,减少生产过程中的误差和偏差。
例如,在零部件的装配环节,非标自动化设备能够准确地抓取、定位和安装零部件,确保每个产品的装配质量一致。
这种高精度的操作有助于降低次品率,提高产品的一致性和可靠性。
其次,非标自动化技术能够优化生产流程,减少生产环节中的瓶颈和延误。
在传统生产线中,由于设备的通用性和局限性,某些工序可能会成为生产流程的瓶颈,导致整个生产线的效率低下。
而非标自动化设备可以针对这些瓶颈工序进行专门的设计和优化,提高生产效率,使整个生产线的运行更加顺畅。
例如,对于加工时间较长的工序,可以采用多工位并行加工的方式,或者引入先进的加工技术,如激光切割、高速铣削等,来缩短加工周期。
再者,非标自动化技术能够提高设备的维护便利性和可预测性。
在设计非标自动化设备时,可以充分考虑设备的维护需求,采用易于拆卸和更换的部件结构,方便维修人员进行日常维护和故障排除。
同时,通过安装传感器和监测系统,可以实时监测设备的运行状态和关键参数,提前发现潜在的故障隐患,并进行预防性维护。
这样不仅可以减少设备突发故障的发生,还可以延长设备的使用寿命,提高生产线的可靠性。
此外,非标自动化技术还能够提升生产线的安全性。
通过合理的布局和防护设计,可以有效避免操作人员在生产过程中受到伤害。
例如,设置安全光幕、防护栏等安全装置,确保操作人员在设备运行时处于安全区域。
智能制造中的自动化生产线设计和优化方法分析随着智能制造的快速发展,自动化生产线在工业生产中起着越来越重要的作用。
自动化生产线通过利用先进的技术和智能化的系统,实现生产流程的自动化和优化,极大地提高了生产效率和产品质量。
本文将对智能制造中的自动化生产线设计和优化方法进行深入的分析和讨论。
1. 自动化生产线设计原则自动化生产线的设计需要考虑多个因素,包括生产流程、设备选择、自动化控制系统和人机交互界面等。
以下是几个自动化生产线设计的原则:1.1 系统集成:自动化生产线是由多个子系统组成的综合系统,要实现自动化控制和优化,需要将各个子系统有效地集成在一起。
1.2 灵活性:自动化生产线应具备灵活的配置能力,以适应不同产品的生产需求。
可以采用模块化设计,使得各个子系统可以根据需求进行灵活组合。
1.3 可扩展性:自动化生产线应具备良好的可扩展性,以适应未来的发展和扩大生产规模的需求。
1.4 安全性:自动化生产线的设计需要考虑安全性,保证操作人员和设备的安全。
可以采用传感器和安全装置来实时监测并响应各种异常情况。
2. 自动化生产线优化方法为了实现自动化生产线的高效运行和优化,需要采用合适的优化方法。
以下是几种常见的自动化生产线优化方法:2.1 运输系统优化:针对生产线的物流运输过程,可以采用流线型布局设计、物料传送设备的优化配置和路径规划算法等方法,以实现物料的高效运输和最小化运输成本。
2.2 生产节拍优化:生产节拍是指在单位时间内完成的产品数量,其与生产线的节拍时间密切相关。
可以通过分析生产线各个工位的生产能力和瓶颈工序来确定最佳生产节拍,进而实现生产线的高效运行。
2.3 能耗优化:自动化生产线在运行过程中需要消耗大量的能源。
可以采用能源管理系统和节能设备来实现能耗的监测和控制,通过优化能源利用率和减少能源浪费,达到节能减排的目的。
2.4 故障预测与维护优化:通过对生产设备的运行状态和数据进行分析和建模,可以实现故障的预测和维护的优化。
多工位组合机床研发与制造方案1. 实施背景随着制造业的快速发展,单一、传统的机床设备已经难以满足现代生产线的需求。
为了提高生产效率、降低成本、增强企业竞争力,我们有必要研究和开发一种新型的多工位组合机床。
该机床能够实现多个工位的同时加工,大幅缩短生产周期,减少人力和物力的投入。
2. 工作原理多工位组合机床主要是通过计算机数控(CNC)系统进行控制,实现多个工位的同时加工。
它由以下几个主要部分组成:•CNC控制系统:负责接收和解析来自操作员的指令,并控制机床的各个部分。
•动力系统:包括电机、液压系统等,为机床提供动力。
•传动系统:通过高精度的齿轮和链条传动,确保机床的精度。
•夹具和工具系统:根据不同的加工需求,快速更换不同的夹具和工具。
•检测系统:实时检测加工质量和进度,如有异常立即停机并报警。
3. 实施计划步骤•需求分析:深入了解市场需求,明确产品的定位和功能要求。
•方案设计:根据需求分析结果,进行整体设计方案制定。
•技术研发:包括硬件设计、软件编程、传动系统设计等。
•样品试制:制造样机,进行各种实验和验证。
•产品定型:根据实验结果,对产品进行优化和定型。
•生产制造:建立生产线,进行批量生产。
•品质保障:建立全面的品质保障体系,确保产品的稳定性和可靠性。
4. 适用范围多工位组合机床适用于汽车、航空航天、电子等制造业领域,特别是那些需要大量重复性、高精度加工的场合。
它可以大幅提高生产效率,降低成本,且在人力和物力投入上都有很好的优化。
5. 创新要点•高精度夹具和工具系统:采用先进的陶瓷和超硬材料,提高夹具和工具的精度和寿命。
•智能控制系统:引入人工智能技术,实现自适应控制和优化加工过程。
•模块化设计:为了满足不同客户的需求,机床设计成模块化结构,方便客户根据自身需求进行定制。
•绿色制造:采用低能耗电机和节能技术,减少机床的能耗。
同时,采用环保材料和工艺,减少对环境的影响。
6. 预期效果预计多工位组合机床能够提高生产效率30%以上,降低生产成本15%以上,且能够大大提高加工精度和质量。

注塑自动化生产线引言概述:注塑自动化生产线是一种高效、精确的生产方式,通过自动化设备和技术,可以实现注塑产品的高速生产和质量控制。
本文将从五个方面介绍注塑自动化生产线的优势和应用。
一、提高生产效率1.1 自动化注塑设备可以实现连续生产,大大提高了生产效率。
1.2 自动化生产线可以实现多工位同时生产,减少了生产周期。
1.3 自动化设备可以自动调节生产参数,提高了生产的稳定性和一致性。
二、提高产品质量2.1 自动化设备可以精确控制注塑过程,减少了人为因素对产品质量的影响。
2.2 自动化生产线可以实时监测产品质量,及时发现问题并进行调整。
2.3 自动化设备可以减少废品率,提高了产品的合格率和一致性。
三、节约人力成本3.1 自动化生产线可以减少人工操作,节约了人力成本。
3.2 自动化设备可以24小时连续生产,减少了人力资源的浪费。
3.3 自动化设备可以减少人为错误,提高了生产效率和产品质量。
四、灵活生产4.1 自动化生产线可以根据不同产品需求进行快速切换,实现灵活生产。
4.2 自动化设备可以根据订单量自动调整生产速度,满足客户需求。
4.3 自动化设备可以实现自动化包装和输送,提高了生产线的整体效率。
五、环保节能5.1 自动化设备可以减少能源消耗,降低了生产成本。
5.2 自动化生产线可以减少废气和废水排放,保护环境。
5.3 自动化设备可以实现废料的自动回收利用,减少了资源浪费。
总结:注塑自动化生产线在提高生产效率、产品质量、节约人力成本、灵活生产和环保节能方面都有显著优势。
随着技术的不断发展,注塑自动化生产线将在未来得到更广泛的应用,为企业带来更大的效益和竞争优势。
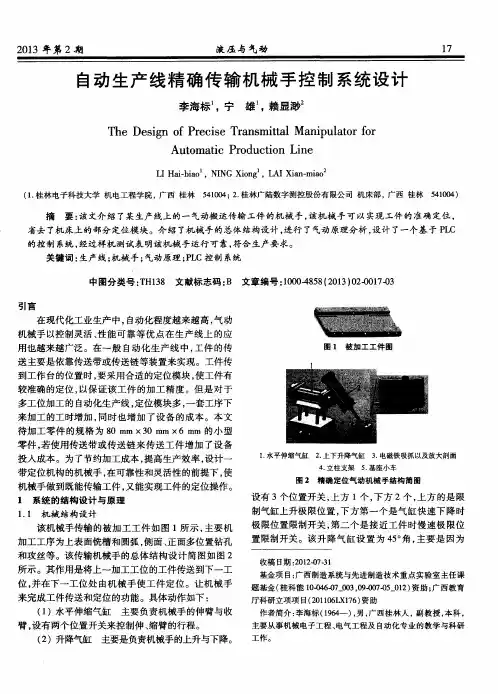
编号:毕业设计说明书题目:发动机配件生产线多工位工作台设计学院:机电工程学院专业:机械设计制造及其自动化学生姓名:学号:指导教师:职称:题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年 5月26日本毕业设计是根据企业指定产品的加工需求,来设计一种与生产线匹配,符合加工技术要求的六工位工作台。
本设计主要内容是选择并设计相应的机构,对多工位工作台作总体布局设计,编制工作循环图。
该工作台主要任务是要完成工件的上料、注液涂敷、吹干、下料等六道工序,吹干过程占用了三道工序。
本设计要求单件工件生产周期为12s,工艺加工的时间不低于2s。
该六工位回转工作台采用通过控制步进电机停动的方法来实现工作台的转位和定位,通过控制输入电脉冲的数量和频率来实现工作台的角位移与转速,由步进电机带动转盘来移动工件,将工件夹持转动到相应的工位进行加工。
而步进电机本身就带有很好的自锁的功能,对工件进行加工的期间转盘就不会发生转动,保证整个加工过程中定位准确,从而使整个工件加工的质量更好。
关键词:六工位回转工作台;步进电机;定位;自锁;The graduation project base on the demand for the product processing enterprises designs a six processing stations workbench which designated to match the design of a production line and fit the technical requirement.The design of the main content is to select and design the appropriate agency, design a multi-position bench for the overall layout and draw the cycle diagram.The main task is to complete draw up the material on table of the work-piece, injection fluid coating, drying, cutting and other six processes, drying process takes three processes.The design requirements for cycle of single-piece production is 12s, craft processing time is not less than 2s.The six-station rotary table with stepper motor by controlling the stopping method to achieve transposition table and positioning, by controlling the input number and frequency of electrical pulses to achieve the angular displacement and speed table, by a stepping motor drive wheel to move the work-piece, the work-piece holder is rotated to the corresponding processing station.Because the stepper motor itself has a good self-locking function during machining of the work-piece, so the turntable occur rotated to ensure accurate positioning during the entire process, and so the process for the work-piece has a better quality.Keyword:Six-station rotary table;Stepper motors; positioning; self-locking;目录1 绪论 (1)1.1 回转工作台的研究背景及意义 (1)1.2 回转工作台的历史、现状及应用 (1)1.3 课题的主要任务 (3)2 总体方案设计 (3)2.1 原理方案的设计 (3)2.2 动力的选择 (5)2.3动力传动方式的选择 (5)2.4轴承的选用 (7)3 计算分析 (8)3.1工作台回转运动规律分析 (8)3.2步进电机启动力矩的计算 (9)3.3直齿圆柱齿轮的传动设计 (9)3.3.1、选定齿轮类型、精度等级、材料及齿数 (10)3.3.2、按齿面接触强度设计 (10)3.3.3、根据齿根弯曲强度计算 (11)3.3.4、齿轮几何尺寸 (13)3.3.5、齿轮验算 (13)3.3.6、齿轮结构设计尺寸 (13)3.3.7、第二对齿轮的设计 (15)3.4支撑轴的设计计算 (16)3.4.1、选择轴的材料和热处理 (17)3.4.2、初步估算轴的直径 (17)3.4.3、轴的结构设计 (17)3.5滚动轴承的计算分析 (23)4 其他结构的设计 (24)4.1 精密转盘的设计 (24)4.2底座的设计 (25)4.3机架的设计 (25)4.3.1 机架设计的准则 (25)4.3.2 机架设计的要求 (26)4.3.3机架材料的选择 (26)4.3.4 机架结构的设计 (26)5 结论 (27)谢辞 (28)参考文献 (29)1 绪论1.1 回转工作台的研究背景及意义随着我国现代化工业技术的迅速发展,特别是随着回转工作台在自动化领域内的迅速发展,回转工作台组合机床的研究已经成为当今机械制造行业的一个重要方向,在现代工业运用中,大多数机械的设计和制造都是用机床大批量完成的。
制造业自动化生产线设计与优化方案第1章绪论 (4)1.1 研究背景与意义 (4)1.2 国内外研究现状 (4)1.3 研究内容与目标 (4)第2章自动化生产线概述 (5)2.1 自动化生产线的概念 (5)2.2 自动化生产线的分类与特点 (5)2.2.1 分类 (5)2.2.2 特点 (5)2.3 自动化生产线的发展趋势 (6)第3章自动化生产线设计原则与流程 (6)3.1 设计原则 (6)3.1.1 实用性原则 (6)3.1.2 可靠性原则 (6)3.1.3 灵活性原则 (6)3.1.4 安全性原则 (6)3.1.5 节能环保原则 (7)3.2 设计流程 (7)3.2.1 需求分析 (7)3.2.2 总体设计 (7)3.2.3 详细设计 (7)3.2.4 设计评审 (7)3.2.5 生产制造 (7)3.2.6 调试与优化 (7)3.3 设计要点 (7)3.3.1 设备选型 (7)3.3.2 工艺流程设计 (7)3.3.3 控制系统设计 (7)3.3.4 传感器与执行器选型 (7)3.3.5 安全防护设计 (7)3.3.6 节能环保设计 (8)第4章自动化生产线设备选型与布局 (8)4.1 设备选型原则 (8)4.1.1 适用性原则 (8)4.1.2 可靠性原则 (8)4.1.3 高效性原则 (8)4.1.4 灵活性原则 (8)4.1.5 安全性原则 (8)4.1.6 经济性原则 (8)4.2 设备选型方法 (8)4.2.1 分析生产工艺需求 (8)4.2.3 对比评估 (8)4.2.4 设备供应商评估 (8)4.2.5 设备试用与验收 (8)4.3 布局设计 (9)4.3.1 布局原则 (9)4.3.2 布局设计方法 (9)4.3.2.1 分析生产流程 (9)4.3.2.2 初步布局设计 (9)4.3.2.3 优化布局设计 (9)4.3.2.4 布局仿真与调整 (9)4.3.3 布局实施与评估 (9)第5章生产线自动化控制系统设计 (9)5.1 控制系统概述 (9)5.2 控制系统硬件设计 (9)5.2.1 控制器选型 (9)5.2.2 传感器与执行器 (9)5.2.3 通信网络设计 (10)5.3 控制系统软件设计 (10)5.3.1 控制算法设计 (10)5.3.2 控制程序设计 (10)5.3.3 人机交互界面设计 (10)5.3.4 数据分析与优化 (10)第6章生产线物流系统设计 (10)6.1 物流系统概述 (10)6.2 物流系统设备选型 (11)6.2.1 输送设备 (11)6.2.2 储存设备 (11)6.2.3 自动化搬运设备 (11)6.3 物流系统布局优化 (11)6.3.1 物流线路设计 (11)6.3.2 物流节点布局 (11)6.3.3 信息流与物流协同 (11)6.3.4 安全防护与环境保护 (11)第7章生产线信息集成与数据采集 (11)7.1 信息集成概述 (11)7.1.1 信息集成的概念 (12)7.1.2 信息集成的意义 (12)7.1.3 信息集成在生产线中的应用 (12)7.2 数据采集技术 (12)7.2.1 数据采集技术概述 (13)7.2.2 常见数据采集方法 (13)7.2.3 数据采集在生产线中的应用 (13)7.3 信息集成架构设计 (13)7.3.2 架构模型 (14)7.3.3 信息集成架构在生产线中的应用 (14)第8章生产线智能优化算法与应用 (14)8.1 智能优化算法概述 (14)8.2 常用智能优化算法 (14)8.2.1 遗传算法 (14)8.2.2 粒子群优化算法 (14)8.2.3 模拟退火算法 (15)8.2.4 蚁群算法 (15)8.3 智能优化算法在生产线优化中的应用 (15)8.3.1 设备布局优化 (15)8.3.2 生产调度优化 (15)8.3.3 参数优化 (15)8.3.4 故障诊断与预测 (15)8.3.5 物流配送优化 (15)第9章生产线安全与维护 (16)9.1 安全防护措施 (16)9.1.1 物理安全防护 (16)9.1.2 电气安全防护 (16)9.1.3 系统性安全防护 (16)9.2 生产线的维护与管理 (16)9.2.1 定期维护计划 (16)9.2.2 维护管理体系 (16)9.2.3 状态监测与故障预警 (16)9.3 故障诊断与排除 (17)9.3.1 故障诊断方法 (17)9.3.2 故障排除流程 (17)9.3.3 应急预案与备用策略 (17)第10章生产线优化效果评价与实施案例 (17)10.1 优化效果评价指标 (17)10.1.1 生产效率:以单位时间内生产的产品数量来衡量生产线的效率,包括产量、合格率等指标。
国内首台重型多工位自动冲压生产线研制成功
佚名
【期刊名称】《金属加工:冷加工》
【年(卷),期】2015(0)3
【摘要】2014年12月6日,由中国通用技术集团齐齐哈尔二机床(集团)有限责任公司与德国哈格公司合作开发的高端重型2 500t多工位自动冲压生产线宣布研制成功,并在广东福迪汽车有限公司正式投入使用,同时交付用户的还有800t落料自动化生产线,
【总页数】1页(P70-70)
【正文语种】中文
【相关文献】
1.中国首台重型多工位全自动压力机落户美国--济南二机床具有自主知识产权的产品再补国内空白
2.齐二机床成功研制重型多工位自动冲压生产线
3.国内首台多工位柔性剪切生产线在天水锻压面世
4.重大技术装备研制取得新突破——天水锻压机床(集团)有限公司研制成功国内首台多工位柔性剪切生产线
5.国内首台多工位柔性剪切生产线科技成果及新产品发布会暨国产JCOE制管装备制造技术升级研讨会在甘肃省天水市召开
因版权原因,仅展示原文概要,查看原文内容请购买。
多工位组合机床都具备哪些特点?多工位组合机床一般用于加工盒状和特别形状的零件。
加工时工件一般不旋转。
通过刀具的旋转运动和刀具与工件之间的相对进给运动,实现钻头、扩孔、点面、铰孔、镗孔、铣平面、内外螺纹切削以及周边和端面的加工。
它也是一种复合机床,用车头夹住工件进行旋转,用刀具进行进给运动,但也可以加工旋转系统中某些部位的周边和端面。
多工位组合机床一般采纳多轴、多刀、多工序、多面或多级同步加工方式,生产效率比一般机床高几倍至几十倍。
一般部件已实现标准化、系列化,可依据需要快捷配置,缩短了设计和制造周期。
因此,多工位组合机床具有成本低、效率高的优点。
它被广泛用于大规模生产,并可用于形成自动生产线。
1、一次装夹可完成攻丝等全部工序,削减产品装夹次数,节省产品装夹时间,更快、更精准地完成任务。
2、全部工序只需一次装夹,削减了产品碰撞的概率,有效保证了产品的精度和外观。
3、多工位组合机床针对一类零件进行设计和加工,其加工程序和运动轨迹与同类机床相同。
另外,机床可依据数控程序自动加工,避开人为误差,有效地保证了零件加工的一致性和质量的稳定性。
4、一台多工位组合机床可以完成钻孔、攻丝等全部工序,替代了几台一般机床,有效地节省了企业的生产成本,节省了占地面积。
5、在数控系统的掌控下,机床可以自动连续加工,直至完成全部工序。
工人的操作得到简化,劳动强度大大降低。
6、采纳转台布局,多工位组合机床的生产效率是一般机床的数倍。
7、多工位组合机床是一种高效率的多工位,适用于大量零件的加工。
1 / 1。
世界十大组合机床自动化生产线制造商中国制造业目前迎来了智能制造的时代,国家战略的突出转变之一,即“供给侧改革”,要实现这一伟大的转变,自动化、智能化的加工、生产手段是必须的,下面介绍世界10大组合机床自动化生产线制造商,供广大的机械加工制造厂商参考.1、十大组合机床自动化生产线制造商第1家:意大利优特GNUTTI工业制造自动化生产线意大利优特GNUTTI公司是一家意大利知名的家族企业,自1955年开始生产组合机床及其生产线,在多轴的回转台式和鼓轮式组合机床上独具特色,在中小件加工技术上居于世界领先地位。
意大利优特GNUTTI工业制造自动化生产线非常适合大批量生产的通用性零件,其产品具有高效率、高精度、高智能、占地小、低成本等特点。
意大利优特GNUTTI工业制造自动化生产线的产品广泛应用于阀门、仪表、锁业、液压、气动、汽车、家电等领域。
意大利优特GNUTTI工业制造自动化生产线加工零件覆盖各种球阀、阀体、水暖管接头体、冷热混水器、汽车万向阀(球笼)、汽车喷油嘴、制动器和煤气阀门等。
2、十大组合机床自动化生产线制造商第2家:意大利BTB TRANSFER组合机床-自动化生产线意大利BTB TRANSFER股份公司成立于1987年,是提供专机自动化生产线的专业厂家。
BTB组合机床是旨在创制结合博世力士乐技术的新一代BTB TRANSFER连续自动工作机床项目研制的原型。
该模型采用了创新的技术方案,适用于钢材、铸铁、铝材、黄铜等大多数不同材料的机床加工,因此可以满足从汽车制造、家电到液压装置及卫浴洁具等大多数行业领域不同的机床加工需求。
零件列表3、十大组合机床自动化生产线制造商第3家:意大利保富利Buffoli公司组合机床生产线意大利保富利Buffoli公司是专业生产组合机床生产线的著名企业,产品在汽车、家电、暖通、钟表、电机等行业广泛应用。
4、十大组合机床自动化生产线制造商第4家:意大利萨拉SALA公司意大利萨拉SALA公司是创新型组合机床生产线的先进生产企业,生产的直排式组合机主要用于加工球形件和棒料件,由于采用了直排式组合机结构,使设备成本大大降低,提高了市场竞争力。
自动化生产线在制造业中的应用案例分析自动化生产线是制造业中的一种重要技术手段,通过采用先进的机械设备和智能控制系统,可以实现生产过程的自动化、高效化和精准化。
在制造业的不同领域,自动化生产线都有广泛的应用。
本文将以几个实际案例来分析和介绍自动化生产线在制造业中的应用。
案例一:汽车制造业汽车制造业是自动化生产线应用最广泛、最典型的领域之一。
汽车制造厂家通常采用多轨道、多工位的自动化生产线,通过传送带将零部件从一个工作站转移到另一个工作站,而无需人工干预。
在整个生产流程中,机器人完成不同的任务,如焊接、喷涂、组装等。
通过自动化生产线,汽车制造厂商能够大幅提高生产效率,降低人工成本,并且保证了产品的质量和一致性。
案例二:电子制造业在电子制造业中,自动化生产线也得到了广泛应用。
以手机制造为例,自动化生产线可以根据工序的不同,自动完成贴片、焊接、组装等工艺。
在传统的手工操作下,制造一部手机需要耗费大量的人力和时间,而自动化生产线可以大大减少生产周期,并且提高产品的质量和一致性。
同时,自动化生产线还可以实现即时监测和调整,保证生产过程的稳定性和高效性。
案例三:食品加工业食品加工业是对产品质量和卫生要求非常严格的行业,自动化生产线在这个领域的应用也十分常见。
以饼干的生产为例,自动化生产线可以通过可编程控制系统实现面团的成型、烘烤、包装等多个环节的自动化操作。
通过自动化生产线,食品厂商可以大幅提高生产效率,降低人工成本,并且确保产品的质量和卫生符合标准要求。
案例四:医疗器械制造业在医疗器械制造业中,自动化生产线也被广泛应用。
以药品包装为例,自动化包装线可以实现药品的分装、封装和标识等过程的自动化操作。
通过自动化生产线,医疗器械制造商可以大幅提高生产能力,减少产生的废品,并且保证产品的安全和可靠性。
此外,自动化生产线在医疗器械制造领域还可以应用于组装、检测和质量控制等环节。
结语:以上是自动化生产线在制造业中的几个应用案例分析。
SMT自动化生产线方案随着科技的不断发展,SMT(Surface Mount Technology)自动化生产线方案正在越来越受到关注。
SMT自动化生产线方案是指利用先进的技术和设备,实现表面贴装技术的自动化生产。
本文将详细介绍SMT自动化生产线方案的相关内容。
一、SMT自动化生产线的优势1.1 提高生产效率:自动化生产线可以实现高速、高效的生产,大大提高了生产效率。
1.2 降低生产成本:自动化生产线可以减少人工成本,减少废品率,降低生产成本。
1.3 提高产品质量:自动化生产线可以精确控制生产过程,减少人为因素对产品质量的影响,提高产品质量。
二、SMT自动化生产线的组成2.1 贴片机:贴片机是SMT生产线的核心设备,用于将元器件精确贴装在PCB 板上。
2.2 过程控制系统:过程控制系统可以实现对生产过程的实时监控和控制,确保生产的稳定性和一致性。
2.3 输送系统:输送系统用于将PCB板在各个工序之间进行传送,实现生产线的自动化连续生产。
三、SMT自动化生产线的关键技术3.1 机器视觉技术:机器视觉技术可以实现对元器件和PCB板的精确定位和检测,保证贴装的准确性和稳定性。
3.2 自动化控制技术:自动化控制技术可以实现对生产线的自动化控制和调度,提高生产效率和质量。
3.3 数据分析技术:数据分析技术可以对生产过程中的数据进行分析和挖掘,发现问题并及时调整生产参数,提高生产效率和产品质量。
四、SMT自动化生产线的应用领域4.1 电子产品创造:SMT自动化生产线广泛应用于手机、电脑、电视等电子产品的创造领域。
4.2 汽车电子创造:SMT自动化生产线也被应用于汽车电子产品的创造,提高了汽车电子产品的生产效率和质量。
4.3 工业控制领域:SMT自动化生产线还被应用于工业控制领域,提高了工业控制产品的生产效率和稳定性。
五、SMT自动化生产线的发展趋势5.1 智能化:未来SMT自动化生产线将趋向智能化,实现更高效的生产和管理。
多工位组合机床研发与制造方案1. 实施背景随着中国制造业的飞速发展,高效、精准、自动化的设备需求日益增长。
传统机床设备已无法满足现代制造业对高精度、高效率、高可靠性的需求。
为推动中国制造业的产业升级,提高生产效率并降低制造成本,我们提出了多工位组合机床的研发与制造方案。
2. 工作原理多工位组合机床基于先进的数控技术,将多个独立工作的机床整合到一台设备上,实现多工位、高效率的加工。
每个工位独立控制,可进行不同的加工操作,如铣削、钻孔、攻丝等。
通过优化流程,减少装夹和运输时间,提高加工效率。
3. 实施计划步骤3.1 设计阶段:进行市场调研,确定用户需求,设计多工位组合机床的整体结构和功能模块。
3.2 研发阶段:根据设计图,进行详细设计、模拟仿真,确保设备的稳定性和可靠性。
3.3 制造阶段:选择合适的材料和供应商,按照设计图制造设备。
3.4 测试阶段:进行现场测试,验证设备的性能和可靠性,收集用户反馈。
3.5 优化阶段:根据测试结果和用户反馈,对设备进行优化改进。
3.6 推广阶段:进行市场推广,销售设备并提供售后服务。
4. 适用范围多工位组合机床适用于汽车、航空、电子、机械等行业的中小批量零件加工,特别是那些需要频繁更换刀具和夹具的零件。
与传统机床相比,多工位组合机床具有更高的生产效率和更低的制造成本。
5. 创新要点5.1 集成化设计:将多个独立机床集成在一台设备上,实现多工位、高效率的加工。
5.2 模块化设计:设备采用模块化设计,便于维护和升级。
5.3 智能化控制:采用先进的数控技术,实现智能化加工,提高加工精度和效率。
5.4 自动化夹具:使用自动化夹具,减少人工操作,提高生产效率。
6. 预期效果6.1 提高生产效率:多工位组合机床可实现多工位同时加工,缩短加工周期,提高生产效率。
6.2 降低制造成本:由于减少了装夹和运输时间,制造成本可大幅降低。
6.3 提高加工精度:采用先进的数控技术,可提高加工精度和稳定性。