整机装配工艺流程卡精编版
- 格式:docx
- 大小:164.75 KB
- 文档页数:19
整机装配工艺流程卡
一、总体目标
二、流程步骤
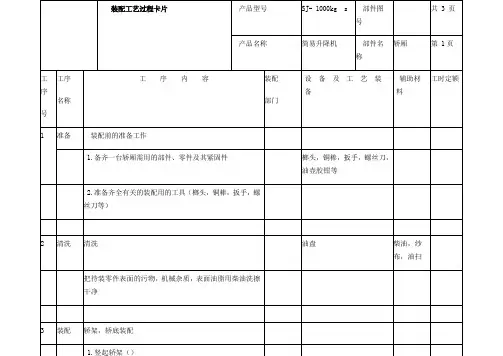
1. 前期准备:检查机器设备,核实所有零部件的数量及其状态,确定制造所需的材料;
2. 检查零件:根据零件图样及规格,检查所有零件是否符合要求,并检查连接件的状态;
3. 装配零件:将零件装配到机器上,并根据工艺图规定的标准进行组装,要求安装质量达到设计要求;
4. 检查安装:检查安装的零件是否符合要求,如果有不符合要求的,应及时更换;
5. 调试测试:组装好的机器装配完毕后,应进行调试测试,检查每一个子系统和总体系统的功能及性能是否符合要求;
6. 完善报告:完成测试合格后,应形成完整的报告,清楚地记录装配工艺的所有细节;
7. 存储维护:机器装配完成后,应根据具体情况将装配信息存储于记录,以便日后维护及保养。
三、再检查
1. 总结检查:在装配结束后,应仔细检查机器组装是否有问题,及时发现问题,提出解决方案;
2. 质量检测:检查机器装配是否符合要求,根据相关标准,要求质量符合要求。
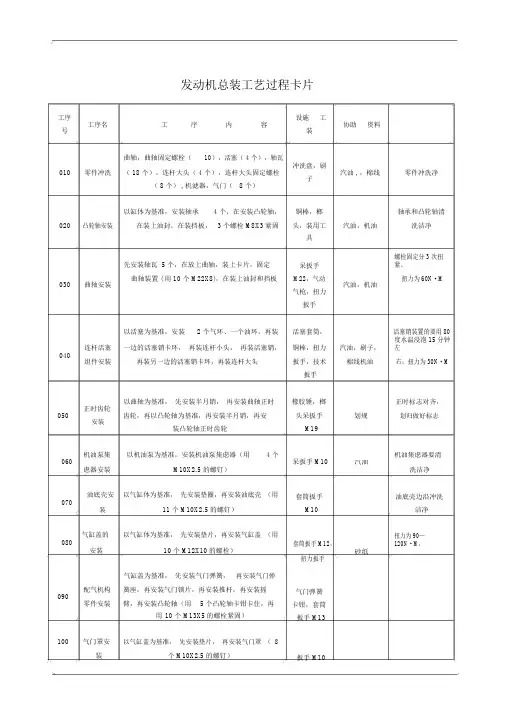
发动机总装工艺过程卡片工序工序名工序内容设施工协助资料号装曲轴,曲轴固定螺栓(10),活塞( 4 个),轴瓦冲洗盘,刷010 零件冲洗( 18 个),连杆大头( 4 个),连杆大头固定螺栓汽油 , ,棉线零件冲洗净子( 8 个) , 机滤器,气门(8 个)以缸体为基准,安装轴承 4 个,在安装凸轮轴,铜棒,榔轴承和凸轮轴清020 凸轮轴安装在装上油封,在装挡板, 3 个螺栓 M8X3紧固头,装用工汽油,机油洗洁净具先安装轴瓦 5 个,在放上曲轴,装上卡片,固定呆扳手螺栓固定分3 次扭紧、030 曲轴安装曲轴装置 ( 用 10 个 M22X8),在装上油封和挡板M22,气动汽油,机油扭力为60N·M气枪,扭力扳手以活塞为基准,安装 2 个气环、一个油环,再装活塞套筒,活塞销装置的要用 80040 连杆活塞一边的活塞销卡环,再装连杆小头,再装活塞销,铜棒,扭力汽油,刷子,度水温浸泡15分钟左组件安装再装另一边的活塞销卡环,再装连杆大头扳手,技术棉线机油右;扭力为30N·M扳手以曲轴为基准,先安装半月销,再安装曲轴正时正时齿轮050齿轮,再以凸轮轴为基准,再安装半月销,再安安装装凸轮轴正时齿轮机油泵集以机油泵为基准,安装机油泵集虑器(用 4 个060M10X2.5 的螺钉)虑器安装油底壳安以气缸体为基准,先安装垫圈,再安装油底壳(用07011 个 M10X2.5 的螺钉)装气缸盖的以气缸体为基准,先安装垫片,再安装气缸盖(用08010 个 M12X10的螺栓)安装气缸盖为基准,先安装气门弹簧,再安装气门弹配气机构簧座,再安装气门锁片,再安装推杆,再安装摇090零件安装臂,再安装凸轮轴(用 5 个凸轮轴卡钳卡住,再用10 个 M13X5的螺栓紧固)100气门罩安以气缸盖为基准,先安装垫片,再安装气门罩(8 装个 M10X2.5 的螺钉)橡胶锤,榔正时标志对齐,头呆扳手划规划归做好标志M19呆扳手 M10机油集虑器要清汽油洗洁净套筒扳手油底壳边沿冲洗M10洁净套筒扳手M12,扭力为90—120N·M,扭力扳手砂纸气门弹簧卡钳,套筒扳手 M13扳手 M10排气支,10 个的套以气缸体为基准,先安装垫片,再安装排气支管110管的安筒扳手(用 4 个 M10X5和 4 个 M10X8的螺栓)装进气支10 个的套以气缸体为基准,先安装垫片,再安装进气支管120管的安(用 8 个 M10X5的螺栓)筒扳手装- 带轮发动机皮带安装附件部安装发电机——水泵——油泵控制器——扳手130 要调理,张紧轮件安装——张紧轮——皮带——电扇——发动机支架M14,M17需要调整产品名称产品代号零件名称零件代号工艺过程编号装置工序卡片设施和工艺装置名称型号编号装置件明细表工工步内容工作业标准工具辅料序名称数步时1 缸体 12 活塞 13 气环 1 14 气环 2 15 活塞销 16 连杆 17 连杆固定螺 2栓8 连杆大头 19 轴瓦 1 110 曲轴 111 轴盖 112 轴瓦 2 113 螺母 2产品名称产品代号零件名称零件代号工艺过程编号装置工序卡片设施和工艺装置名称型号编号装置件明细表工步工步内容工作业标准工具辅料号时序代数目号号(个)123456789101112131415。
GS16a 装配工艺过程卡片 产品名称 金龙卡控水器 名称 装配准备1,2产品型号 QYKS-1SGA 图号3XZX2.301.129GZP装入件及辅助材料工作地 工 序号 工 种工序(步)内容及要求设 备 及 工 装 工时 定额 序号 代号、名称 、规格数量 1 阀门基表连线(5芯或6芯) 1 内容:2 通讯线XZX5.379.041 1 1. 取阀门基表连线插入橡胶环4.5内,通讯线插入橡胶环4.0内, 分别穿过内壳体中间位置相对应的两只圆孔,将带有端头的一端留在内壳体内,绕过内壳体的两个接线柱,用2个电线固定扣和螺钉紧固。
注意,在从螺钉固定处至连线端头一端预留12CM 左右线长,以保证足够的装配线长。
2. 用金属绑线将通讯线及阀门连线捆扎整齐.3 电线固定扣CC-1SS 24 螺钉PA3*8 25 金属绑线100mm 26 橡胶环4.0 17 橡胶环4.5 18 9要求:1:掌握生产节拍,不得延误生产。
2: 操作中不得造成外观划伤。
3:阀门基表连线根据计划任务所配的水表进行选配。
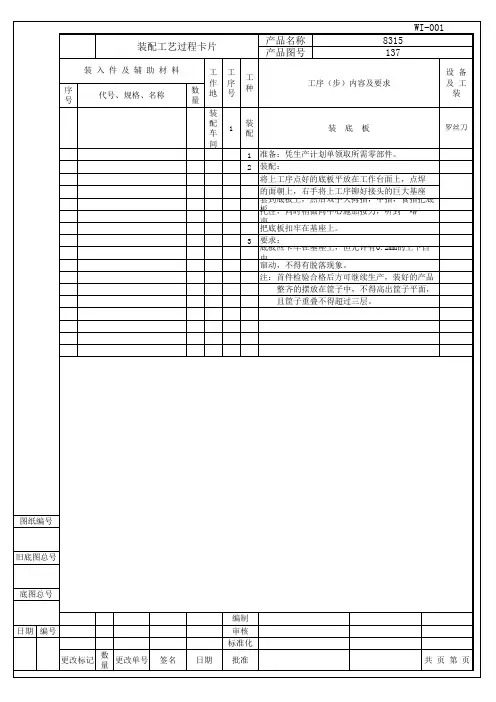
工艺定额:旧底图总号底图总号设计 3XZX2.301.129GZP审核日期 签名作地序号种工序(步)内容及要求及工装定额序号代号、名称、规格数量1 窗口镶件3XZX8.088.0101 内容: 烙铁1把2 外罩衬板3XZX8.077.01111.将窗口镶件1个按正确方向装配到外罩上相应的显示窗位置上,并用烙铁热熔铆接(共4处)。
2.将外罩衬板1个按正确方向装配到外罩上相应的读卡槽位置上,并用烙铁热熔铆接(共6处)。
3.将铭牌1个装配到外罩左上方的相应孔内,并将铭牌两个固定柱向内扳弯,与外罩贴牢。
4.将标牌粘到外罩上椭圆形凹槽内。
注意方向。
3 铭牌XZX8.807.170 14 标牌3XZX8.807.319 15 外罩3XZX8.074.025 167要求:1:掌握生产节拍,不得延误生产。
2: 操作中不得造成外观划伤。
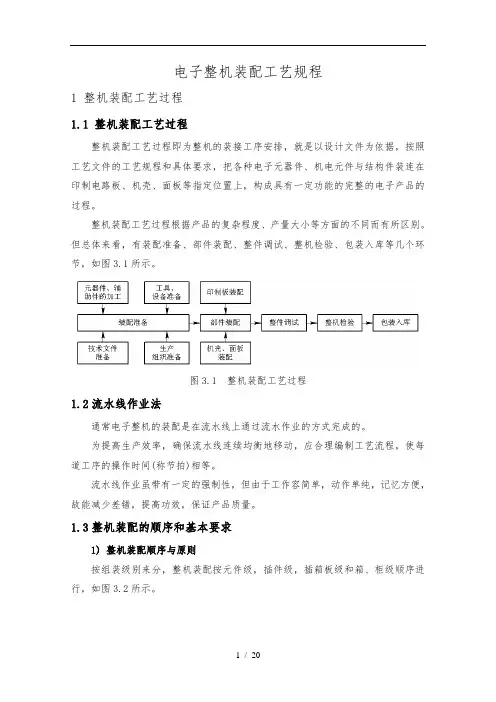
电子整机装配工艺规程1 整机装配工艺过程1.1 整机装配工艺过程整机装配工艺过程即为整机的装接工序安排,就是以设计文件为依据,按照工艺文件的工艺规程和具体要求,把各种电子元器件、机电元件与结构件装连在印制电路板、机壳、面板等指定位置上,构成具有一定功能的完整的电子产品的过程。
整机装配工艺过程根据产品的复杂程度、产量大小等方面的不同而有所区别。
但总体来看,有装配准备、部件装配、整件调试、整机检验、包装入库等几个环节,如图3.1所示。
图3.1 整机装配工艺过程1.2流水线作业法通常电子整机的装配是在流水线上通过流水作业的方式完成的。
为提高生产效率,确保流水线连续均衡地移动,应合理编制工艺流程,使每道工序的操作时间(称节拍)相等。
流水线作业虽带有一定的强制性,但由于工作容简单,动作单纯,记忆方便,故能减少差错,提高功效,保证产品质量。
1.3整机装配的顺序和基本要求1) 整机装配顺序与原则按组装级别来分,整机装配按元件级,插件级,插箱板级和箱、柜级顺序进行,如图3.2所示。
图3.2 整机装配顺序元件级:是最低的组装级别,其特点是结构不可分割。
插件级:用于组装和互连电子元器件。
插箱板级:用于安装和互连的插件或印制电路板部件。
箱、柜级:它主要通过电缆与连接器互连插件和插箱,并通过电源电缆送电构成独立的有一定功能的电子仪器、设备和系统。
整机装配的一般原则是:先轻后重,先小后大,先铆后装,先装后焊,先里后外,先下后上,先平后高,易碎易损坏后装,上道工序不得影响下道工序。
2)整机装配的基本要求(1) 未经检验合格的装配件(零、部、整件)不得安装,已检验合格的装配件必须保持清洁。
(2) 认真阅读工艺文件和设计文件,严格遵守工艺规程。
装配完成后的整机应符合图纸和工艺文件的要求。
(3) 严格遵守装配的一般顺序,防止前后顺序颠倒,注意前后工序的衔接(4) 装配过程不要损伤元器件,避免碰坏机箱和元器件上的涂覆层,以免损害绝缘性能。

1文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
2文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
3文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
4文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
工艺文件产品型号:主机系统
文件名称:主机系统电气装配工艺类别:电气装配工艺过程卡片文件编号:T1175-D02
编制:审核:
5文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
会签:审定:
标准化:批准:
浙江盾安人工环境设备股份有限公司
2005年12月实施
6文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.。
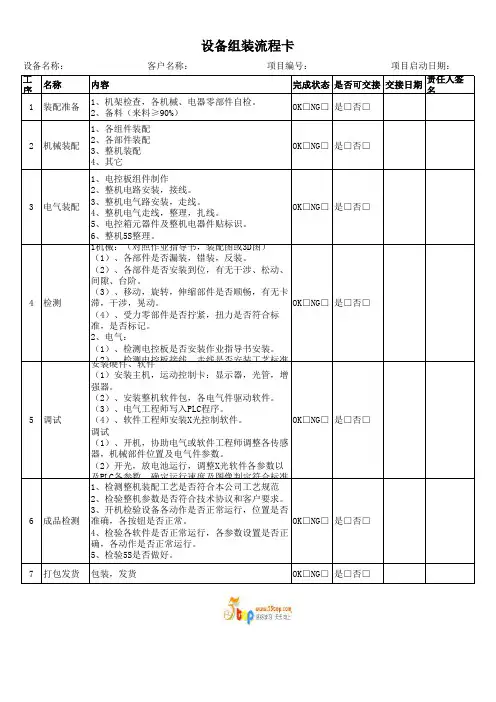
工序名称内容完成状态是否可交接交接日期责任人签名1装配准备1、机架检查,各机械、电器零部件自检。
2、备料(来料≥90%)OK □NG □是□否□2机械装配1、各组件装配2、各部件装配3、整机装配4、其它OK □NG □是□否□3电气装配1、电控板组件制作2、整机电路安装,接线。
3、整机电气路安装,走线。
4、整机电气走线,整理,扎线。
5、电控箱元器件及整机电器件贴标识。
6、整机5S整理。
OK □NG □是□否□4检测1机械:(对照作业指导书,装配图或3D图)(1)、各部件是否漏装,错装,反装。
(2)、各部件是否安装到位,有无干涉、松动、间隙、台阶。
(3)、移动,旋转,伸缩部件是否顺畅,有无卡滞,干涉,晃动。
(4)、受力零部件是否拧紧,扭力是否符合标准,是否标记。
2、电气:(1)、检测电控板是否安装作业指导书安装。
(2)、检测电控板接线,走线是否安装工艺标准OK □NG □是□否□5调试安装硬件、软件(1)安装主机,运动控制卡:显示器,光管,增强器。
(2)、安装整机软件包,各电气件驱动软件。
(3)、电气工程师写入PLC程序。
(4)、软件工程师安装X光控制软件。
调试(1)、开机,协助电气或软件工程师调整各传感器,机械部件位置及电气件参数。
(2)开光,放电池运行,调整X光软件各参数以及PLC各参数,确定运行速度及图像判定符合标准OK □NG □是□否□6成品检测1、检测整机装配工艺是否符合本公司工艺规范2、检验整机参数是否符合技术协议和客户要求。
3、开机检验设备各动作是否正常运行,位置是否准确,各按钮是否正常。
4、检验各软件是否正常运行,各参数设置是否正确,各动作是否正常运行。
5、检验5S是否做好。
OK □NG □是□否□7打包发货包装,发货OK □NG □是□否□设备组装流程卡设备名称: 客户名称: 项目编号: 项目启动日期:。
组装整机的流程
组装整机的流程主要包括以下步骤:
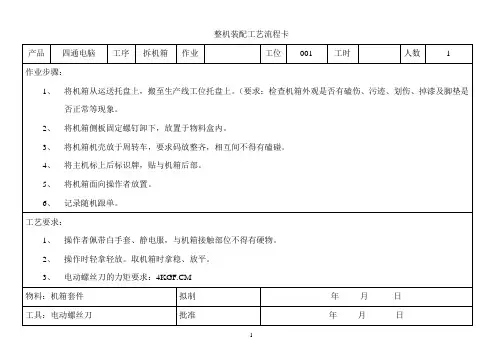
1. 检查配件清单:首先清点并确认所有硬件组件(如主板、CPU、内存、硬盘、显卡、电源、散热器、机箱、显示器等)是否齐全且完好。
2. 安装主板:将主板安装到机箱内对应支架上,固定螺丝,并连接前置面板接口线和跳线。
3. 安装CPU和散热器:打开CPU插槽保护盖,正确安装CPU 并涂抹散热膏,然后安装散热器并固定。
4. 安装内存条:插入主板内存插槽,按照防呆设计压紧固定。
5. 安装硬盘和显卡:将硬盘安装在机箱相应位置,固定并连接SATA线和电源线;显卡插入PCI-E插槽,固定并连接供电线。
6. 连接电源:整理好所有硬件的电源连接线,确保各部件供电充足且安全。
7. 开机测试:完成以上步骤后,接入显示器、键盘鼠标等外设,连接电源并开机进行初步BIOS设置和系统自检,确认无误后再进行系统安装和调试。
整机装配工艺流程卡精
编版
MQS system office room 【MQS16H-TTMS2A-MQSS8Q8-MQSH16898】
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡。