-》基于S7_200的搬运机械手的PLC控制
- 格式:pdf
- 大小:712.43 KB
- 文档页数:3
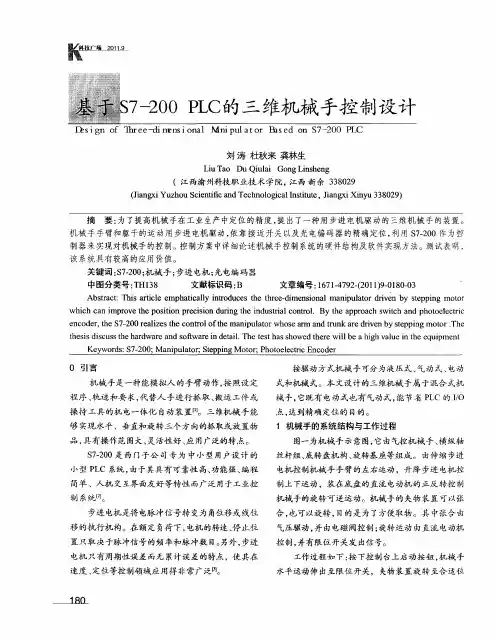
2011年第30卷2月第2期机械科学与技术MechanicalScienceandTechnologyforAerospaceEngineeringFebruaryVol.302011No.2
收稿日期:2010-02-04基金项目:学院基金项目
(KY-2009-7)资助作者简介:韩伟娜(1979~),讲师,硕士研究生,研究方向为机电一体化、CAD/CAM,hanvenus@163.com韩伟娜基于S7-200的搬运机械手的PLC控制
韩伟娜,刘宝华
(北华航天工业学院,廊坊065000)
摘要:以德国西门子公司的SIMATICS7-200系列PLC为基础,介绍PLC在机械手搬运控制中的
应用,给出了详细软、硬件设计过程。该控制系统具有连线简单、功耗低、可靠性高等性能,可用于
教学实践和工业应用。
关键词:S7-200;可编程序控制器;机械手;应用
中图分类号:TP2文献标识码:A文章编号:1003-8728(2011)02-0259-03
PLCControlofTransportationManipulatorBasedonS7-200
HanWeina,LiuBaohua
(NorthChinaInstituteofAstronauticEngineering,Langfang065000)Abstract:BasedonthePLCofSIMENSSIMATICS7-200type,thispaperintroducesPLCapplicationtoamanip-
ulatortransportationcontrolsystem,andprovidesthehardwareandsoftwaredesigningprocessindetail.Thissys-
temcanperformasimpleconnectionwithlowpowerconsumptionandhighreliability,anditcanbeusedinprac-
ticeteachingandindustrialapplications.
Keywords:S7-200;PLC;manipulator;application
机械手是在机械化、自动化生产过程中发展起
来的一种新型装置,它能模仿人手臂的某些动作功
能,可按固定顺序在空间抓、放、搬运物体等,动作灵
活多样,广泛应用在工业生产和其他领域内。应用
机械手可减少工人的重复操作,并能代替人类在危
险与有毒性环境中工作,极大地提高了生产效率与
工作精度,而且对保障人身安全,改善劳动环境,减
轻劳动强度有着十分重要的意义。
可编程序控制器(PLC)是从20世纪60年代
末发展起来的一种新型的电气控制装置,它以微处
理器为核心,将计算机技术、自动控制技术和通信
技术融为一体,以其结构简单、易于编程、性能优
越、可靠性高等显著优点而在工业控制领域得到了
迅猛的发展,被广泛地应用于各种生产机械和生产
过程的自动控制中。德国西门子公司的PLC产品
在国内应用比较广泛,其中S7-200系列PLC以结构紧凑、高性价比、多种多样的CPU尺寸以及基于Windows的编程工具等特点在中、小规模控制系统
中有独特的优势。
笔者选用西门子S7-200为控制器,所研究的机
械手采用水平/垂直位移加平面转动式结构。机械
手的全部动作由气缸驱动,PLC控制相应的电磁阀
驱动气动执行元件完成各动作。这种控制系统能十
分方便地嵌入到各类工业生产线中,完成零部件产
品在固定位置之间的搬运,实现生产自动化。
1控制功能分析
机械手搬运零部件动作示意图如图1所示,该
机械手可用来将工件从左工作台搬到右工作台,其
动作过程分为10工步,即从原位开始顺序经过10
个动作后完成一个周期,并返回原位。该机械手能
够抓取的工件质量m为0.1kg,搬运物料过程中垂
直方向加速度和水平方向加速度均为0.3g(g为重
力加速度),平面转动的回转半径r为0.5m,转动
角速度ω为3.5rad/s,角加速度β为2.1rad/s2,转
动角度为180°。机械科学与技术第30卷
图1机械手动作示意图
其中为了使上升/下降、左移/右移和顺转/逆转
动作能够执行,分别由3个双线圈二位电磁阀控制气
缸的动作。当某个电磁阀线圈通电,就一直保持现有
的机械动作,例如一旦下降的电磁阀线圈通电,机械
手下降,即使线圈再断电,仍保持现有的下降动作状
态,直到相反方向的线圈通电为止。另外,夹紧/放松
由单线圈二位电磁阀控制气缸运动来实现,线圈通电
时执行夹紧动作,线圈断电时执行放松动作。
为了使机械手动作准确到位,在机械手的极限
位置分别安装了限位开关,对机械手分别进行上升、
下降、左旋、右旋、伸臂、缩臂等动作的限位,并发出
动作到位的输入信号。另外,为了保证安全,还安装
了光电开关负责检测左工作台上的工件是否已移
走,当机械手行至左上位时,只有当左台面为空时,
才允许下降动作进行。
为满足生产要求,机械手的工作方式分为单操
作、步进操作、单周期操作和连续操作4种。为了区
分这几种操作且便于编程,可以设置相应的开关。
这些开关集中安装在操作面板上,设计的操作面板
如图2所示。单操作要完成的是各个动作的手动控
制,如在该方式下选择上升/下降运动时,按下启动
按钮,机械手上升;按下停止按钮,机械手下降,其它
动作的控制类似。这种方式一般维修时使用。
图2操作面板布置图2PLC硬件设计
根据控制要求进行分析,该系统为开关量顺序
控制系统,且控制系统所要求的输入输出点数及所
需内存都不很多,可选用一般小型PLC。本文机械
手控制系统选用SIEMENS公司S7-200系列CPU
224,该机集成14输入/10输出共24个数字量I/O
点,I/O端子排可以容易地整体拆卸,是一种具有较
强控制能力的控制器。采用数字扩展模块EM223,
其最大扩展点数是32。控制系统PLC的输入输出
接线图如图3所示。
图3I/O接线图
输入电路除按钮、行程开关就是手动开关,通断
可靠;输入电路应用了S7-200的24V自带电源,其
容量能够满足输入信号的要求。输出驱动有电磁阀
线圈且使用直流24V外加电源。由于电磁阀线圈
和信号灯需要的驱动功率较小,所以由PLC的输出
电器直接驱动。
3PLC程序设计
图4主程序梯形图由于控制系统工作
方式较多,所以采用模
块式程序结构。机械手
的4种操作方式可分为
手动和自动两种,自动
即为步进、单周期和连
续。手动程序和自动程
序可分别编成相对独立
的子程序模块,通过调
用指令进行功能选择。
当工作方式选择开关选择单操作时,I1.1接通,执行
手动工作程序;当工作方式选择开关选择自动方式(步进、单周期和连续)时,I1.2、I1.3、I1.4分别接通,
执行自动控制程序。整体设计的主程序如图4所示。
手动操作不需要按工序顺序动作,可以按普通
继电器接触器控制系统来设计。手动控制的梯形图062第2期韩伟娜等:基于S7-200的搬运机械手的PLC控制
如图5所示。为了保持系统的安全运行,必须设置
一些必要的联锁保护,如机械手只有处于上限位置(I0.2=1)时,才允许伸缩臂和左右旋;由于夹紧、放
松动作选用单线圈双位电磁阀控制,故在梯形图中
用置位、复位指令来控制,该指令具有保持功能,并
且也设置了机械联锁,只有机械手处于下限位置(I0.1=1)时,才能进行夹紧和放松动作。
图5手动控制梯形图(子程序0)
机械手的自动操作属于顺序控制,对于顺序控制
可用多种方法进行编程,用移位寄存器很容易实现这
种控制功能,转换的条件由各行程开关及定时器的状
态来决定。机械手夹紧和放松动作的控制原则,可以
采用压力检测、位置检测或按照时间的原则进行控
制,本实例用定时器T37控制夹紧时间,T38控制放
松时间。自动操作控制的梯形图如图6所示。
自动操作程序中包含了连续、单周期或步进运
动,程序的执行取决于工作方式选择开关。当选择
连续方式时,I1.4使M30.0置“1”,当机械手回到原
位时,移位寄存器复位即M1.0为“1”,又获得一个
移位信号,机械手周而复始地执行各步动作;直到按
过停止按钮后,I1.0使M30.0置“0”,机械手完成当
前一个运动周期后停到原位。当选择单周期操作方
式时,I1.3使M30.0置“0”,当机械手在原点时,每
按一次启动按钮,机械手自动执行一个周期的动作
后停止在原位。当选择步进操作方式时,I1.2使M30.0置“1”,每按一次启动按钮I0.0才能产生一
个移位信号,机械手按动作顺序完成一步。
机械手的运动主要包括上升、下降、夹紧、放松、
左旋、右旋、伸臂、缩臂,在控制程序中,M1.0控制原位显示,M1.1、M1.6分别控制左右下降,M1.2控
制夹紧,M1.7控制放松,M1.3、M2.0分别控制左右
上升,M1.4、M2.2分别控制左旋、右旋运动,M1.5、
M2.1分别控制伸臂、缩臂运动。
图6自动操作梯形图(子程序1)
4结束语
笔者提出了一种机械手的控制系统设计方案,
采用技术先进、可靠性非常高的S7-200可编程控
制器,能够实现机械手将物料从一个工位搬到另一
个工位的自动控制,并且动作准确,易于维护。另外
多种工作方式的自由切换,满足了各种生产方式的
需要。该控制方案应用于实践教学和生产控制中,
取得了较好的效果。
[参考文献]
[1]齐占庆.机床电气控制技术[M].北京:机械工业出版社,1997[2]廖常初.S7-200PLC编程及应用[M].北京:机械工业出版社,2007[3]严纪兰.基于PLC控制的搬运机械手的应用[J].机械工程与自动化,2008,(2):156~158162