瓶口糖斑解决方案
- 格式:doc
- 大小:22.00 KB
- 文档页数:2


如何处理灌装饮料过程中产生的糖斑
布明柏
【期刊名称】《《中国食品工业》》
【年(卷),期】2004(000)011
【摘要】糖斑是由饮料干燥后的固形物构成的,是残留在瓶口外侧的内容物沉积干化而成,由于各种类型的残留物大都含糖的成分,所以俗称糖斑。
随着饮料灌装速度的提高、内容物固形物的增加以及瓶口的变化,糖斑问题频频出现,热灌装的茶和果汁饮料尤其明显。
高温湿热季节,糖斑甚至会出现微生物繁殖的菌落体,人们对此十分头痛。
饮料的生产涉及到瓶子、盖子和灌装三大部分。
对于糖斑,人们确实想了很多的办法,如加大盖子的漏水口,在瓶子上加开排水槽等。
但就效果而言,这些方法最多是使糖斑有所改善,却不能有效清除。
【总页数】1页(P53-53)
【作者】布明柏
【作者单位】
【正文语种】中文
【中图分类】TS2
【相关文献】
1.PET热灌装饮料生产线水处理设备定型分析以及循环回收系统的应用经验 [J], 余军;洪琛
2.PET饮料无菌灌装生产线的灭菌处理和无菌保持 [J], 陈能玉;张澄龙;陶存兵;沈
安峰
3.灌装瓶口糖斑的分析与解决 [J], 卢小军;卢伟
4.热灌装乳饮料、茶及果汁饮料生产企业污水处理技术改造 [J], 方节群
5.灌装瓶口糖斑的分析与解决 [J], 卢小军; 卢伟
因版权原因,仅展示原文概要,查看原文内容请购买。
瓶口残留试验实验方案一、试验目的:1、确定在不同速度下,改造检修后生产线的瓶口残留状况2、评估和确定生产线不同罐装速度下瓶口残留情况,确定生产的适宜灌装速度。
二、试验原理:1、用PH试纸直接的检测瓶口螺纹柠檬酸的成份,确定瓶口是否存在柠檬酸残留。
2、糖斑烘干法检测。
三、试验主要材料及仪器:0.2%的柠檬酸溶液、通用瓶、无字白盖、烘箱、剪刀精密电子称、1-14广泛PH试纸四、试验过程:1、准备配制12吨0.2%的柠檬酸溶液,经UHT灭菌。
2、方法一:瓶口擦拭柠檬酸试验(1) 准备100个空瓶,在瓶口螺纹处喷有柠檬酸。
(2) 将空瓶备于进瓶口,关闭除冲瓶口装置外的喷淋设备,待机台在32000瓶/小时的速度下运行约五分钟,进瓶。
(具体速度视设备类型而定)(3) 取样标识,待机。
(4) 同上步骤,试验34000,35000,36000瓶/小时的速度,取样标明。
(5) 旋开盖子,用1~14的PH试纸检测瓶口螺纹的上、中、下部位残留,记录。
注意:一定要确保不能让冲瓶机冲瓶口,可把冲瓶机关闭后进行。
3、方法二:满口试验(1) 准备四个框子,记号笔。
(2) 将脉冲平均升高至最低液位为支撑环处,以一定的速度罐装,取280瓶样,做好标识。
(3) 旋开盖子,用1~14的PH试纸检测瓶口螺纹的上、中、下部位残留,记录。
4、方法三:正常液位试验(1) 准备2个框子,记号笔。
(2) 调准正常液位,在一定速度下,运行稳定连续取140瓶样,做好标识。
(3) 同上步骤,试验不同的速度,取样标明。
(4) 剪开瓶身,冲净瓶内部酸液,用纱布将旋盖部分擦干,竖直旋开瓶盖。
(5) 用1-14PH广泛试纸检测瓶口螺纹的上、中、下部位残留,记录。
注:酸液瓶口残留验证需要对瓶型分别进行测试。
另外抽样比例可根据生产线的灌装阀数量与封口机数量进行合理设定。
五、产品实验要求(1) 配制一定的含糖汤汁做实验,按正常生产工艺配制杀菌。
(2)进料调节至正常液位,分别正常速度,每次连续取样70瓶,标明清楚。
版本A/0文件类型SOP瓶口糖残留检测生效日期2013-09-10 页数1/3 状态强制执行版本更新日期修订记录/更改描述A/0 2013.09.10 创建编写审核批准签名:莫明洁日期:2013-09-10 签名:李然日期:2013-09-10签名:傅钢华日期:2013-09-10版本A/0 文件类型SOP生效日期2013-09-10瓶口糖残留检测页数2/3 状态强制执行(1)方法之一 ----瓶口糖残留菲林试剂法菲林试剂的配制和保存:a. 配制菲林试剂 1:溶解 69.278 g (CuSO4.5H2O)于 RO水中,并定容到 1 升。
b. 配制菲林试剂 2:溶解 100 g 氢氧化钠和 346 g 酒石酸钠钾与 RO水中,并定容到 1 升。
c. 将菲林试剂1和2保存在冰箱中。
d. 每次生产前,各取25ml菲林试剂1和2,混合入一棕色滴瓶中。
e. 混合后的菲林试剂只能用于当天的生产, 生产结束后,倒去未使用的菲林试剂,将棕色滴瓶洗干净并保持干燥。
f. 冰箱中的菲林试剂1和2可以保存3个月。
g. 在生产淡季,可考虑将菲林试剂 1和 2 的配制减少到各 250ml,以避免因过期而造成的浪费。
操作规程(SOP)a. 将瓶子从中间剪开,放掉饮料,注意不要让饮料流到瓶盖和支撑环处。
b. 将剪开的瓶子的上半部分内外擦干净,瓶口向下,小心旋开。
c. 将瓶口顶端和瓶盖密封圈接触处的饮料小心擦干。
d. 准备5毫升蒸馏水,对瓶口进行冲洗,目的是将瓶口螺纹处的饮料(如果有的话)用水带下来。
将该5毫升水,反复淋洗瓶口螺纹5次,以确保将饮料全部带下,洗液备用。
e. 将上述的5毫升洗液转到试管中。
f. 向试管中滴入1滴1mol/L的盐酸,进行酸化。
g. 将试管缓慢加热到沸腾,使5毫升水蒸发到只有1毫升左右。
h. 加入 1滴 1mol/L的氢氧化钠溶液,充分摇晃,使样品完全中和。
i. 加入已经混合的菲林试剂 1滴,到试管中。

玻璃瓶成形缺陷及消除一、小口瓶部分1、口部缺陷2、瓶颈缺陷3、肩部缺陷4、瓶体缺陷5、瓶底缺陷6、其他缺陷二、大口瓶部分一、玻璃瓶罐的缺陷(小口瓶部分)玻璃瓶罐的缺陷种类很多,产生这些缺陷的原因,更是多种多样的。
同时,这些缺陷的产生,也往往由于成型机械的不同或成型方式的不同而又有别。
如何正确的鉴别这些缺陷,以便采取迅速有效的措施消除之,乃是成型操作工人的主要技术技能之一,下面就行列机林取机采用吹---吹法,生产小口瓶时常见的缺陷加以说明。
1、一个瓶子是否合格,和一个瓶子是否又有缺陷,并不是完全一致的,也就是说所有的缺陷在制品上是不允许存在的,例如各种裂纹、畸形、口不足等。
另一种缺陷是在一定程度(或范围)内是允许存在的,例汽泡、合缝线、条纹等。
(当然,我们应尽可能生产无缺陷的优质品)鉴于这些原因,则在评定一个瓶子是否合格时主要根据有关部门制定的质量标准来衡量,而在质量标准中未做具体规定的项目,则应以用户的要求为准则。
2、本文中所叙述的各种缺陷名称,是以玻璃瓶罐行业中通用的称呼为主,同时,也将制瓶工人口语中常用的称呼列于括号内以供参考。
3、产生玻璃瓶罐缺陷的原因是多种多样的,所以在谈到各种缺陷的产生原因时,不可能将每一种可能性都罗列进去,而仅能就其主要和常见的原因加以说明,至于各种缺陷的解决方法,绝不是该种缺陷的解决步骤,其解决方法主要靠制瓶工人仔细的观察,周密的分析,正确的判断,方能迅速、准确的找到产品缺陷产生的原因,进而采取有效措施消除。
5、下面各种缺陷产生的原因一栏中“A :供料机”代表因供料机部分调节或操作不当而可能导致该种缺陷的原因。
“B 制瓶机”代表因制瓶机部分调节或操作不当而可能导致该种缺陷的原因。
一)、口部缺陷:1、口裂(炸口、爆口):原因:⑴ 滴料温度太低⑵ 剪口印太大。
⑶ 料滴头部太粗⑴ 机速太慢⑵ 芯子冷或结油灰太多 ⑶ 芯子过长或太粗⑷ 芯子上的猛或落的⑸ 扑气(吸气)时间太长或芯子落的太晚,玻璃料与芯子接触时间太长⑹ 芯子和口模不同心⑺ 芯子和口模太冷⑻ 正吹气头太浅,中心不正,吹气压力过大或压缩空气带水分⑼ 冷却风使用不当,在成型一方吹到瓶口上解决方法:⑴合理调正滴料温度和料形,料滴头部要圆滑(2)消除剪开印⑶改进芯子造型⑷调正口模与初模中心⑸合理调正扑气时间⑹芯子上落的动作要稳妥⑺调换合适的吹气头,调正吹气时间和压力2、口部裂纹:原因:图 2 ⑴芯子套筒调节的太高或太低⑵口钳臂不水平或口模配合不良⑶扑气头或闷头落的太猛⑷扑气压力过大或时间太长⑸翻倒机构的终点缓冲不稳⑹口模带毛刺⑺口模开的太猛解决方法:⑴合理调正滴料温度⑵剪刀印要尽量的小,并保持料滴头部要圆滑⑶结合缸芝之高低要调正适宜⑷口钳臂要水平,左右口模要配合好⑸扑气头和闷头落的要稳,口钳翻转应爽快而稳定3、颈底裂纹:。
Mold on thread finish瓶口上的霉斑问题Dear Colleagues各位同事,大家好:On 12th June, I have circulated a note to you all on Mold related consumer complaint. We have two major type of Mold related consumer complaint.在6月12日,我给各位发了一条关于长霉而导致顾客投诉的信息。
顾客投诉长霉菌一般有2个主要类型。
1. Mold inside bottle - loss of Sterility1.瓶子里有霉菌——杀菌不够2. Mold on thread finish.2.瓶口螺纹长霉菌Type 1 mold inside bottle I have already covered in my last communication to you all.第一种瓶子里有霉菌,我在上次和你们的交流中已经提到过。
Type 2 mold on thread finish, I would like to seek your further input, attention and action.第二种瓶口螺纹长霉菌的情况,我希望引起你们更多的投入、注意和行动。
1. On consumer complaint reporting - please do not just report Mold but to clearly state whether it is mold inside bottle or Mold on thread finish which require different course of action.1.在顾客投诉报告中——请不要仅仅报告有霉菌,而是要清楚的说明到底是瓶子里有霉菌还是瓶口螺纹处有霉菌,因为这需要采取不同的措施。
无菌线摸底考试试题一、选择题(每题3分)1. 生产东方树叶红茶后,接着生产维他命水热带水果,则需选用哪种模式的COP () [单选题]A、高酸模式(正确答案)B、低酸模式C、停产模式D、其他模式2. 影响CIP清洗效果的主要因素()A、温度(正确答案)B、压力(正确答案)C、清洗时间(正确答案)D、清洗液种类(正确答案)E、清洗液浓度(正确答案)3. 温风1星轮使用双氧水配合热风对瓶子内部灭菌,热风的作用() [单选题] A,热风灭菌B,增强双氧水灭菌活化性(正确答案)C,喷雾管升温D,双氧水升温4. 通常情况下,为实现清洗时管道湍流,流速需达到()m/s [单选题]A、2B、1C、1.5(正确答案)D、25. 清洗剂清洗的主要原理包括()A、清洗剂与污垢所产生的物理作用(正确答案)B、改变其溶解特性(正确答案)C、清洗剂与污垢所产生的化学作用(正确答案)D、使污垢变成易溶于水的物质(正确答案)6. CIP周期延长验证内容包括()A、调配液微生物情况(正确答案)B、成品微生物情况(正确答案)C、UHT结垢情况以及CIP清洗效果(正确答案)D、产品风味样需寄研发确认(正确答案)7. 清洗效果的检查采取的方法包括()A、管道拆检(正确答案)B、冲洗水培养(正确答案)C、ATP检测(正确答案)D、涂抹(正确答案)8. COP时用的易康碱主要成分是() [单选题]A、NaOH(正确答案)B、酸C、硝酸D、碳酸氢钠9. PAA舱室灭菌配置时,浓度要达到多少PPM() [单选题]A、300PPM以上B、900PPM 以上C、1800PPM以上(正确答案)D、2800PPM以上10. 60000BPH无菌线工厂灌装机生产时总共有几只双氧水雾化缸工作()[单选题]A、6B、7C、9D、10(正确答案)11. 洗瓶用无菌水温度是() [单选题]A、10-20℃B、 10-45℃C、 60-70℃D 、 70-80℃(正确答案)12. 灌装机进口星轮滚轮是用()润滑的 [单选题]A、PAAB、润滑油C、无菌水(正确答案)D 、自润滑13. 灌装机旋转分配器生产时用()进行屏障保护无菌的 [单选题]A、蒸汽B、无菌气(正确答案)C、压缩空气D 、无菌水14. 灌装封盖区阳压是通过()提供无菌气的A、FU-1B、UU1C、 UU2(正确答案)D 、 UU3(正确答案)27、COP时无菌舱室清洗喷头有哪几种( ABCD )A、旋转喷头B、扇形喷头C、圆管喷头 D 、扁管喷头15. 喷雾缸加热方式使用的是()。
瓶口糖斑的解决方案(探讨稿)
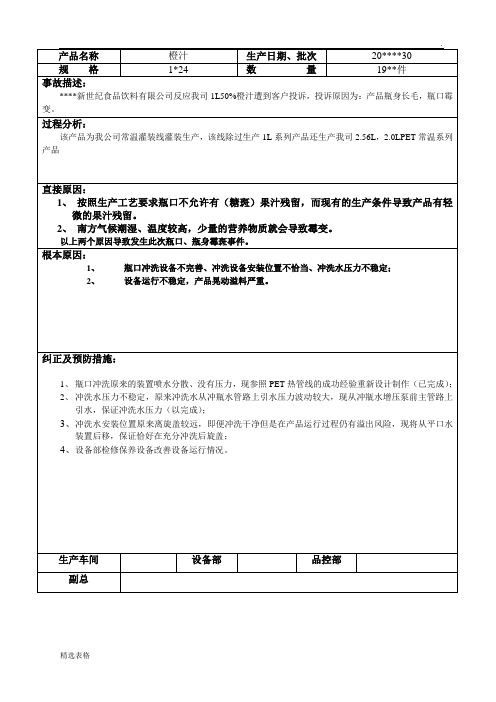
最几天连续收到客户投诉09年10月、11月和10年2月我司生产的产品瓶口有糖斑,而且有很大部分瓶口已经长霉。
(下图)
目前我司糖斑监控是由现场品控检测,如果有糖斑现场品控员会将其糖斑检测结果反馈给生产领班和充填操作员,并要求作调整。
1、当检测发现糖斑时通过加强检测,利用检测结果来指导生产,控制产品糖斑发生比例,产品的瓶口糖斑检测只是对我们产品是否存在糖斑进行验证。
靠该结果来指导生产是不能从根本上发现问题本质和解决问题的,所以我们要对产生糖斑的原因做分析。
2、在作分析过程中不光要对消除糖斑的手段进行优化和增添,更主要是对产生糖斑的原因做分析,从源头上解决问题。
人(操作意识,操作符规性等)。
机(机器的稳定性,设备能力等)。
料,法,环(设备滴漏)多方面分析产生糖斑的原因。
1)对设备的稳定性做验证,具体从进入灌装机开始,料液灌注,液位,有无外溢,离开灌装阀是否滴漏沾染瓶口。
2)进入星轮(大小,与产品是否同速)后产品是否颠动造成产品料液粘到瓶口。
3)冲洗水是否保持联动冲洗,冲洗角度压力主要是效果。
4)进入旋盖后旋盖机是否对中,旋盖头进入角度等方面进行分析。
将可能导致糖斑的项目做改善计划。
最后是对监控标准和手段进行统一,通过有效的监控保证产品质量。
3、讨论:怎样解决瓶口糖斑?
(生产领班、充填操作员、现场QC积极发言)。