五机架UCMW冷连轧轧机简介解析精品课件
- 格式:pptx
- 大小:12.47 MB
- 文档页数:76
UCMW冷连轧机板形控制系统优化刘宝军;曹强;张清东【摘要】UCMW冷连轧机是国内大量引进并广泛使用的一种现代化冷连轧机.针对某厂UCMW冷连轧机板形平坦度控制精度不高的问题,系统学习了UCMW冷连轧机板形控制系统.研究发现,原有的弯辊力分配策略只能提供工作辊与中间辊弯辊同向配合,故对于四分之一浪、边中复合浪等复杂浪形无法达到理想的控制效果.在此基础上,提出了根据实测板形缺陷实时调整弯辊力分配比例的控制策略,可在保证二次板形控制精度的同时,最大程度地兼顾控制四次板形.理论研究成果成功应用于实际生产,板形控制精度有了一定程度的提高.【期刊名称】《宝钢技术》【年(卷),期】2014(000)006【总页数】7页(P71-77)【关键词】UCMW冷连轧机;板形平坦度;弯辊力;控制精度【作者】刘宝军;曹强;张清东【作者单位】宝山钢铁股份有限公司,上海201900;北京科技大学,北京100083;北京科技大学,北京100083【正文语种】中文【中图分类】TG334.920世纪80年代后诞生的现代高技术冷带轧机,如四辊CVC轧机、六辊CVC轧机、六辊UCMW/UCM轧机、四辊DSR轧机,都装备了多种具有高次复杂形态板形调控功效曲线的板形控制执行机构[1-4],并且除了压下倾斜和精细分段冷却外,还有两种或三种的执行机构参与板形闭环反馈控制,从而使此类轧机的板形控制数模及系统更为复杂[1,5-8]。
某厂冷连轧机组就是这类轧机的典型代表,它是20世纪末由日本成套引进,应用了当时世界最先进冷轧技术,所采用的UC轧机机型至今已成为被广泛选用的、与CVC轧机机型并列的主流机型,其所采用的板形控制策略及数模也一直是UCMW和UCM轧机普遍使用且近乎标准的板形控制策略及数模。
但是经过几年的生产实践,特别是面对用户对板形质量要求的不断提高和机组产品品种扩展与难轧品种大幅增加,机组板形控制实绩不能完全满足用户要求,因而对此机组的板形控制系统进行了完善改进研究。
五机架冷连轧机控制系统的研究的开题报告一、研究背景与意义连轧机是钢铁工业中的一个关键设备,用于将炼钢所产生的大块铁水连续地轧制成厚度均匀、宽度符合要求、长度可控的钢板或钢带。
而冷连轧机又是连轧机中的一种,主要用于加工冷卷板、带钢等产品。
五机架冷连轧机作为一种主流的加工设备,在钢铁生产中具有重要的地位和作用。
随着科技的不断进步和技术的不断创新,钢铁行业对五机架冷连轧机的技术要求也在不断提高。
传统的机械式连轧机已不能满足现代钢铁生产的需要,其存在的问题主要包括工艺合格率较低、生产效率低等。
因此,将五机架冷连轧机进行电气化改造和控制系统的改进已成为钢铁行业提高产品质量和生产效率的必要途径。
二、主要研究内容本课题的主要研究内容是五机架冷连轧机控制系统的设计和开发,具体包括以下几个部分:1. 根据五机架冷连轧机的物理结构和工作原理,对其控制过程进行分析和建模。
2. 设计五机架冷连轧机的控制系统,包括硬件和软件两个部分。
硬件部分主要包括各种传感器、执行机构和PLC控制器等设备的选型和配备;软件部分主要包括编程、控制算法和界面设计等方面。
3. 搭建五机架冷连轧机的实验平台,进行控制系统的调试和优化。
通过模拟实际生产过程,验证控制系统的性能和可靠性,并优化控制算法和参数设置。
4. 对五机架冷连轧机的控制系统的应用前景进行研究和探讨,为钢铁行业提高产品质量和生产效率提供技术支持和理论依据。
三、预期研究结果本课题预期的研究结果包括以下几个方面:1. 设计出符合五机架冷连轧机物理结构和工作原理的控制系统,并提高控制系统的可靠性和稳定性。
2. 优化五机架冷连轧机的控制算法和参数设置,使之更符合实际生产的需要。
3. 验证控制系统的性能和可靠性,并为企业提供技术支持和服务。
4. 探讨五机架冷连轧机控制系统的应用前景和发展方向,研究未来的技术和趋势。
四、研究方法和技术路线本课题的研究方法和技术路线如下:1. 分析五机架冷连轧机的物理结构和工作原理,建立控制系统的数学模型。

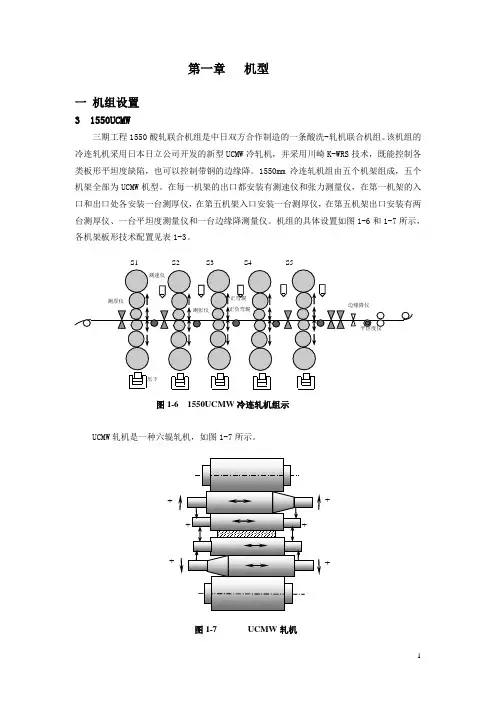
第一章 机型一 机组设置3 1550UCMW三期工程1550酸轧联合机组是中日双方合作制造的一条酸洗-轧机联合机组。
该机组的冷连轧机采用日本日立公司开发的新型UCMW 冷轧机,并采用川崎K-WRS 技术,既能控制各类板形平坦度缺陷,也可以控制带钢的边缘降。
1550mm 冷连轧机组由五个机架组成,五个机架全部为UCMW 机型。
在每一机架的出口都安装有测速仪和张力测量仪,在第一机架的入口和出口处各安装一台测厚仪,在第五机架入口安装一台测厚仪,在第五机架出口安装有两台测厚仪、一台平坦度测量仪和一台边缘降测量仪。
机组的具体设置如图1-6和1-7所示,各机架板形技术配置见表1-3。
UCMW 轧机是一种六辊轧机,如图1-7所示。
++++图1-7 UCMW 轧机S1 S2 S3 S4 S5图1-6 1550UCMW 冷连轧机组示意图(注:*和**都表示该手段参与闭环反馈控制)二主要工艺参数3 1550UCMW1550冷连轧机组的主要工艺参数参见表1-6:三产品定位3 1550UCMW1550UCMW冷连轧机组的产品是以汽车用板为主的冷轧板、镀锌板和中低牌号的电工钢板,也是高技术、高难度、高附加值的产品。
冷轧薄板的钢种有CQ、DQ、DDQ、EDDQ、IF钢及HSLA。
1550冷连轧机组的目标是改变我国汽车制造业依赖进口冷轧汽车板的局面,同时更好的满足家用电器对中低牌号电工钢板和高级家用电路板的需求。
可见,2030机组以普通冷轧板、普通汽车板和镀锌板为基本产品,以轿车用板(尤其O5板)、彩涂板、宽规格板(B>1550)及IF钢为特色产品。
1420机组以镀锡板和薄规格冷轧板为基本产品,以家电外板、DI材及其它优质薄规格冷轧板为特色产品。
1550机组以普通冷轧板、汽车板、镀锌板和中低牌号的电工钢板为基本产品,以轿车用板(尤其O5板、高强钢、超深冲钢板)及IF钢为特色产品。
此外,各机组产品的宽度和厚度不同当然也是各自的优势。
冷轧机基础知识讲解冷轧机是整个冷轧厂的核心机组,也是保证带钢几何尺寸的精度及表面质量的主要工序。
根据工厂的生产规模及产品方案可选用不同的轧机组成。
一般有二大类:即可逆与串列(连续):可逆式机组以往仅有一个机架,带钢在机组内往返轧制,生产效率低. 按产品的厚度,宽度,及机组的速度,产量在几万至三十万吨左右。
而串列式机组按产品品种及产量、质量的要求可由四至六个机架串列组成(目前普遍采用五个机架)。
带钢在机组内一次通过串列的轧机轧成所要求的厚度。
因而生产效率高,一般产量视所生产的品种及机组速度,可从七八十万到二百万吨左右不等。
近年来冷轧板的用户,尤其是汽车及家电制造业等对钢板厚度的公差.平直度及表面质量等提出了愈来愈高的要求。
为了满足用户的需求冷轧技术有了长足的进步。
体现在以下几个方面:1.为了适应中等规模的生产,最近开发出双机架可逆式轧机。
与单机架相比不但可节省投资,质量也得到改善。
2.传统的串列式冷轧机也已从单卷轧制发展为无头的连续式轧制,并由单一的轧制而将两道酸洗工艺联结在一起的联合机组。
单卷轧制的串列式冷轧机由于每个钢卷轧制时都要穿带、甩尾等操作。
不但增加了生产的辅助时间,降低了设备的生产能力,而且由于在穿带与甩尾过程中带钢失去张力,降低速度,使带钢头尾的厚度公差及平直度等均难以得到控制而增加头尾不合格产品的长度,降低了成才率。
而连续式冷轧机或酸洗冷轧联合机组则将前一个钢卷的尾部与后一个钢卷的头部焊接在一起而连续不断地送入冷轧机中轧制。
只在焊缝通过轧机的瞬间才降低速度,因而能显著地提高成材率。
连续式机组由于带钢不停歇地通过轧机,设备的生产能力也得到充分的发挥。
此外,酸洗冷轧联合机组还因为省略了部分酸洗机组出口段及轧机入口的设备而节省占地面积及投资,降低了生产及设备维护费用。
还由于取消了酸洗与冷轧二个工序之间的中间仓库,节省了厂房面积并缩短了生产周期。
已普遍为近年来新建的冷轧厂所采用。
3.轧机的压下已由过去的电动的蜗轮蜗杆压下系统改为液压压下。