单片机实现逆变式CO2气保焊电源双阶梯恒流外特性系统的研究
- 格式:pdf
- 大小:81.50 KB
- 文档页数:3


基于PIC系列单片机的SPWM逆变电源徐红丽;罗奇【摘要】本文主要叙述了一种以PIC系列单片机为基础的SPWM电源.该电源的电压为12V,并通过升压环节以及SPWM逆变环节,获得了优质正弦交流电.该设计采用开关电源设计的原理,在升压模块中,采用电压负反馈,使得升压之后的高电压具有良好的稳定性;在逆变部分则采用单片机的SPWM的控制方式,最大的可能减少谐波.单片机的数字化技术,电源的调节更加灵活,性能更好,为仪器设备提供一种高品质的交流电源.【期刊名称】《电子制作》【年(卷),期】2016(000)018【总页数】2页(P7-8)【关键词】PIC系列单片机;SPWM逆变电源;系统设计【作者】徐红丽;罗奇【作者单位】胡南信息职业技术学院;胡南信息职业技术学院【正文语种】中文高科技的不断进步,对电源的要求也越来越多元化。
高品质的电源是企业发展的重要保障,然而在工业生产中,如果直接将受污染严重的电源供应给企业,那么无法满足企业的生产需求。
本文基于PIC系列的单片机设计的SPWM电源可以满足企业的多样化需求。
本系统的设计主要以12V直流电压输入,输出两种不同频率的正弦波交流电,每种频率可以有13种电压输出值,可提供的功率范围可从0达到200。
该系统设计的直流推挽升压模块中,采用电压负反馈;在逆变部分则采用SPWM的控制方式;在保护方式上采用输入过则采用欠压保护的方式。
PIC系列单片机由美国公司推出,其凭借独特的优势在市场上占有一席之地。
该美国公司在1989年首次推出第一款8位单片机,经过14年的发展,其8位单片机的出货量已经跃居全球首位。
该公司出产的单片机结构并没有兼容当时市场上任何一款单片机的结构,但在市场上受到如此的欢迎,并且获得设计工程师的认可,必然有其成功的道理。
该单片机从结构与设计上采用的是:总线结构,PIC单片机的总线结构采用的结构为哈佛结构,这种结构类型指令与数据空间是完全分开的,一个用于指令,另一个用于数据,能够实现程序和数据同时访问,提高了数据的吞吐率;精简指令集结构:指令集少,指令字长为12位、14位和16位,这些字长位数都属于单周期,一次取指,所以指令执行采用的是两级流水线结构。
基于PIC单片机的CO2焊机数字化控制系统1 引言CO2 气体保护焊自从上世纪五十年代问世以来,就以高效、节能、低成本等特点受到人们极大的关注,已广泛应用于汽车、造船、航空航天、石油化工机械、农机和动力机械等制造部门[1]。
目前使用的CO2 焊机主要有抽头式、晶闸管式和逆变式等几种型式,其中,抽头式焊机在国内仍占有不小的市场份额。
近些年来,随着计算机和自动控制技术的快速发展,现代CO2 焊机已从传统的分立元件控制向集成化、数字化和智能化控制方向转变,以适应焊接技术不断发展的需要。
本研究用性价比高、抗干扰能力强的PIC 单片机来控制抽头式CO2 焊机,通过软件实现对焊机送丝速度和工作时序的数字化控制,并使其具有点焊、断续焊、二/四步控制等多种功能,以降低控制电路的复杂性、增强焊机的工作可靠性。
2 PIC 单片机简介PIC(Periphery Interface Chip)系列单片机是美国Microchip 公司生产的产品[2, 3, 4]。
PIC 系列单片机的硬件系统设计简洁,指令精练,是一种与国内常用的MCS 系列单片机截然不同的单片机。
它采用哈佛总线结构、精简指令集RISC(Reduced Instruction Set Collection)技术,实现了指令的单字节化和单周期化,大大提高了CPU 执行指令的速度和工作效率;它的I/O 端口驱动负载的能力较强,可以直接驱动发光二极管LED、光电耦合器和小型继电器等;并且这种单片机集成度高,可以最大限度地减少外围扩展电路,实现纯单片开发应用,降低成本。
在本设计中,选用抗干扰能力强、I/O 接口丰富的PIC16C711 单片机作为控制系统的核心。
这款单片机由68 字节数据存储器、1K×14个程序存储器、4 路A/D 转换通道、8 个I/O 口、1 个定时/计数寄存器等组成,具有上电复位和降压复位等功能。
3 系统硬件设计根据CO2 气体保护焊工艺的要求,要求控制系统实现以下控制功能:a) 焊接过程的时序控制;b) 点焊/断续焊/连续焊控制;c) 焊接操作的。
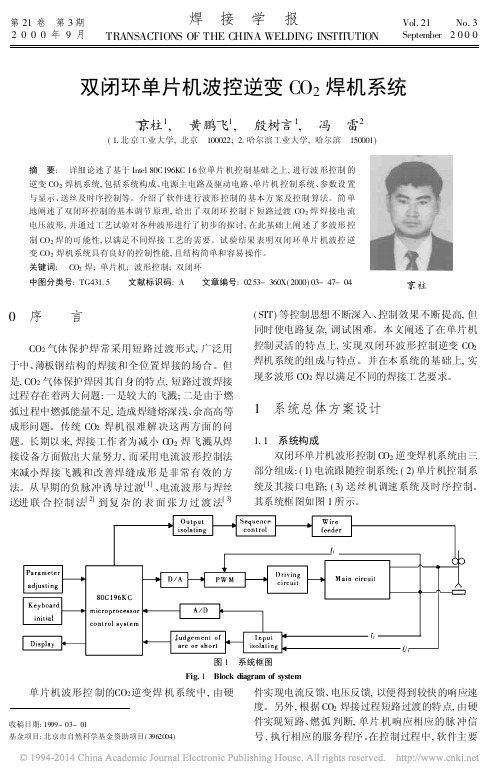
双闭环单片机波控逆变CO 2焊机系统丁京柱1, 黄鹏飞1, 殷树言1, 冯 雷2(1.北京工业大学,北京 100022; 2.哈尔滨工业大学,哈尔滨 150001)摘 要: 详细论述了基于Intel 80C196KC 16位单片机控制基础之上,进行波形控制的逆变CO 2焊机系统,包括系统构成、电源主电路及驱动电路、单片机控制系统、参数设置与显示、送丝及时序控制等。
介绍了软件进行波形控制的基本方案及控制算法。
简单地阐述了双闭环控制的基本调节原理,给出了双闭环控制下短路过渡CO 2焊焊接电流电压波形,并通过工艺试验对各种波形进行了初步的探讨;在此基础上阐述了多波形控制CO 2焊的可能性,以满足不同焊接工艺的需要。
试验结果表明双闭环单片机波控逆变CO 2焊机系统具有良好的控制性能,且结构简单和容易操作。
关键词: CO 2焊;单片机;波形控制;双闭环中图分类号:TG431.5 文献标识码:A 文章编号:0253-360X(2000)03-47-04丁京柱0 序 言CO 2气体保护焊常采用短路过渡形式,广泛用于中、薄板钢结构的焊接和全位置焊接的场合。
但是,CO 2气体保护焊因其自身的特点,短路过渡焊接过程存在着两大问题:一是较大的飞溅;二是由于燃弧过程中燃弧能量不足,造成焊缝熔深浅、余高高等成形问题。
传统CO 2焊机很难解决这两方面的问题。
长期以来,焊接工作者为减小C O 2焊飞溅从焊接设备方面做出大量努力,而采用电流波形控制法来减小焊接飞溅和改善焊缝成形是非常有效的方法。
从早期的负脉冲诱导过渡[1]、电流波形与焊丝送进联合控制法[2]到复杂的表面张力过渡法[3](STT)等控制思想不断深入、控制效果不断提高,但同时使电路复杂,调试困难。
本文阐述了在单片机控制灵活的特点上,实现双闭环波形控制逆变CO 2焊机系统的组成与特点。
并在本系统的基础上,实现多波形CO 2焊以满足不同的焊接工艺要求。
1 系统总体方案设计1.1 系统构成双闭环单片机波形控制C O 2逆变焊机系统由三部分组成:(1)电流跟随控制系统;(2)单片机控制系统及其接口电路;(3)送丝机调速系统及时序控制。
收稿日期:1998-06-15 第一作者:男,1972年生,硕士80C 552单片机控制IGBT 逆变焊机的研究韦 鲲 魏继昆 李春旭(甘肃工业大学材料工程系,兰州 730050)摘 要 以半桥式逆变焊机为例,研制了以80C 552单片机为核心的控制系统,介绍了该控制系统的控制原理及硬、软件的组成.经过实验研究表明:采用该系统控制自行研制的ZX7-500IGBT 焊机,焊接参数稳定,电流控制精度为2A,并具有恒流带外拖静特性和动特性响应速度快的特点.关键词 IGBT 单片机 控制 逆变 脉宽调制分类号 TG455当前国内外逆变焊机多为模拟控制,存在着控制电路复杂、维修困难等问题.虽然进口焊机质量较有保证,但价格昂贵.国产逆变焊机存在着返修率高,可靠性较低等问题.为此将微机控制技术应用于逆变焊机中,以确保逆变焊机的动、静特性品质,更进一步体现逆变焊机轻巧和节能的特点[1].本文就研制微机控制的500A 半桥式IGBT 逆变焊机的问题进行了探讨.1 硬件设计1.1 逆变主电路所研制的ZX 7-500IGBT 手弧焊机主电路见文[2],其结构形式为半桥式,使用两个功率开关管IGBT .焊机额定输出电流500A ,额定工作电压40V ,空载电压70V .其工作原理为:当两个IGBT 开关管VT 1,VT 2交替导通时,在变压器原边流过换流电容C 01,C 02的充放电电流,在高频变压器次级感应出电流电压,经次级整流滤波输出直流,完成逆变过程.半桥式主电路工作时,因其电容桥臂中点的电压具有浮动的特点,而造成变压器原边的电压也具有浮动的特点,从而保证变压器正负半周的波形“伏-秒”数相等.而半桥式电路具有较强的抗不平衡能力,不需要在电路中设计专门的祛磁电路.在所设计的ZX7-500IGBT 焊机中,桥臂换流电容采用多只聚丙烯薄膜电容并联,有利于分流及减小等效阻抗.高频变压器设计成具有中间抽头的结构,相当于两个同样的变压器并联,既解决了输出容量的问题,又增大了有效散热面积.变压器初级回路中串联了可饱和电抗器,实现了IGBT 零电压开通,为焊机大容量输出时降低开关管功耗创造了条件.1.2 控制系统硬件电路本文选用荷兰菲利浦公司的MCS-51系列单片机80C552作为控制系统的核心.该单片机是专门为工业控制等实时应用场合而设计的.本文的80C 552控制系统硬件构成框图如图1所示.第25卷第1期1999年3月甘 肃 工 业 大 学 学 报Journal of G ansu U niv ersity o f T echnolog y Vo l.25No.1M ar.1999图1 80C 552控制系统硬件构成框图焊机上电之后,单片机复位、初始化,然后软启动焊机,建立空载电压.焊接过程中,单片机通过外部接口电路将焊接参数(如电流、电压)进行模数转换和PI 控制运算,控制量从其PWM 0端口输出,经过积分电路(即模数转换电路)进入PWM 脉宽调制器.该调制器输出两路互不重叠的PWM (定频率调脉宽)触发脉冲,经驱动电路去触发IGBT.通过改变IGBT 的导通时间来改变输出电流.所用的脉宽调制器为SG3525芯片,该芯片具有工作电压范围宽、死区时间任意调节的特点,还具有缺相掉电保护功能,因此本控制系统中未再设置缺相保护电路.焊机中还设计有过热、网压过欠压、IGBT 过流检测及保护电路.因该单片机能捕捉外部信号的上升沿或下降沿而产生中断,利用这一功能可实现对电路故障信号的及时捕捉,从而起到保护作用,并且能自动鉴别不同故障,采取不同的保护措施,并显示报警.值得一提的是过流检测功能,因所用驱动模块为日本富士EXB841模块,该模块具有过流保护功能.当其检测到IGBT 过流时,就会低速关断IGBT ,同时向外输出报警信号.2 系统控制软件2.1 恒流外拖控制算法实验证明,选择PI 算法能获得满意的恒流带外拖特性,并且动态响应迅速.PI 算法位置式表达式[3]为I (k )=I (k -1)+K p [E (k )-E (k -1)+K i E (k )]式中 I (k )第k 次控制时的输出 I (k -1)第(k -1)次控制时的输出 E (k )第k 次电流采样与给定电流之差 E (k -1)第(k -1)次电流采样值与给定电流之差 比例系数・12・甘肃工业大学学报 第25卷 K i 积分系数,K i =T /T i ,T 为采样周期,T i 为积分常数图2 主程序流程图外拖特性控制公式为I t =I g +I t (5-U h /20)K式中 I t外拖段电流给定值 I g恒流段电流给定值 I t给定外拖趋势值(0~9) U h 电弧电压 K 电流调整系数外拖拐点电压为10V 左右.在对K p ,T ,T i 多次整定之后,可以做到系统基本稳定无静差,焊机外特性完全取决于I g 及I t .2.2 系统控制软件系统上电复位,初始化之后首先延时,等主电路上电冲击消失之后IGBT 开关管导通脉宽由小逐渐增大,缓慢建立空载电压,这就是软启动.然后系统处于空载状态.引弧判断:当负载电压小于10V ,同时负载电流大于40A 时,系统处于短路引弧阶段.焊接阶段:恒流特性段,采用电流负反馈控制,调用PI 控制子程序;外拖特性段,采用电流、电压负反馈控制,调用PI 控制子程序.当电弧电流I h <40A 时,则表明要熄弧.熄弧阶段:减小IGBT 导通脉宽,直至电流为零,然后再软启动焊机,处于空载状态.主程序流程图如图2所示.3 试验结果图3 实测焊机的外特性曲线所研制的ZX7-500IGBT 手弧焊机的外特性是恒流带外拖静特性,焊接参数稳定,控制精度较高.电流控制精度为2A.图3为实测焊机的外特性曲线.用碱性焊条焊接时,通过示波器测试表明:该焊机动特性好,响应速度快,可满足焊接工艺对电源特性的要求,焊缝成型较美观,飞溅小.该焊机具有控制电路集成度高、结构简单和整机可靠性高的特点,是一种实用的新型逆变焊机.・13・第1期 韦 鲲等:80C 552单片机控制IGBT 逆变焊机的研究致谢:马跃洲老师在实验中给予的指导和帮助.参 考 文 献1 赵家瑞.逆变焊接与切割电源.北京:机械工业出版社,1995.283~2972 李春旭,韦 鲲,魏继昆.电感量对I GBT 逆变焊机可靠性的影响.甘肃工业大学学报,1998,24(4):10~133 陈兆全,林水生.实用微机与单片机控制技术.成都:电子科技大学出版社,1993.11~21Development of a single chip computer controlledIGBT inverter power sourceW ei K un ,W ei J ikun ,L i Chunx u(Dept.of M at erials Engineer ing ,G ansu U niv.o f T ech.,Lanzhou 730050)Abstract T aking a half -bridg e inv erter pow er source for exam ple ,a co ntro lling system is developed using 80C552single chip co mputer as its core unit.The contr olling principle and co nfiguratio n of both hardw ar e and softw are are introduced.It is show n through exper im ental study that a steady w elding param eter is achieved when the co ntrolling system is used to contro l the ZX 7-500IGBT w elder developed by the authors .T he controlling accuracy fo r cur rent is 2A.This controlling sy stem has a ex ternal characteristic of constant current w ith decent output,and has high responding speed in dy namic characteristics.Key words IGBT,sing le-chip,computer,contr ol,inverter ,pulse w idth modulation(PWM )・14・甘肃工业大学学报 第25卷。
一种基于单片机控制的逆变电源电路设计作者:田明儒来源:《电子世界》2013年第09期【摘要】设计以单片机为主控制芯片,桥式逆变电路、STC12C5A60S2单片机SPWM控制电路等电路组成了逆变电源的电路。
最终可以达到直流输入,20V的交流输出的目的,不仅实现了20-100Hz的调频功能,而且还有一些优点比如瞬态响应的速度快、很稳定、高的输出电压精度等优点。
【关键词】单片机;逆变电源;电路设计1.系统总体方案设计1.1 总体设计思路依据相关的要求,输入的直流电压,输出为20VAC,输出的频率可以在20-100Hz之间进行调节。
高频逆变电路、SPWM控制电路、输出电路和保护电路为设计的系统的主要目标。
图1为整个系统的流程图。
本系统是以STC12C5A60S2单片机作为主控制芯片而实现的逆变电源,驱动元件使用的是IR2110,,单片机产生SPWM波的方法是采用等面积法,采用此方法可以实现正弦波的输出,频率可以调节是通过对程序的控制来实现的,进而最终可以设计出直流到交流的逆变过程。
1.2 SPWM波实现的方案选取1.2.1 脉宽调制器(SPWM)方案一:采用普通的PWM芯片。
此类芯片的优点是能够直接的产生脉宽调制信号,但是它也有缺点,缺点是波形线性不好,而且振荡发生器是依赖充放电电路而产生波形,达到要求的难度很高。
比如一种电压型开关电源集成控制器PWM控制电路芯片SG3524,它的特点是输出被限流,误差被放大,其产生PWM方波的外围线路不复杂。
缺点是SG3524做的高频逆变器不仅不能带感性负载。
而且它所产生的脉宽调制波的占空比不够高的同时波形也不够好。
方案二:使用KA7500,与TL494相比二者的区别只是芯片内部的运放输入端的基准源大小有些微小的差别,没有对电路的功能和性能造成什么影响。
因为当今的市场上想要找到KA7500C芯片已经很难了,就算通过一定的渠道可以买得到,它的价格也会比TL494CN芯片的价格贵两倍甚至两倍以上。