基于PLC的仓库温湿度调节系统设计
- 格式:pdf
- 大小:736.12 KB
- 文档页数:3
1 引言1.1 设计目的温度的测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
在许多场合,及时准确获得目标的温度、湿度信息是十分重要的。
近年来,温湿度测控领域发展迅速,并且随着数字技术的发展,温湿度的测控芯片也相应的登上历史的舞台,能够在工业、农业等各领域中广泛使用。
1.2 设计内容主要是利用PLC S7-200作为可编程控制器,系统采用PID控制算法,手动整定或自整定PID参数,实时计算控制量,控制加热装置,使加热炉温度为为一定值,并能实现手动启动和停止,运行指示灯监控实时控制系统的运行,实时显示当前温度值。
1.3 设计目标通过对温度控制的设计,提高在电子工程设计和实际操作方面的综合能力,初步培养在完成工程项目中所应具备的基本素质和要求。
培养团队精神,科学的、实事求是的工作方法,提高查阅资料、语言表达和理论联系实际的技能。
2 系统总体方案设计2.1 系统硬件配置及组成原理2.1.1 PLC型号的选择本温度控制系统采用德国西门子S7-200 PLC。
S7-200 是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。
S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。
因此S7-200系列具有极高的性能/价格比。
2.1.2 PLC CPU的选择S7-200 系列的PLC有CPU221、CPU222、CPU224、CPU226等类型。
S7-200PLC 硬件系统的组成采用整体式加积木式,即主机中包括定数量的I/O端口,同时还可以扩展各种功能模块。
S7-200PLC由基本单元(S7-200 CPU模块)、扩展单元、个人计算机(PC)或编程器,STEP 7-Micro/WIN编程软件及通信电缆等组成。
表2.1 S7-200系列PLC中CPU22X的基本单元本设计采用的是CUP226。
它具有24输入/16输出共40个数字量I/O点。
基于PLC自动仓储控制系统设计
一.系统介绍
PLC自动仓储控制系统,采用PLC(Programmable Logic Controller)
控制技术,实现自动仓储。
系统采用一种特殊的PLC控制器,把硬件部件
和系统软件有机地结合在一起,实现仓储设施的自动化操作,提高工作效
率和安全性。
系统还可以提供实时仓库管理,充分发挥体力劳动效率的潜力,有效提高仓库管理水平。
系统可以自动控制库房门,货架的搬运条件,货物入库和出库等,极大提高了仓储效率,有效提升企业的经济效益。
二.系统结构
PLC自动仓储控制系统由一系列的硬件部件和系统软件组成,硬件部
件主要包括:通讯总线、PLC控制器、模拟量传感器、输入/输出模块以
及智能仪表等。
系统软件包括:仓库管理软件、设备控制软件、监控软件等。
系统的核心部件是PLC控制器,它与其他硬件系统协同完成仓库自动
化管理,比如智能仪表可以通过PLC控制器实现仓库门的自动开关,传感
器可以实时检测仓库的变化,有效实现实时监控。
三、系统特点
PLC自动库存控制系统的特点主要有:
1、高可靠性:采用高可靠的PLC控制器,具有良好的容错能力,可
以有效提高库存控制系统的可靠性;
2、可扩展性:系统能够灵活扩。
1 引言1.1 设计目的温度的测量和控制对人类平常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
在许多场合,及时准确获得目的的温度、湿度信息是十分重要的。
近年来,温湿度测控领域发展迅速,并且随着数字技术的发展,温湿度的测控芯片也相应的登上历史的舞台,可以在工业、农业等各领域中广泛使用。
1.2 设计内容重要是运用PLC S7-200作为可编程控制器,系统采用PID控制算法,手动整定或自整定PID参数,实时计算控制量,控制加热装置,使加热炉温度为为一定值,并能实现手动启动和停止,运营指示灯监控实时控制系统的运营,实时显示当前温度值。
1.3 设计目的通过对温度控制的设计,提高在电子工程设计和实际操作方面的综合能力,初步培养在完毕工程项目中所应具有的基本素质和规定。
培养团队精神,科学的、实事求是的工作方法,提高查阅资料、语言表达和理论联系实际的技能。
2 系统总体方案设计2.1 系统硬件配置及组成原理2.1.1 PLC型号的选择本温度控制系统采用德国西门子S7-200 PLC。
S7-200 是一种小型的可编程序控制器,合用于各行各业,各种场合中的检测、监测及控制的自动化。
S7-200系列的强大功能使其无论在独立运营中,或相连成网络皆能实现复杂控制功能。
因此S7-200系列具有极高的性能/价格比。
2.1.2 PLC CPU的选择S7-200 系列的PLC有CPU221、CPU222、CPU224、CPU226等类型。
S7-200PLC 硬件系统的组成采用整体式加积木式,即主机中涉及定数量的I/O端口,同时还可以扩展各种功能模块。
S7-200PLC由基本单元(S7-200 CPU模块)、扩展单元、个人计算机(PC)或编程器,STEP 7-Micro/WIN编程软件及通信电缆等组成。
表2.1 S7-200系列PLC中CPU22X的基本单元本设计采用的是CUP226。
它具有24输入/16输出共40个数字量I/O点。
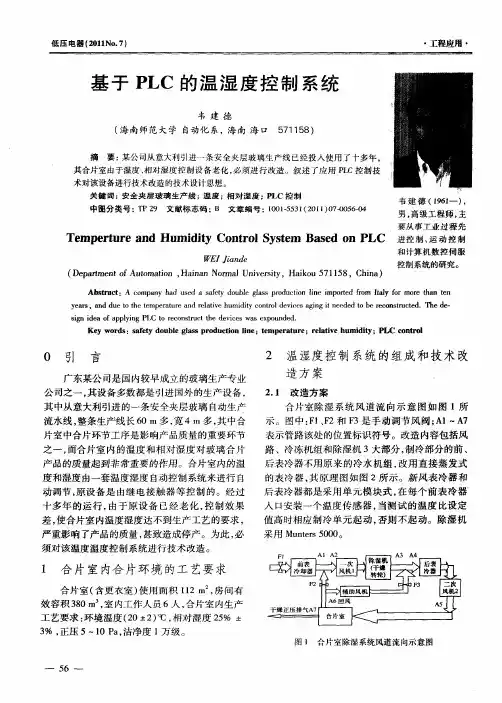

基于PLC的温湿度自动控制系统的设计空调系统的耗能量大,通常一栋建筑物总耗能量约有60%为空调系统所消耗。
当前建筑空调系统缺乏规范化管理,导致室内温度湿度缺乏合理的控制,从而导致资源的浪费。
本着节能减排的原则,本文从PLC自动控制技术作为切入点,探讨了基于PLC的温湿度自动控制系统的设计,在有效保证合理温湿度的基础上,达到温度湿度自动调节的目的,从而有效降低能源消耗,高效利用能源,希望能为相关人士提供些许参考。
标签:PLC;温湿度;自动控制;系统;设计基于PLC温湿度自动控制系统的设计,是从传统人工控制模式存在的弊端出发,以日本三菱公司生产的Fx2n系列的PLC自动控制器为核心,同时加入温度、湿度传感器作为检测装置,共同构建出一套室内温湿度自动调控系统,具体设计思路如下。
1 PLC技术的内涵概述PLC即可编程逻辑控制器,最初是应用在机械加工等工业领域的智能技术,能够通过预先的程序设定,来根据程序指令实现自动控制的功能[1]。
随着该技术的不断发展,以及各行业对自动控制的需求,现如今PLC技术已经延伸至多个行业,并均取得了较为理想的开展效果。
出于对节能减排的考量,笔者就尝试从PLC技术入手,构建基于PLC的温湿度自动控制系统,以满足节能减排的新时期要求。
2 系统的设计基于PLC的温湿度自动调节系统共包括PLC控制器、现场采集装置、信号传送装置、温湿度调节装置等几个模块。
首先在PLC模块中编辑程序,它通过信号传输装置和现场的采集装置、温度湿度调节装置相连,根据现场采集装置收集的温湿度结果,发出温度调节指令,并将指令传送至温度湿度调节装置上,实现自动调节温湿度的目的。
2.1 PLC控制器PLC是自动控制系统的核心模块,结合机型、容量、通信联网、功能扩展等,选择最佳性价比的三菱Fx2n-48mr型PLC自動控制器作为系统的核心控制模块。
2.2 温度传感器温度传感器是系统中负责采集实时温度的装置,本系统采用PTL00铂电阻作为温度采集装置,具有精度高、稳定的特点[2]。
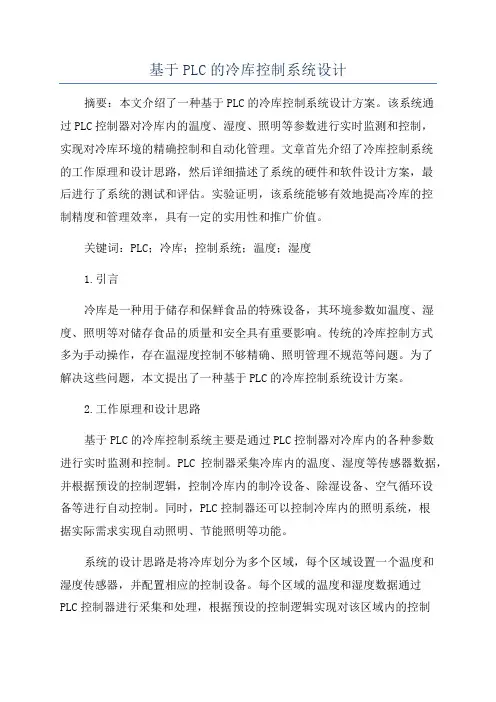
基于PLC的冷库控制系统设计摘要:本文介绍了一种基于PLC的冷库控制系统设计方案。
该系统通过PLC控制器对冷库内的温度、湿度、照明等参数进行实时监测和控制,实现对冷库环境的精确控制和自动化管理。
文章首先介绍了冷库控制系统的工作原理和设计思路,然后详细描述了系统的硬件和软件设计方案,最后进行了系统的测试和评估。
实验证明,该系统能够有效地提高冷库的控制精度和管理效率,具有一定的实用性和推广价值。
关键词:PLC;冷库;控制系统;温度;湿度1.引言冷库是一种用于储存和保鲜食品的特殊设备,其环境参数如温度、湿度、照明等对储存食品的质量和安全具有重要影响。
传统的冷库控制方式多为手动操作,存在温湿度控制不够精确、照明管理不规范等问题。
为了解决这些问题,本文提出了一种基于PLC的冷库控制系统设计方案。
2.工作原理和设计思路基于PLC的冷库控制系统主要是通过PLC控制器对冷库内的各种参数进行实时监测和控制。
PLC控制器采集冷库内的温度、湿度等传感器数据,并根据预设的控制逻辑,控制冷库内的制冷设备、除湿设备、空气循环设备等进行自动控制。
同时,PLC控制器还可以控制冷库内的照明系统,根据实际需求实现自动照明、节能照明等功能。
系统的设计思路是将冷库划分为多个区域,每个区域设置一个温度和湿度传感器,并配置相应的控制设备。
每个区域的温度和湿度数据通过PLC控制器进行采集和处理,根据预设的控制逻辑实现对该区域内的控制设备的控制。
同时,PLC控制器还可以通过与上位机的通信接口实现远程监控和管理。
3.硬件设计方案系统的硬件设计包括传感器、PLC控制器和控制设备的选择和连线。
在冷库内部,需要设置温度、湿度、照明等传感器,选择适合的传感器类型和品牌,并根据实际需求进行合理布局和安装。
PLC控制器作为系统的核心控制设备,需要选择适合的型号和品牌,具有良好的稳定性和可靠性,并能满足系统运行和控制的需求。
控制设备包括制冷设备、除湿设备、空气循环设备等,需要选择适合的型号和品牌,并与PLC控制器进行连线和控制逻辑的配置。
基于PLC的仓库温、湿度智能控制系统设计
史文武
【期刊名称】《中国新技术新产品》
【年(卷),期】2022()10
【摘要】该文根据企业仓库对货物的存储要求,设计了基于PLC的仓库温、湿度智能控制系统,根据仓储环境的基本要求,采用PID对温度和湿度进行控制,实现对仓库环境的温度和湿度自动控制的功能。
该文设计的PLC温、湿度智能化控制系统的
硬件部分主要包括S7-200型PLC、PT100型号温度和DHT11型号湿度传感器等。
在软件程序设计方面,该文重点设计了温、湿度信号的采集程序、温、湿度控制程
度以及温、湿度调用PID程序。
通过以上控制系统软件与硬件能够精确地对仓库
温度和湿度进行检测和控制,具有较强的适用性。
【总页数】4页(P11-13)
【作者】史文武
【作者单位】陕西能源电力运营有限公司
【正文语种】中文
【中图分类】TP273
【相关文献】
1.基于PLC的粮食仓库温湿度控制系统设计
2.基于单片机的仓库温湿度智能控制
系统设计3.基于PLC的温湿度智能控制系统设计4.基于PLC的粮食仓库温湿度控制系统设计5.基于PLC的工业仓库照明智能控制系统设计
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PLC的立体仓库控制系统的设计立体仓库控制系统是一种通过PLC实现的自动化仓库管理系统,它可以有效地提高仓库的货物存储和取货效率,减少人工操作成本,提高物流运输效率。
本文将对基于PLC的立体仓库控制系统进行详细设计。
一、系统结构设计立体仓库控制系统主要包括硬件设备和软件控制两个部分。
硬件设备包括传感器、电机、PLC等,软件控制包括控制程序和人机界面。
1.传感器:使用传感器进行货物的检测和位置的控制,包括货物传感器、行进传感器等。
2.电机:使用电机进行货物的运输和仓库的升降,包括行进电机、升降电机等。
3.PLC:作为仓库控制系统的核心控制器,负责接收传感器的信号,并根据设定的逻辑进行控制,控制电机的运行。
4.控制程序:编写PLC控制程序,包括货物存储、取货、仓库升降、运输等功能的控制逻辑。
5.人机界面:提供操作界面给仓库管理员,可以实时监控仓库的运行情况,以及手动控制仓库的操作。
二、系统功能设计立体仓库控制系统的主要功能包括货物存储、取货、仓库升降、运输等。
1.货物存储:在货物传感器检测到仓库入口的货物时,PLC会根据预设的逻辑,将货物存放在合适的位置,并记录货物的位置信息。
2.取货:在用户选择取货的货物后,PLC会根据货物存放的位置信息,将货物从仓库中取出并送至出口。
3.仓库升降:PLC控制升降电机,将货物存储区域的仓库升降至需要的层级,以提高存取货物的效率。
4.运输:PLC控制行进电机,根据货物的位置信息将其运输至指定位置,以便进行存取货物的操作。
三、系统流程设计立体仓库控制系统的主要流程包括货物入库流程和货物出库流程。
货物入库流程:1.仓库入口传感器检测到货物进入仓库。
2.PLC接收到信号后,判断仓库的存储空间是否足够,如果足够则进行货物存储处理。
3.根据货物的属性和存储空间的状态,PLC根据一定的规则选择合适的位置存储货物,并记录货物的位置信息。
4.仓库升降电机将仓库升降至需要的层级,以方便存储货物。
基于PLC自动化仓储控制系统设计毕业
设计论文
研究背景
传统的仓储管理方式已经不能满足快速发展的工业生产需求,自动化仓储控制系统应运而生。
基于该需求,本论文将研究PLC 自动化仓储控制系统设计。
研究目的
1. 分析自动化仓储控制系统的优势和应用场景。
2. 掌握PLC自动化仓储控制系统的基本原理和工作流程。
3. 设计基于PLC的自动化仓储控制系统,实现仓储自动化管理和控制。
研究内容
1. 自动化仓储控制系统的概述
2. PLC控制器的选型与参数设定
3. 系统硬件电路设计
4. 系统软件程序设计
5. 测试与实验
研究意义
1. 提高仓储管理效率,减少人员成本。
2. 提高仓库存储利用率,实现仓储自动化管理。
3. 推动工业自动化发展。
研究方法
1. 文献综述法
2. 实验研究法
论文结构
1. 绪论
2. 自动化仓储控制系统的技术研究与应用
3. 基于PLC的自动化仓储控制系统设计
4. 系统实现与测试
5. 系统性能分析与评价
6. 结论与展望
预期成果
成功设计基于PLC的自动化仓储控制系统,并进行实验研究和性能评价。
研究难点
1. PLC控制器的选型与参数设置
2. 系统软件程序的设计和实现
3. 系统性能的测试和评价
研究进展
目前已完成系统框架设计和控制器选型,正进入系统硬件电路设计和软件程序设计阶段。
结语
本论文将研究PLC自动化仓储控制系统设计,旨在提高仓储管理效率,实现仓储自动化管理和控制。
希望通过该研究为工业自动化领域做出一定的贡献。
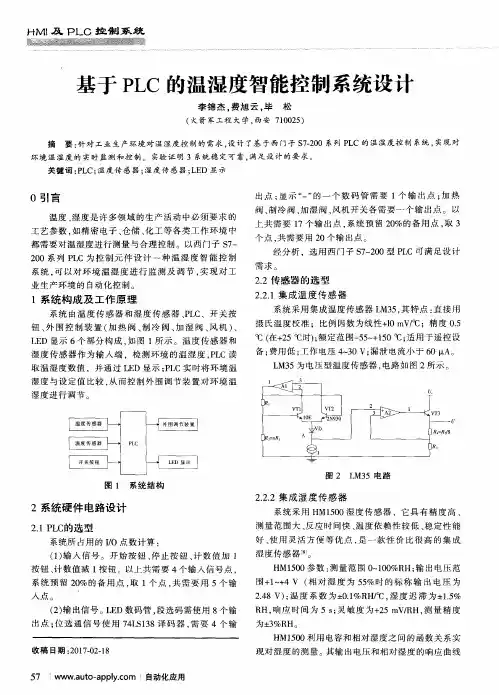
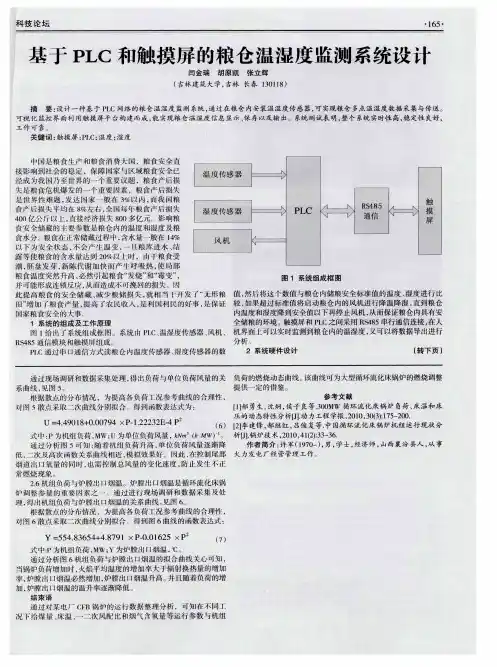
基于PLC的粮食仓库温湿度控制系统设计作者:曹永战吴迪张茜来源:《企业技术开发·中旬刊》2015年第06期摘要:采用西门子PLC为主控器,以温湿度为被控对象,结合触摸屏进行温湿度的实时显示和控制。
系统能够快速有效地实现对粮食仓库的温湿度调节。
根据储存粮食作物的不同,调整最佳的温度,湿度,使作物达到长久储存。
测试表明本系统操作方便,运行可靠。
关键词:PLC;温度控制;湿度控制;触摸屏中图分类号:TP273 文献标识码:A 文章编号:1006-8937(2015)17-0005-021 背景概述我国粮食产量和消费水平一直居世界前列,粮食储存显得尤为重要。
储存方法不得当,会造成发霉、变质等严重损失。
由于各种粮食对温度湿度的要求不同,精确地对湿度温度的控制尤为重要。
本文利用PLC作为控制器,设计一种温湿度可调可控、并能实时显示的控制系统。
相比于其他的控制方式,该控制系统的稳定性,可靠性更强,保证系统工作的连续性。
采用触摸屏控制是使操作更加简洁,能够满足粮食储存系统的控制要求。
2 温度、湿度控制系统原理粮食储存控制系统以温度和湿度作为被控参数,温度与湿度传感器输出的电信号经A/D 转换,送入PLC中。
经过PID的调节作用,得到需要的控制量,并将控制信号送出,输出包括加热、制冷、加湿和开风机信号,并通过PLC来控制相应的执行机构,加热阀、制冷阀、加湿阀和风机控制,最终实现对粮食储存仓库的温度、湿度的控制。
如图1所示。
3 温度、湿度控制系统的硬件设计构成粮食仓库储存温度、湿度控制系统的硬件主要包括:温度、湿度传感器,PLC控制器,电源部分,PC上位机及监控,温度、湿度的相关调节设备,触摸屏及报警器等设备。
3.1 主控器PLC的选择PLC作为工业控制器,其系统构成灵活,扩展容易,以开关量控制为其特长,能进行连续过程的PID回路控制。
我们选用的是西门子的S7-300CPU315-2PN/DP模块化微型PLC系统,它能满足中、小规模的性能要求足和适应自动化控制任务简单实用的分布式结构和多界面网络能力,使得应用十分灵活各种性能的模块可以非常好地满够满足该控制系统,并且也能够满足后序功能的扩展要求。
第5期(总第174期)2012年10月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.5Oct.文章编号:1672-6413(2012)05-0148-02基于PLC的仓库温湿度调节系统设计袁连余(盐城生物工程高等职业技术学校,江苏 盐城 224051)摘要:介绍了一种仓库温湿度调节系统。
采用AT89C52为控制核心,通过AD590采集温度数据,HS1100/1101采集湿度数据,并可以进行LED显示及报警;当温湿度超过阀值时,自动启动温湿度控制系统,进行温湿度调节。
整个系统的数据采集实时性好,故障恢复速度快。
关键词:PLC;仓库;温度;湿度;调节系统中图分类号:TP273 文献标识码:A收稿日期:2012-04-23;修回日期:2012-05-07作者简介:袁连余(1974-),男,江苏盐城人,讲师,本科,研究方向为自动化及电工技术。
0 引言仓库是用来存放商品的重要场所,而防潮、防霉、防腐、防燃是仓库管理中非常重要的日常工作内容,是检查仓库管理质量的重要标准。
仓库环境保持的好坏会直接影响储备物资的耐用寿命和工作可靠性。
在日常工作内容上,要保持仓库环境中各项参数的恒定,首要解决的问题是能够实时监测仓库内的温湿度参数。
传统技术手段下,仓库环境监测工作由仓库保管员具体负责,存在占用人力资源多、成本高、工作量大、效率低下等弊端。
本文基于单片机和PLC设计了一种仓库温湿度调节系统。
1 仓库温湿度调节系统的结构仓库温湿度调节系统是由温度和湿度传感器检测仓库中的温度与湿度,通过A/D转换将采集的数据送入到单片机中,并通过LED显示温度与湿度。
当温度与湿度超过设定的值时开始报警,人们可以及时地通过外界的条件去改变仓库中的温湿度,从而使仓库中的温度与湿度保持在一个良好的环境中。
仓库温湿度调节系统结构框图如图1所示。
主要包括上位机系统、串行LED显示、报警电路、单片机、温度检测、湿度检测、信号采集通道、温度控制系统和湿度控制系统。
其中,单片机采用了性价比很高的AT89C52,PLC采用了三菱公司的FX1N系列的48MR,湿度传感器采用了HS1100/HS1101电容传感器,温度传感器采用了AD590。
2 湿度检测电路设计HS1100/HS1101电容传感器,如果使用普通的电子电路实现,则等效于一个电容器件,但不同的是电容量会随着所测空气湿度的增大而增大。
有了这一特性,就可以使用它来测量周围空气的湿度,之后将相应的电容值转化为湿度值。
将其电容的变化量转变为人们可以理解、计算机能够使用的形式有两种方法:①将HS1100/HS1101置于桥式振荡电路(由电阻和电容组成的电路)中,所输出的正弦波电压信号经整流、放大、A/D转换后,变为数字信号;②将HS1100/HS1101置于555振荡电路中,将电容值的变化转为与之成反比的电压频率信号,可直接被电子设备所采集转换。
湿度检测电路如图2所示。
图1 仓库温湿度调节系统结构框图3 温度检测电路设计温度检测元件AD590用于测量热力学温度的基本应用电路如图3所示。
流过AD590的电流与其自身所处环境的热力学温度成正比,而且当电阻R1和电位器R2的电阻之和为1kΩ时,输出电压U0随温度的变化量为1mV/K。
但由于AD590的增益随着周围环境的不同会有所偏差,而且不同电阻的阻值也有偏差,因此在实际使用时要对电路进行校正。
校正的方法是:把AD590放于冰水混合物中,调整电位器R2,使U0=273.2+25=298.2mV。
但这样调整只适用于0℃或25℃附近。
图2 湿度检测电路图3 温度检测电路4 信号采集通道设计本文所设计的系统中,温度输入信号为8路的模拟信号,对湿度的检测也需要大量采集点,所以需要多路信号采集通道的支持。
基于实际的应用情况,采用多路分时的模拟量输入通道作为信号采集通道。
这种结构的信号采集通道特点为:①对ADC、S/H要求高;②处理速度慢;③硬件简单,成本低;④软件比较复杂。
信号采集通道结构框图如图4所示。
图4 信号采集通道结构框图5 系统软件设计系统软件主程序的设计应考虑以下问题:①温湿度的LED显示;②温湿度数据的采集,非正常数据的滤波;③参数超过阀值时的报警和处理;④温湿度参数的标度转换。
通常,符合上述功能的温度控制程序由主程序和T0中断服务程序两部分组成。
这里所需要注意的是标度变换,标度变换的目的是要把实际采样的二进制值转换成BCD形式的温度值,然后存放到显示缓冲区34H-3BH。
对一般线性仪表来说,标度变换公式为:Ax=A0+(Am-A0)Nx-N0Nm-N0。
其中:Ax为实际测量值;A0为一次测量仪表的下限;Am为一次测量仪表的上限;N0为仪表下限所对应的数字量;Nm为仪表上限所对应的数字量;Nx为测量所得数字量。
系统软件处理流程如图5所示。
系统上电时首先要进行各设备的初始化,特别是对PLC程序的写入,以及温度和湿度传感器的配置写入,之后通过信号采集通道进行仓库环境温湿度的采集。
当温湿度超过事先设定好的阀值时,会触发报警电路进行报警,之后随即开启温度和湿度控制系统,进行仓库温湿度的调节;无论采集到的温湿度数据是否超过阀值,都要通过LED屏幕进行显示。
图5 系统软件处理流程6 结论该温湿度检测器的设计精巧,功能完善,能够对最多高达8路的环境进行检测,对仓库的应用环境来说具有很大的实用性。
在对温度进行测量时采用的是AD590,它非常适合于实际中相对恶劣环境下的使用,不但工作环境面大,条件要求简单,而且抗干扰能力强,数据最远传输达百米以上。
总体来说,系统不但实用性较强,而且稳定性和耐久度都非常好。
参考文献:[1] 曹爱华,张峰,丁冉.基于DSP和CPLD的电机智能保护装置的设计[J].电工技术,2009(1):77-78.[2] 胡汉才.单片机原理及接口技术[M].北京:清华大学出版社,1996.[3] 周兰.基于DSP和CPLD的无位置传感器无刷直流电动机控制系统[J].自动化信息,2010(6):46-47.[4] 李志全.智能仪表设计原理及应用[M].北京:国防工业出版社,1998.[5] 何希才,虹敏.传感器应用接口电路[M].北京:机械工业出版社,1997.(英文摘要转第152页)·941· 2012年第5期 袁连余:基于PLC的仓库温湿度调节系统设计控制系统中体现出了非常好的控制性能。
图5 PID控制器液位响应曲线图6 模糊PID控制器液位响应曲线5 结论基于dSPACE实时控制测试平台,进行了双容水箱串级液位控制系统的快速控制原型实验,对PID控制算法和模糊PID控制算法进行了对比实验研究。
由于模糊控制算法对控制对象的模型不敏感,具有较强的鲁棒性,但是因其模糊判断的天然特性,会在控制目标附近产生震荡。
而模糊控制和常规PID控制算法相结合,既具备模糊控制算法动态性能优越的优点,又体现了PID控制算法静态特性较好的优势,在液位控制系统中获得了非常好的控制效果。
从控制器的设计过程也可以看出,利用dSPACE平台的快速控制原型实验功能以及ControlDesk的在线调参功能,大大简化了设计复杂控制器的操作过程,提高了设计环节的工作效率。
参考文献:[1] 朱鹰屏,王耀南.基于模糊PID原理的液位控制器的设计[J].控制系统,2005,12(4):35-38.[2] 李兵,方敏.模糊PID液位控制系统的设计与实现[D].合肥:合肥工业大学,2006:10-13.[3] 孙红英,颜德文,李文武.基于参数自整定模糊PID的三容水箱液位控制[J].电气应用,2006,25(8):97-99.[4] 马成玲,齐向东.水位模糊PID系统的设计[J].信号与系统,2011,13(6):68-70.[5] 马培蓓,吴进华,纪军.dSPACE实时仿真平台软件环境及应用[J].系统仿真学报,2004,16(4):667-668.[6] 陶永华.新型PID控制及其应用[M].第2版.北京:机械工业出版社,2002.Application of Fuzzy PID Control in Liquid Level Cascade Control SystemHUANG Biao,ZHANG Jing-gang(School of Electronics Information Engineering,Taiyuan University of Science and Technology,Taiyuan 030024,China)Abstract:A real-time simulation of rapid control prototyping experiment in which the research object is a double-water-tank liquidlevel control system based on dSPACE single board system DSl103is done.The dual-closed-loop cascade control system whichseparately uses common PID control and fuzzy PID control as the main controller for contrast,is applied to this system.Experimentalresults show that the fuzzy PID control algorithm in liquid level control system has get sensational control effect.Key words:dSPACE;liquid level;fuzzy櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆櫆PIDcontrol(上接第149页)Design of Warehouse Temperature and HumidityControlling System Based on PLCYUAN Lian-yu(Yancheng Biological Engineering Higher Vocational Technology School,Yancheng 224051,China)Abstract:This paper introduces a warehouse temperature and humidity controlling system,with an AT89C52as control core,whichuses AD590to acquire the sample temperature data and HS1100/1101to acquire the sample humidity data,and has the functions ofLED displaying and alarming.It will start the temperature and humidity control system to adjust temperature and humidity when thetemperature and humidity beyond the standards.The whole system is of good real-time performance.Key words:PLC;warehouse;temperature;humidity;controlling system·251·机械工程与自动化 2012年第5期 。