旋转超声钻削的切削力数学模型及试验研究
- 格式:pdf
- 大小:1023.90 KB
- 文档页数:7
机械切削力的数学建模与仿真分析机械切削力是指在机械加工过程中,切削工具对工件施加的力。
准确预测和控制切削力对于提高加工效率和产品质量至关重要。
因此,研究机械切削力的数学建模和仿真分析具有重要的实际意义。
机械切削力的数学建模是通过建立数学模型来描述切削过程中的力学现象。
切削力的大小与切削参数、切削工具和工件材料性质等因素有关。
在数学建模时,我们需要考虑这些因素,并建立相应的数学关系和方程式。
首先,我们可以通过经验公式来描述机械切削力。
经验公式是基于实验数据和经验总结得出的,可以较为准确地估计切削力。
这种方法简便实用,适用于一些常见的切削操作。
然而,经验公式是基于经验总结,对于特殊情况可能不够准确。
为了更精确地描述机械切削力,我们可以采用力学原理进行数学建模。
例如,在铣削过程中,工件受到切削力和切削刀齿力的作用。
我们可以将切削力分解为切向力和径向力,并分别描述切向力和径向力之间的关系。
在数学建模过程中,我们可以应用物理学中的切削力模型。
切削力模型使用切削力系数、切削深度和进给量等参数,可以较好地描述切削力的大小和变化规律。
其中,切削力系数是由切削工具和工件材料的力学性质决定的。
除了数学建模,仿真分析是研究机械切削力的重要手段。
仿真分析可以通过计算机模拟切削过程,得到切削力的数值结果。
通过仿真分析,我们可以研究不同切削参数和切削工况下的切削力变化情况,进一步优化切削工艺。
在进行切削力的数学建模和仿真分析时,我们还需要考虑各种实际工况对切削力的影响。
例如,工件材料的不均匀性、切削润滑和冷却等因素都会对切削力产生影响。
因此,在数学建模和仿真分析中,我们应该综合考虑这些因素,并做相应的修正和改进。
总之,机械切削力的数学建模和仿真分析对于工业生产具有重要的意义。
通过建立准确的数学模型,我们可以预测和控制切削力,提高切削效率和产品质量。
未来,随着数学建模和仿真技术的不断发展,我们可以实现更精确、更可靠的切削力分析,推动机械加工技术的进一步发展。
内燃机与配件———————————————————————作者简介:柏广才(1971-),男,江苏淮安人,大专,普斐特油气工程(江苏)股份有限公司副总经理,主要从事石油机械产品加工工艺和工程技术的研发。
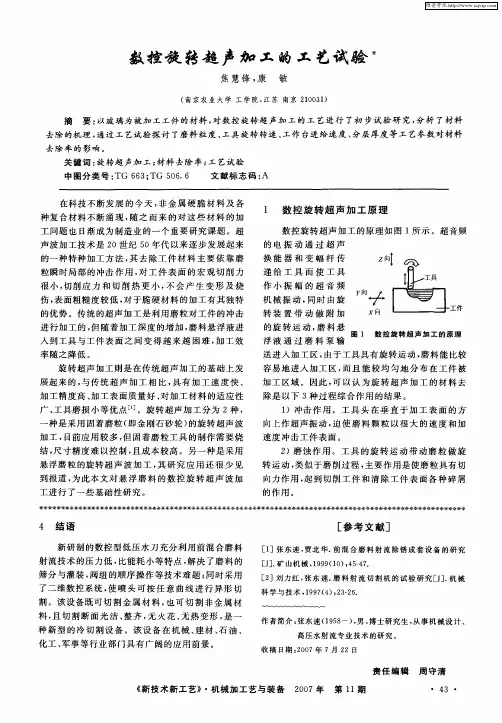
0引言传统钻削过程受钻削空间的限制,导致排屑和冷却困难,是钻削轴向力较大,同时过大的轴向力在钻头钻穿工件时使工件变形增大,造成钻削过程的飞边和毛刺;而切屑在顺着排屑槽排出时会与已加工表面划擦,造成钻削温度较高和孔表面质量变差[1]。
同时普通钻削过程,特别是小孔钻削过程,钻头的刚度较差,若工件表面不平经常出现钻头偏置,导致孔的位置精度较低。
针对传统钻削中存在的上述问题,学者通过研究提出了超声辅助钻削技术,即在传统钻削的过程中施加一个高频的振动,辅助钻削过程。
超声振动的引入是原有的钻削运动过程中引入另一个运动,形成新的刀具运动轨迹和形成新的切削动力学过程,通过合理的匹配振动的频率和振幅,优化传统的钻削过程。
高频振动的引入使钻削过程中刀具不断的与工件接触和分离,使原来的连续钻削过程转变为断续切削过程,促使切屑断裂和冷却液进入,降低切削刃的温度,减小磨损;同时高频振动不断的摩擦孔壁,降低孔的表面粗糙度,提升孔的加工质量。
1超声钻削技术分类与特点超声辅助钻削技术按不同振动的来源、形式和作用位置的不同可以划分成不同的类别。
①超声辅助钻削中依据振动来源的不同可分为自激振动和受迫振动辅助钻削。
自激振动中的振动来源于系统自身,如机床收到敲击后引起的自身的振动,通过将振动传递到工件,迫使工件振动,自激振动受系统阻尼的影响无法持续,同时振动的频率受系统结构的限制,无法调节,致使整个振动过程无法控制,因此一般不在实际钻削过程中使用。
强迫振动通过外部的驱动电路和结构产生有规律的振动并将振动传递到工件或者钻头,实现振动辅助加工,强迫振动的频率和振幅均有电路控制,可调节性强,因此被广泛使用。
目前采用的超声辅助钻削技术多为强迫辅助钻削。
旋转超声振动磨削运动学分析冯薇;王素;方芳【摘要】对旋转超声振动磨削加工进行运动特性分析,研究了磨粒相对工件的运动轨迹和速度特性,分析其对加工表面质量的影响.分析得出:由于旋转振动磨削的周期往复作用、切削速度增大、作用时间缩短等运动特点都将使得表面质量和加工精度得以提高.同时,对工件的动态位移进行分析,也证明了振动磨削中已加工表面租糙度下降,且工件振动系统的刚性有所提高,可提高加工表面质量和精度.【期刊名称】《黑龙江科技信息》【年(卷),期】2018(000)030【总页数】2页(P21-22)【关键词】旋转超声振动磨削;运动特性;加工表面质量【作者】冯薇;王素;方芳【作者单位】集美大学机械与能源工程学院,福建厦门 361021;集美大学机械与能源工程学院,福建厦门 361021;集美大学机械与能源工程学院,福建厦门361021【正文语种】中文【中图分类】TH113对于硬脆性材料的精密加工,其表面质量至关重要。
磨削是精密加工脆性材料的主要手段之一,而磨削加工中宏现上大多表现为材料的脆性去除过程,很难获得优异的加工表面质量[1-2]。
旋转超声振动磨削加工已被深入的试验研究证明可以改善这一情况[3-4]。
旋转超声振动磨削加工是使固结式金刚石工具在高频振动的同时还旋转运动,利用超声波振动和砂轮磨削的复合作用形成加工表面[5]。
对超声振动磨削加工的运动特性进行分析非常重要,它是研究超声振动磨削加工机理、加工过程几何参数的分析研究的基础,加工表面质量的研究以及等提供条件,奠定理论基础。
本文以旋转超声振动辅助磨削为研究对象,分析旋转超声振动磨削加工的运动特性与加工表面质量内在联系。
为研究旋转超声振动磨削的表面形貌提供了理论基础和参考依据。
1 旋转超声振动磨削单颗磨粒加工过程旋转超声振动磨削加工是在刀具旋转的同时被施加振动频率约为16~24kHz轴向高频振动,加工模型可由图1表示。
图1 旋转超声振动磨削加工模型则可得到旋转超声振动磨削状态下的单颗磨粒的位移方程:式中:r——金刚石砂轮半径,mm;vxf、vyf、vzf——砂轮分别沿x、y、z方向的进给速度,mm/s;ω——主轴旋转角速度,rad/s;A——轴向超声振动振幅,mm;f——超声振动频率,Hz。
超声钻削的动力学模型-概述说明以及解释1.引言1.1 概述超声钻削作为一种高效的加工方法,在制造业领域得到广泛应用。
随着对材料加工要求的不断提高,超声钻削动力学模型的研究显得尤为重要。
本文旨在建立超声钻削的动力学模型,分析模型参数对钻削效果的影响,并探讨模型的应用前景和研究展望。
通过对超声钻削原理和动力学模型的深入研究,可以为超声钻削技术的进一步发展提供理论基础和技术支持。
1.2 文章结构文章结构部分内容:本文将分为引言、正文和结论三个部分。
引言部分将概括介绍超声钻削的概念和背景,以及本文的目的和意义。
正文部分将详细阐述超声钻削原理、动力学模型的建立以及模型参数对钻削效果的影响。
结论部分将对整篇文章进行总结与回顾,探讨动力学模型的应用前景以及未来的研究展望。
通过对这些内容的系统阐述和分析,本文旨在深入探讨超声钻削的动力学模型,为相关领域的研究提供一定的参考和借鉴。
1.3 目的在本文中,我们的主要目的是建立超声钻削的动力学模型,并研究模型参数对钻削效果的影响。
通过深入探讨超声钻削原理和动力学模型的建立过程,我们希望能够深入了解超声钻削的工作原理和参数对钻削效果的影响机理,为超声钻削技术的应用提供理论依据和指导意见。
同时,我们还将通过总结与回顾,探讨模型的应用前景和研究展望,为超声钻削技术的进一步发展提供参考和启示。
通过本文的研究,我们希望能够为超声钻削技术的优化和改进提供理论支持和实践指导。
2.正文2.1 超声钻削原理超声钻削是一种利用超声波振动来实现高效率钻削的先进技术。
它利用超声波的高频振动作用于钻头,使得钻孔过程中的切削力得到增强,从而实现更快速、更精密的钻削过程。
超声钻削原理基于超声波的物理性质。
超声波是指频率高于20kHz 的声波,其振动频率远高于人耳的听觉范围。
通过超声波振动装置的作用,钻头在钻削过程中受到高频振动的作用,导致材料表面的微小颗粒得到削除。
这种高频振动能够增加钻头切削力,并且通过微小振动幅度实现对材料的精准控制,从而达到更精密的钻削效果。

钻削力的测量实验和研究一、课题研究的目的与意义本文主要研究内容如下:研究了各参数对钻削力和扭矩的影响,例如:主轴转速、进给量和钻头直径和顶角对钻削力的影响,本文从钻削力测量实验出发,用麻花钻作为钻削工具,以2gr13和铝合金作为钻削加工材料,用钻削测力仪对钻削力和扭矩进行测量,在改变钻头直径、进给量、主轴转速以及钻头顶角的条件下,得出一系列的数据,然后对数据进行分析和处理,在双对数坐标上画出曲线图。
这些变化规律为钻头在生产实际中的应用提供参考。
二、准备1、实验设备:1)动态电阻应变仪型号:y6d-3a工作频率工作范围:0-1500hz2)uj-37型携带式直流电位差计3)四向电阻式钻削测力仪4))dy-15电源5)x-y记录仪2、加工条件:1)试件材料:2gr13、铝合金2)使用刀具:高速钢麻花钻直径分别为:φ8.5 mm、φ10 mrn、φ12.1 mm、φ15mm、φ21mm3)转速范围:50r/min~315r/min4)进给量范围:0.56mm/r~0.224mm/r5)钻削孔径范围,8.5mm~21mm.3、应变式传感器的静态标定应变式传感器的轴向力和标准力矩都是通过测力环来标定的,如下图所示。
将数据采集器采集的二进制数据,传递给pc,经程序处理后变为十进制数,计算得到标定的加载曲线,然后经回归处理得到回归方程。
附录表1是进行轴向力标定时实验数据的记录。
根据附录表1中的数据,可作f-v关系函数,f=a0+a1x,利用平均值法,将两方程联立可求得:a0=-103.4 a1 =13.9所以,轴向力的标定方程为:f=-103.4+13.9x附录表2是进行扭矩标定时实验数据的记录。
根据附表2中的数据,可作m-v关系函数,可作m=a0+a1x,利用平均值法,有将两方程联立可求得:a0=-6.779 a1=5.02所以扭矩的标定方程为:m=-6.779+5.02x结论从实验的结果可以看出,影响钻削力的因素很多,确定起来存在许多困难,其中很多机理还有待深入研究。
0Cr17Ni4Cu4Nb超声振动钻削的钻削力和切屑研究
张学忱;吕康;史尧臣;于雪莲
【期刊名称】《机床与液压》
【年(卷),期】2018(046)019
【摘要】针对深小孔钻削过程中存在轴向力和扭矩较大、断屑排屑效果差、刀具易磨损等问题,通过建立轴向振动钻削运动数学模型,分析了超声振动钻削的钻削力和断屑机制.在设计的超声轴向振动钻削试验装置上对0Cr17Ni4Cu4Nb不锈钢材料进行了普通钻削和超声振动钻削深小孔加工试验,对比分析了轴向力、扭矩和切屑形状.实验结果表明:与普通钻削相比,超声振动钻削降低了轴向力和扭矩,获得了良好的断屑和排屑效果,提高了钻削过程的稳定性,延长了刀具的使用寿命.
【总页数】4页(P53-55,66)
【作者】张学忱;吕康;史尧臣;于雪莲
【作者单位】长春理工大学机电工程学院, 吉林长春130022;长春理工大学机电工程学院, 吉林长春130022;长春大学机械与车辆工程学院, 吉林长春130022;长春大学机械与车辆工程学院, 吉林长春130022
【正文语种】中文
【中图分类】TG506.5
【相关文献】
1.振幅对超声振动钻削力的影响研究 [J], 丁雪芹;马玉平;田成彪;向道辉
2.进给量对超声振动钻削力的影响研究 [J], 史尧臣;宗姝;李占国;于雪莲
3.TC4钛合金低频振动钻削切屑形态和钻削力研究 [J], 赵亭;肖继明;范思敏;杨振朝;杨福杰
4.轴向超声振动钻削的钻削力和切屑形态研究 [J], 陈肖玮;陈振亚
5.SiC_p/Al-MMCs的超声振动钻削力特性研究 [J], 吴镝;焦锋;刘传绍
因版权原因,仅展示原文概要,查看原文内容请购买。
钻削力的测量实验和研究一、课题研究的目的与意义本文主要研究内容如下:研究了各参数对钻削力和扭矩的影响,例如:主轴转速、进给量和钻头直径和顶角对钻削力的影响,本文从钻削力测量实验出发,用麻花钻作为钻削工具,以2gr13和铝合金作为钻削加工材料,用钻削测力仪对钻削力和扭矩进行测量,在改变钻头直径、进给量、主轴转速以及钻头顶角的条件下,得出一系列的数据,然后对数据进行分析和处理,在双对数坐标上画出曲线图。
这些变化规律为钻头在生产实际中的应用提供参考。
二、准备1、实验设备:1)动态电阻应变仪型号:y6d-3a工作频率工作范围:0-1500hz2)uj-37型携带式直流电位差计3)四向电阻式钻削测力仪4))dy-15电源5)x-y记录仪2、加工条件:1)试件材料:2gr13、铝合金2)使用刀具:高速钢麻花钻直径分别为:φ8.5 mm、φ10 mrn、φ12.1 mm、φ15mm、φ21mm3)转速范围:50r/min~315r/min4)进给量范围:0.56mm/r~0.224mm/r5)钻削孔径范围,8.5mm~21mm.3、应变式传感器的静态标定应变式传感器的轴向力和标准力矩都是通过测力环来标定的,如下图所示。
将数据采集器采集的二进制数据,传递给pc,经程序处理后变为十进制数,计算得到标定的加载曲线,然后经回归处理得到回归方程。
附录表1是进行轴向力标定时实验数据的记录。
根据附录表1中的数据,可作f-v关系函数,f=a0+a1x,利用平均值法,将两方程联立可求得:a0=-103.4 a1 =13.9所以,轴向力的标定方程为:f=-103.4+13.9x附录表2是进行扭矩标定时实验数据的记录。
根据附表2中的数据,可作m-v关系函数,可作m=a0+a1x,利用平均值法,有将两方程联立可求得:a0=-6.779 a1=5.02所以扭矩的标定方程为:m=-6.779+5.02x结论从实验的结果可以看出,影响钻削力的因素很多,确定起来存在许多困难,其中很多机理还有待深入研究。
钻削过程切屑受力建模及有限元仿真研究【文章】钻削过程切屑受力建模及有限元仿真研究一、引言钻削作为金属加工中的一种重要工艺,其切屑受力情况一直备受关注。
本文旨在通过建模及有限元仿真研究,探讨钻削过程中切屑受力的特点及影响因素,从而提供深度的理论指导和实践应用价值。
二、切屑受力特点1. 切屑形成与受力关系在钻削过程中,切屑形成与受力密切相关。
切屑的形成主要受到切削力、切削温度和材料力学性能等因素的影响。
其中,切削力是切屑形成的主要驱动因素,在切削过程中产生的切削力将直接影响切屑的形态和受力情况。
2. 切屑受力影响因素切屑的受力情况受到多种因素的影响,包括钻具结构、切削参数、工件材料等。
钻具结构的合理设计和切削参数的选择对于降低切屑受力具有重要意义。
工件材料的硬度、塑性等力学性能也会对切屑受力产生影响。
3. 切屑受力模型建立针对切屑受力情况的复杂性,需要建立合理的数学模型来描述其受力特点。
基于切屑形成机理和材料力学性能,可以建立切屑受力模型,从而深入分析切屑在钻削过程中的受力情况。
三、有限元仿真研究1. 有限元建模通过有限元方法,可以对钻削过程中切屑受力进行深入研究。
在建立切屑受力模型的基础上,采用有限元方法进行建模和仿真,可以模拟实际的钻削过程,并获取切屑受力的详细信息。
2. 仿真结果分析通过有限元仿真,可以获取切屑受力的分布情况、受力大小和变化规律。
还可以对不同工艺参数和材料性能对切屑受力的影响进行系统分析,为钻削过程的优化提供理论依据。
四、个人观点与总结在钻削过程中,切屑受力的研究对于提高钻削效率和延长工具寿命具有重要意义。
通过深入分析切屑受力的特点和影响因素,可以为钻削工艺的优化提供理论依据。
有限元仿真作为一种重要的研究手段,为切屑受力的深入研究提供了新的途径和方法。
钻削过程切屑受力建模及有限元仿真研究具有重要的理论和应用价值,值得深入探讨和研究。
以上是本次文章的初稿,具体的细节和论证可以进一步完善。
小直径深孔超声振动钻削技术的研究及应用的开题报告一、选题背景随着制造业的快速发展,对产品精度和表面质量的要求越来越高,特别是在汽车、航空等领域,对高精度、高质量零件的需求更加明显。
而传统的机械加工方式已经难以满足这些需求,因此需要引进新的技术和手段。
深孔加工技术是一项重要的制造技术,其应用广泛,包括汽车发动机缸体、气缸套、航空发动机轴承孔等领域。
传统的深孔加工方法存在着很多难题,比如加工效率低、加工精度不高、刀具的寿命短等等。
超声振动钻削技术是一种新兴的深孔加工方法,其具有加工效率高、加工精度高、刀具寿命长等优点,成为深孔加工技术的重要发展方向。
二、研究内容本研究旨在研究小直径深孔超声振动钻削技术及其在实际应用中的效果。
具体研究内容如下:1.分析小直径深孔钻削的特点,研究超声振动钻削技术的原理和优势。
2.设计超声振动钻削系统,包括超声振动电机、附件和控制系统等。
3.通过试验和仿真等手段,验证超声振动钻削技术在小直径深孔加工中的加工效率、加工精度和刀具寿命等指标,对比其与传统方法的差异。
4.对实验结果进行分析,改进和优化超声振动钻削系统。
5.应用超声振动钻削技术进行实际加工试验,验证其在实际应用中的效果。
同时,对该技术在一些特殊领域的应用进行探索。
三、研究意义超声振动钻削技术是一种新兴的深孔加工方法,对于提高加工效率,降低成本,提高零件质量等方面具有重要意义。
本研究的意义在于:1.完善和优化小直径深孔超声振动钻削技术,提高其加工效率和加工精度,降低成本,并推动该技术在实际生产中的应用。
2.为深孔加工技术的发展和新型加工技术的引进提供理论和实践基础。
3.对使用超声振动钻削技术进行特殊领域的加工提供一些指导和帮助。
四、研究方法本研究采用实验、仿真和数学分析等方法,具体步骤如下:1.理论分析和编写文献综述,明确研究方向和目标。
2.设计超声振动钻削系统,包括超声振动电机、附件和控制系统等。
3.通过试验和仿真等手段,验证超声振动钻削技术在小直径深孔加工中的加工效率、加工精度和刀具寿命等指标。
第52卷第8期表面技术2023年8月SURFACE TECHNOLOGY·319·扭转超声辅助切削CFRP材料微观去除机理研究王晓博,宋超胜,童景琳,赵波,李璐璐,武明强(河南理工大学 机械与动力工程学院,河南 焦作 454003)摘要:目的研究加工过程中碳纤维增强复合材料(CFRP)的破坏形式,提高CFRP的表面质量。
方法对扭转超声辅助切削CFRP的切削行为进行分解,建立扭转超声辅助切削CFRP理论模型,进行扭转超声辅助切削CFRP圆盘实验。
实验后对切削力、表面粗糙度、表面凹坑特征等参数进行分析评定,并用超景深显微镜与SEM扫描电子显微镜对加工表面质量进行观察。
结果纤维切削力与表面粗糙度呈负相关关系,在粗糙度较大的凹坑区域,其径向力和切向力均相对较低。
超声的附加使切削力数值高于该时刻平均水平,同时伴随着更大的能量,使纤维几乎来不及发生弯曲变形就被高能量的切削力瞬间剪断,与传统加工相比,纤维的断裂点和脱粘点之间的距离更小。
在传统加工方式下,表面凹坑的平均宽度在50°附近达到最大值(652 μm),表面凹坑的平均深度最高超过30 μm,严重影响了装配精度;在超声加工方式下,凹坑的特征宽度和特征深度明显减小且波动幅度较小。
结论树脂-纤维的脱粘深度决定了表面凹坑的深度和宽度,在扭转超声振动加工方式下,纤维弯曲变形较小,可以有效抑制脱粘情况,纤维断裂形式以剪切断裂为主,而且纤维方向性也得到了抑制,有利于提升表面质量。
为了避免CFRP加工中的损伤,可以从复合材料结合强度、CFRP铺层布局与加工工艺等方面着手。
关键词:CFRP;超声辅助切削;切削力;粗糙度;纤维角;脱粘中图分类号:TH145文献标识码:A 文章编号:1001-3660(2023)08-0319-10DOI:10.16490/ki.issn.1001-3660.2023.08.026Microscopic Removal Mechanism of Torsional UltrasonicAssisted Cutting CFRP MaterialsWANG Xiao-bo, SONG Chao-sheng, TONG Jing-lin, ZHAO Bo, LI Lu-lu, WU Ming-qiang(School of Mechanical and Power Engineering, Henan Polytechnic University, Henan Jiaozuo 454003, China)ABSTRACT: The work aims to study the failure mode of carbon fiber reinforced composite (CFRP) during processing, and improve the surface quality of CFRP after processing. The cutting behavior of torsional ultrasonic assisted cutting CFRP was decomposed, the theoretical model of torsional ultrasonic assisted cutting CFRP was established and the experiment of ultrasonic assisted cutting CFRP disc was carried out. After the experiment, the cutting force, surface roughness, surface pit characteristics and other parameters were analyzed and evaluated and the quality of the machined surface was observed by super收稿日期:2022-09-27;修订日期:2023-03-02Received:2022-09-27;Revised:2023-03-02基金项目:国家自然科学基金(52005164)Fund:National Natural Science Foundation of China (52005164)作者简介:王晓博(1985—),女,博士,讲师,主要研究方向为精密超精密加工、复合材料加工、超声加工。
ISSN 1000-0054CN 11-2223/N 清华大学学报(自然科学版)J T singh ua Un iv (Sci &Tech ),2009年第49卷第11期2009,V o l.49,N o.11w 16http://qhx bw.chinajo 旋转超声加工技术研究进展郑书友1,2, 冯平法1, 徐西鹏2(1.清华大学精密仪器与机械学系,北京100084;2.华侨大学机电及自动化学院,厦门361021)收稿日期:2008-11-03基金项目:摩擦学国家重点实验室资助项目(SKLT 08B11)作者简介:郑书友(1979—),男(汉),安徽,博士后。
通讯联系人:冯平法,副教授,E -mail :fengpf @tsingh ua .edu .cn摘 要:旋转超声加工是集传统超声加工与磨料磨削加工为一体的复合加工,是硬脆性材料加工的一种有效方法,具有良好的应用前景。
该文综述了旋转超声波加工技术发展历程,概述了当前具有代表性的旋转超声加工机床的主要技术特征,概括旋转超声加工在机理分析和模型建立上的发展,重点介绍了旋转超声波加工技术在钻削、铣削和磨削等方面的应用,最后结合作者近几年的研究成果,提出旋转超声加工技术在机床研制、理论研究、工具制备和实验加工等方面研究的趋势。
关键词:旋转超声加工;加工机理;材料去除模型中图分类号:T B 559文献标识码:A文章编号:1000-0054(2009)11-1799-06Development trends of rotary ultrasonicmachining technologyZHENG Sh uyou 1,2,FENG Pin gfa 1,X U Xipeng 2(1.Department of Precision Instruments and Mechanology ,T s inghua University ,Beij ing 100084,China ;2.College of Mechanical Engineering and Automation ,Huaqiao University ,Xiamen 361021,China )Abstract :Rotary ultras onic m achining is a h ybrid m achining process comb ining the material removal m ech anis ms of conven tion al ultrasonic machining an d diam on d grinding ,w h ich has b een sh ow n to be a promisin g,cos t-effective mach ining method for hard,brittle materials.T his paper des crib es recent developm ents in rotary ultrasonic m achining ,the m ain perfor man ce parameters of typical rotary ultrasonic s ystem s and recent developments on modeling of the mach ining mechanism s and material removal.T he m ain ap plications of rotary ultrasonic mach ining,including dr illing ,milling an d grinding,are stress ed.Future developmen t trends in rotary ultrasonic machin ing,includin g mach ine tools ,theoretical models,diamond tool fab rication and experimental research are als o des crib ed.Key words :rotary u ltras onic mach ining;machin ing mechanism ;modeling of material removal rate超声技术在工业中的应用开始于20世纪10—20年代,是以经典声学理论为基础,同时结合电子技术、计量技术、机械振动和材料学等学科领域的成就发展起来的一门综合技术。
旋转刀具切削过程的数值模拟与分析数值模拟与分析在加工制造领域中扮演着重要的角色。
通过使用数值模拟方法,我们可以更好地理解切削过程中刀具与工件之间的相互作用,以及材料的去除行为。
本文将针对旋转刀具切削过程进行数值模拟与分析,并探讨其在加工制造领域中的应用。
首先,为了对旋转切削过程进行数值模拟,我们需要选择合适的数值模拟软件。
常用的数值模拟软件包括ANSYS、COMSOL、ABAQUS等。
这些软件通常基于有限元理论,能够对复杂的切削过程进行模拟,并提供详细的结果分析。
在进行数值模拟之前,我们需要收集切削过程所需的输入信息。
这些信息包括刀具的几何参数、材料特性、切削力、切削速度等。
其中,刀具几何参数是非常重要的,它们是定义切削过程中切削区域的形状和尺寸的关键因素。
切削力和切削速度则直接影响到切削过程的效果和质量。
接下来,利用数值模拟软件,我们可以建立旋转刀具切削过程的有限元模型。
有限元模型的精度和合理性对于模拟结果的准确性起着至关重要的作用。
我们需要将刀具几何形状、切削区域、工件和切削力等因素考虑进去,以便获得更真实的模拟结果。
在建立有限元模型后,我们可以通过运行数值模拟软件来模拟旋转刀具切削过程。
模拟过程中,软件会根据输入的参数和初始条件,计算切削区域的应力、变形、剩余应力以及材料去除量等重要数据。
通过这些数据,我们能够了解切削过程中刀具的受力状况,工件的破坏机制,以及切削过程中产生的热效应。
一旦数值模拟完成,我们可以通过结果分析来深入了解切削过程。
结果分析包括对切削力、切削温度、刀具磨损等因素的评估。
这些结果对于优化切削过程、改进刀具设计以及预测切削寿命等方面具有重要意义。
除了数值模拟和结果分析外,还有一些其他的方法可以用于旋转刀具切削过程的分析。
例如,实验测试可以通过刀具磨损、切削力和表面质量等指标来对切削过程进行评估。
机器学习方法可以利用已有数据来建立预测模型,帮助提高切削过程的效率和精度。
总结来说,旋转刀具切削过程的数值模拟与分析对于加工制造领域具有重要意义。
第1篇一、实验目的本次实验旨在通过切削实验,研究切削参数对切削力的影响,分析切削力的变化规律,为切削加工工艺的优化提供理论依据。
二、实验原理切削力是指切削过程中,刀具与工件接触点所受到的切向力、径向力和轴向力的总和。
切削力的大小受切削参数(如切削速度、切削深度、进给量等)和工件材料等因素的影响。
三、实验器材1. 切削实验台2. 刀具:高速钢铣刀3. 工件:45号钢4. 测力仪5. 数据采集系统四、实验方法1. 设置切削参数:切削速度分别为100m/min、150m/min、200m/min,切削深度分别为2mm、3mm、4mm,进给量分别为0.2mm/r、0.3mm/r、0.4mm/r。
2. 进行切削实验:在设定的切削参数下,对工件进行切削,并实时采集切削力数据。
3. 数据分析:对采集到的数据进行处理和分析,得出切削力与切削参数之间的关系。
五、实验结果与分析1. 切削力与切削速度的关系实验结果表明,切削力随切削速度的增加而增大。
当切削速度较低时,切削力随着切削速度的增加而迅速增大;当切削速度较高时,切削力随着切削速度的增加而缓慢增大。
分析:切削速度增加,切削过程中的热量增加,切削温度升高,切削刃磨损加剧,导致切削力增大。
2. 切削力与切削深度的关系实验结果表明,切削力随切削深度的增加而增大。
当切削深度较小时,切削力随着切削深度的增加而迅速增大;当切削深度较大时,切削力随着切削深度的增加而缓慢增大。
分析:切削深度增加,切削刃与工件接触面积增大,切削阻力增大,导致切削力增大。
3. 切削力与进给量的关系实验结果表明,切削力随进给量的增加而增大。
当进给量较小时,切削力随着进给量的增加而迅速增大;当进给量较大时,切削力随着进给量的增加而缓慢增大。
分析:进给量增加,切削刃与工件接触面积增大,切削阻力增大,导致切削力增大。
六、结论1. 切削力受切削速度、切削深度和进给量的影响。
2. 切削力与切削速度、切削深度和进给量呈正相关关系。