CNZ—甲醇制氢催化剂使用说明书
- 格式:doc
- 大小:56.00 KB
- 文档页数:3

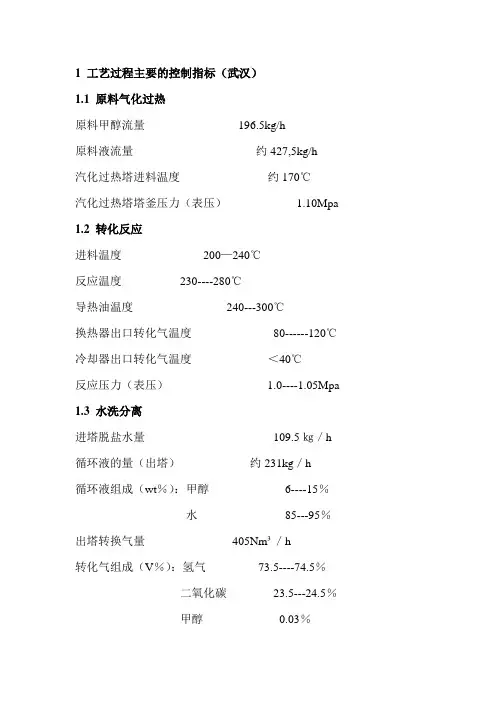
1 工艺过程主要的控制指标(武汉)1.1 原料气化过热原料甲醇流量196.5kg/h原料液流量约427,5kg/h汽化过热塔进料温度约170℃汽化过热塔塔釜压力(表压) 1.10Mpa 1.2 转化反应进料温度200—240℃反应温度230----280℃导热油温度240---300℃换热器出口转化气温度80------120℃冷却器出口转化气温度<40℃反应压力(表压) 1.0----1.05Mpa 1.3 水洗分离进塔脱盐水量109.5㎏/h 循环液的量(出塔)约231kg/h循环液组成(wt%):甲醇6----15%水85---95%出塔转换气量405Nm³/h转化气组成(V%):氢气73.5----74.5%二氧化碳23.5---24.5%甲醇0.03%甲烷0.20%1.4 催化剂还原还原循环气量约450Nm³/h氢气量 2.3------45 Nm³/h还原温度110-----230℃还原压力0.04-----o.o5Mpa还原气氢气的含量0.5---10%1.5 其他进工段冷却水压力0.35Mpa’进工段仪表空气压力0.60Mpa导热油流量约60m ³/h2 开车前期工作装置安装竣工后到开车前所必须完成的一切工作,统成为开车前期工作。
为了开车顺利,下列各项工作均逐项完成2.1 现场清理﹑检查安装竣工后,首先要清理现场,清楚一切与安装无关的东西。
特别是进出口的通道,安全通道必须畅通。
按设计要求,对照图纸对全系统进行逐项对照检查,看设备、管道、阀门、仪表、电器及土建等项是否符合实际要求,检查对外接口有无差错,如有差错立即改正。
要特别注意检查与安全有关的设备是否完好。
对现场清理的同时,还应对设计、施工中的各类技术资料、图纸、文件、现场修改设计、各类实用说明书、产品样本等进行清理,整理齐全。
2.2 系统吹扫吹扫的目的是吹出设备、管道本身带来的或安装中的遗留下来的杂物,保证投产后的产品质量及不出现堵塞阀门、管道和仪表事故。
400Nm3/h甲醇制氢操作规程目录目录 (I)操作规程 (1)一岗位管辖及任务 (1)1.1岗位管辖围 (1)1.2岗位任务: (1)二、工艺说明及流程示意图: (1)2.1工艺说明 (1)2.2流程示意图 (4)三岗位工艺指标: (5)3.1温度指标: (5)3.2流量指标: (5)3.3压力指标:MPa (5)3.4液位: (6)3.5分析指标 (6)四:装置启动初次开车及停车后的再启动 (6)4.1管道的试漏、保压 (6)4.2催化剂的装填 (6)4.3设备、仪表的调校 (9)4.6投料启动 (10)4.7停车后再启动 (10)4.8催化剂的卸出 (12)五正常停车步骤和紧急停车: (12)5.1正常停车 (12)5.2紧急停车 (14)5.3临时停车 (14)六常见故障及处理方法: (14)6.1外界供给条件失常 (14)6.2操作失调 (15)6.3 PLC故障 (16)5.4操作注意事项 (17)七巡回检查制度: (17)八岗位责任制: (17)九设备维护保养制度: (18)十设备润滑管理制度: (19)十一安全注意事项: (19)操作规程一岗位管辖及任务1.1岗位管辖围界区所有管道、设备、阀门、电气及仪表等均属于岗位管辖围。
1.2岗位任务:利用甲醇和水的重整反应制氢,重整气组成为氢气约75%,二氧化碳约25%,还有微量的甲烷,二乙醚的等杂质,之后在通过变压吸附分离提氢,改变变压吸附(PSA)操作条件可生产不同纯度的氢气,氢气纯度最好可达99.999%以上。
二、工艺说明及流程示意图:2.1工艺说明2.1.1重整工段甲醇进入界区后直接进入混配罐中,通过液位控制甲醇进料量,无离子水进入界区后直接进入混配罐中,通过控制液位控制无离子水进料量,两台混配罐一台陪料,一台使用。
混配罐甲醇、水混合液体能维持一个班八小时的工作用量。
混配罐中的混合液经计量泵输送到换热器中。
本工艺现场配备三台计量泵,其中一台输送混合液体,一台给水洗塔输送无离子水,另一台备用,三台泵型号、结构完全相同,开二备一。
甲醇制氢工艺简介1前言氢气在工业上有着广泛的用途。
近年来,由于精细化工、蒽醌法制双氧水、粉末冶金、油脂加氢、林业品和农业品加氢、生物工程、石油炼制加氢及氢燃料清洁汽车等的迅速发展,对纯氢需求量急速增加。
对没有方便氢源的地区,如果采用传统的以石油类、天然气或煤为原料造气来分离制氢需庞大投资,“相当于半个合成氨”,只适用于大规模用户。
对中小用户电解水可方便制得氢气,但能耗很大,每立方米氢气耗电达~6度,且氢纯度不理想,杂质多,同时规模也受到限制,因此近年来许多原用电解水制氢的厂家纷纷进行技术改造,改用甲醇蒸汽转化制氢新的工艺路线。
西南化工研究设计院研究开发的甲醇蒸汽转化配变压吸附分离制氢技术为中小用户提供了一条经济实用的新工艺路线。
第一套600Nm3/h制氢装置于1993年7月在广州金珠江化学有限公司首先投产开车,在得到纯度99.99%氢气同时还得到食品级二氧化碳,该技术属国内首创,取得良好的经济效益。
此项目于93年获得化工部优秀设计二等奖、94年获广东省科技进步二等奖。
2工艺原理及其特点本工艺以来源方便的甲醇和脱盐水为原料,在220~280℃下,专用催化剂上催化转化为组成为主要含氢和二氧化碳转化气,其原理如下:主反应: CH3OH=CO+2H2 +90.7 KJ/molCO+H2O=CO2+H2 -41.2 KJ/mol总反应: CH3OH+H2O=CO2+3H2 +49.5 KJ/mol副反应: 2CH3OH=CH3OCH3+H2O -24.9 KJ/molCO+3H2=CH4+H2O -+206.3KJ/mol上述反应生成的转化气经冷却、冷凝后其组成为H2 73~74%CO2 23~24.5%CO ~1.0%CH3OH 300ppmH2O 饱和该转化气很容易用变压吸附等技术分离提取纯氢。
广州金珠江化学有限公司600Nm3/h制氢装置自93年7月投产后,因后续用户双氧水的扩产,于97年4月扩产1000Nm3/h制氢装置投产,后又扩产至1800Nm3/h,于2000年3月投产。
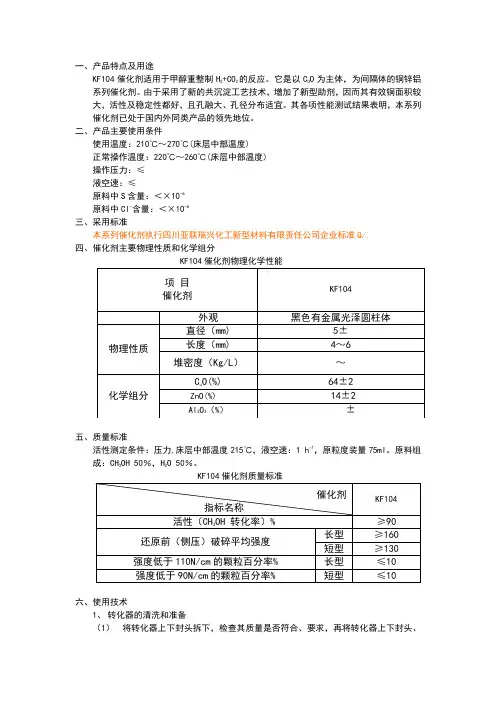
一、产品特点及用途KF104催化剂适用于甲醇重整制H2+CO2的反应。
它是以C U O为主体,为间隔体的铜锌铝系列催化剂。
由于采用了新的共沉淀工艺技术,增加了新型助剂,因而其有效铜面积较大,活性及稳定性都好,且孔融大、孔径分布适宜。
其各项性能测试结果表明,本系列催化剂已处于国内外同类产品的领先地位。
二、产品主要使用条件使用温度:210℃~270℃(床层中部温度)正常操作温度:220℃~260℃(床层中部温度)操作压力:≤液空速:≤原料中S含量:<×10-6原料中Cl-含量:<×10-6三、采用标准本系列催化剂执行四川亚联瑞兴化工新型材料有限责任公司企业标准Q/.四、催化剂主要物理性质和化学组分KF104催化剂物理化学性能五、质量标准活性测定条件:压力,床层中部温度215℃,液空速:1 h-1,原粒度装量75ml。
原料组成:CH3OH 50%,H2O 50%。
六、使用技术1、转化器的清洗和准备(1)将转化器上下封头拆下,检查其质量是否符合、要求,再将转化器上下封头、列管内、管板上的铁锈杂质全部清除干净,必要时可以进行酸洗、水洗、再擦净、吹干备用,要求无铁锈,无杂质。
(2)下封头花板上放2层20目不锈钢丝网。
往花板上堆满已经吹洗干的制氢为直径10mm~20mm的氧化铝瓷球,将瓷球上表面推平,要求瓷球上表面与下板面保持有10mm~20mm的空间。
(3)仔细装好下封头,要求垫片必须用新的,保证一次安装成功,下封头后的管线暂不装。
2、催化剂装填准备(1)装填前应筛去细粉及碎片。
(2)检查检修工具及防护用品是否齐全完好。
(3)准备好装催化剂的量杯、漏斗、标尺等工具。
(4)对催化剂开桶进行质量检查,用6目~10目的钢网筛将催化剂中的碎粉筛除备用。
因运输、搬运或库存不当受到污染或被水浸泡变质的催化剂一般不能使用。
只有确认催化剂质量符合要求后,才能装入转化器。
装催化剂(1)用量杯、漏斗逐跟往反应管内装催化剂,每装200ml催化剂应以标尺量一次高度,保证每根反应管内催化剂数量、高度相等。

400Nm3/h甲醇制氢操作规程目录目录 (I)操作规程 (1)一岗位管辖及任务 (1)1。
1岗位管辖范围 (1)1.2岗位任务: (1)二、工艺说明及流程示意图: (1)2。
1工艺说明 (1)2。
2流程示意图 (4)三岗位工艺指标: (5)3。
1温度指标: (5)3.2流量指标: (5)3。
3压力指标:MPa (5)3。
4液位: (6)3。
5分析指标 (6)四:装置启动初次开车及停车后的再启动 (6)4。
1管道的试漏、保压 (6)4。
2催化剂的装填 (6)4。
3设备、仪表的调校 (9)4。
6投料启动 (10)4。
7停车后再启动 (10)4.8催化剂的卸出 (12)五正常停车步骤和紧急停车: (12)5.1正常停车 (12)5.2紧急停车 (13)5。
3临时停车 (14)六常见故障及处理方法: (14)6.1外界供给条件失常 (14)6。
2操作失调 (15)6.3 PLC故障 (16)5.4操作注意事项 (16)七巡回检查制度: (17)八岗位责任制: (17)九设备维护保养制度: (18)十设备润滑管理制度: (18)十一安全注意事项: (19)操作规程一岗位管辖及任务1.1岗位管辖范围界区内所有管道、设备、阀门、电气及仪表等均属于岗位管辖范围。
1。
2岗位任务:利用甲醇和水的重整反应制氢,重整气组成为氢气约75%,二氧化碳约25%,还有微量的甲烷,二乙醚的等杂质,之后在通过变压吸附分离提氢,改变变压吸附(PSA)操作条件可生产不同纯度的氢气,氢气纯度最好可达99。
999%以上。
二、工艺说明及流程示意图:2。
1工艺说明2.1。
1重整工段甲醇进入界区后直接进入混配罐中,通过液位控制甲醇进料量,无离子水进入界区后直接进入混配罐中,通过控制液位控制无离子水进料量,两台混配罐一台陪料,一台使用.混配罐内甲醇、水混合液体能维持一个班八小时的工作用量。
混配罐中的混合液经计量泵输送到换热器中。
本工艺现场配备三台计量泵,其中一台输送混合液体,一台给水洗塔输送无离子水,另一台备用,三台泵型号、结构完全相同,开二备一。
甲醇制氢工艺简介1前言氢气在工业上有着广泛的用途。
近年来,由于精细化工、蒽醌法制双氧水、粉末冶金、油脂加氢、林业品和农业品加氢、生物工程、石油炼制加氢及氢燃料清洁汽车等的迅速发展,对纯氢需求量急速增加。
对没有方便氢源的地区,如果采用传统的以石油类、天然气或煤为原料造气来分离制氢需庞大投资,“相当于半个合成氨”,只适用于大规模用户。
对中小用户电解水可方便制得氢气,但能耗很大,每立方米氢气耗电达~6度,且氢纯度不理想,杂质多,同时规模也受到限制,因此近年来许多原用电解水制氢的厂家纷纷进行技术改造,改用甲醇蒸汽转化制氢新的工艺路线。
西南化工研究设计院研究开发的甲醇蒸汽转化配变压吸附分离制氢技术为中小用户提供了一条经济实用的新工艺路线。
第一套600Nm3/h制氢装置于1993年7月在广州金珠江化学有限公司首先投产开车,在得到纯度99.99%氢气同时还得到食品级二氧化碳,该技术属国内首创,取得良好的经济效益。
此项目于93年获得化工部优秀设计二等奖、94年获广东省科技进步二等奖。
2工艺原理及其特点本工艺以来源方便的甲醇和脱盐水为原料,在220~280℃下,专用催化剂上催化转化为组成为主要含氢和二氧化碳转化气,其原理如下:主反应: CH3OH=CO+2H2 +90.7 KJ/molCO+H2O=CO2+H2 -41.2 KJ/mol总反应: CH3OH+H2O=CO2+3H2 +49.5 KJ/mol副反应: 2CH3OH=CH3OCH3+H2O -24.9 KJ/molCO+3H2=CH4+H2O -+206.3KJ/mol上述反应生成的转化气经冷却、冷凝后其组成为H2 73~74%CO2 23~24.5%CO ~1.0%CH3OH 300ppmH2O 饱和该转化气很容易用变压吸附等技术分离提取纯氢。
广州金珠江化学有限公司600Nm3/h制氢装置自93年7月投产后,因后续用户双氧水的扩产,于97年4月扩产1000Nm3/h制氢装置投产,后又扩产至1800Nm3/h,于2000年3月投产。
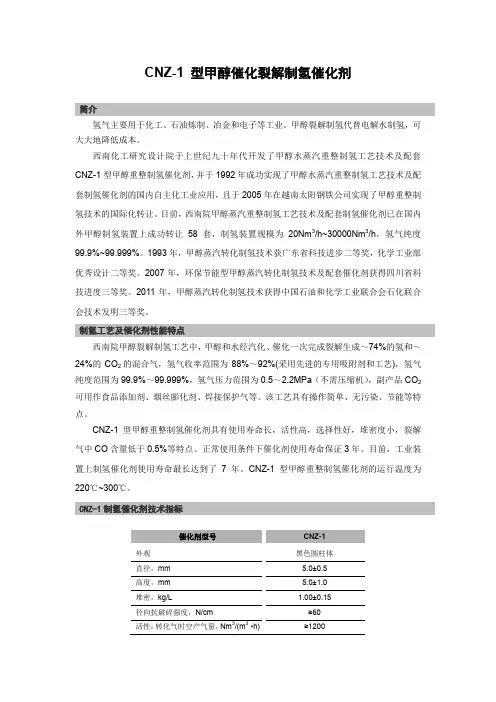
CNZ-1 型甲醇催化裂解制氢催化剂简介氢气主要用于化工、石油炼制、冶金和电子等工业。
甲醇裂解制氢代替电解水制氢,可大大地降低成本。
西南化工研究设计院于上世纪九十年代开发了甲醇水蒸汽重整制氢工艺技术及配套CNZ-1型甲醇重整制氢催化剂,并于1992年成功实现了甲醇水蒸汽重整制氢工艺技术及配套制氢催化剂的国内自主化工业应用,且于2005年在越南太阳钢铁公司实现了甲醇重整制氢技术的国际化转让。
目前,西南院甲醇蒸汽重整制氢工艺技术及配套制氢催化剂已在国内外甲醇制氢装置上成功转让58套,制氢装置规模为20Nm3/h~30000Nm3/h,氢气纯度99.9%~99.999%。
1993年,甲醇蒸汽转化制氢技术获广东省科技进步二等奖,化学工业部优秀设计二等奖。
2007年,环保节能型甲醇蒸汽转化制氢技术及配套催化剂获得四川省科技进度三等奖。
2011年,甲醇蒸汽转化制氢技术获得中国石油和化学工业联合会石化联合会技术发明三等奖。
制氢工艺及催化剂性能特点西南院甲醇裂解制氢工艺中,甲醇和水经汽化、催化一次完成裂解生成~74%的氢和~24%的CO2的混合气,氢气收率范围为88%~92%(采用先进的专用吸附剂和工艺),氢气纯度范围为99.9%~99.999%,氢气压力范围为0.5~2.2MPa(不需压缩机),副产品CO2可用作食品添加剂、烟丝膨化剂、焊接保护气等。
该工艺具有操作简单、无污染、节能等特点。
CNZ-1型甲醇重整制氢催化剂具有使用寿命长,活性高,选择性好,堆密度小,裂解气中CO含量低于0.5%等特点。
正常使用条件下催化剂使用寿命保证3年。
目前,工业装置上制氢催化剂使用寿命最长达到了7年。
CNZ-1型甲醇重整制氢催化剂的运行温度为220℃~300℃。
CNZ-1制氢催化剂技术指标表2 CNZ-1甲醇裂解制氢装置主要业绩一览表。
甲醇制氢工艺简介1前言氢气在工业上有着广泛的用途。
近年来,由于精细化工、蒽醌法制双氧水、粉末冶金、油脂加氢、林业品和农业品加氢、生物工程、石油炼制加氢及氢燃料清洁汽车等的迅速发展,对纯氢需求量急速增加。
对没有方便氢源的地区,如果采用传统的以石油类、天然气或煤为原料造气来分离制氢需庞大投资,“相当于半个合成氨”,只适用于大规模用户。
对中小用户电解水可方便制得氢气,但能耗很大,每立方米氢气耗电达~6度,且氢纯度不理想,杂质多,同时规模也受到限制,因此近年来许多原用电解水制氢的厂家纷纷进行技术改造,改用甲醇蒸汽转化制氢新的工艺路线。
西南化工研究设计院研究开发的甲醇蒸汽转化配变压吸附分离制氢技术为中小用户提供了一条经济实用的新工艺路线。
第一套600Nm3/h制氢装置于1993年7月在广州金珠江化学有限公司首先投产开车,在得到纯度99.99%氢气同时还得到食品级二氧化碳,该技术属国内首创,取得良好的经济效益。
此项目于93年获得化工部优秀设计二等奖、94年获广东省科技进步二等奖。
2工艺原理及其特点本工艺以来源方便的甲醇和脱盐水为原料,在220~280℃下,专用催化剂上催化转化为组成为主要含氢和二氧化碳转化气,其原理如下:主反应: CH3OH=CO+2H2 +90.7 KJ/molCO+H2O=CO2+H2 -41.2 KJ/mol总反应: CH3OH+H2O=CO2+3H2 +49.5 KJ/mol副反应: 2CH3OH=CH3OCH3+H2O -24.9 KJ/molCO+3H2=CH4+H2O -+206.3KJ/mol上述反应生成的转化气经冷却、冷凝后其组成为H2 73~74%CO2 23~24.5%CO ~1.0%CH3OH 300ppmH2O 饱和该转化气很容易用变压吸附等技术分离提取纯氢。
广州金珠江化学有限公司600Nm3/h制氢装置自93年7月投产后,因后续用户双氧水的扩产,于97年4月扩产1000Nm3/h制氢装置投产,后又扩产至1800Nm3/h,于2000年3月投产。
甲醇制氢催化剂是一种用于制取氢气的新型催化剂。
它具有抗腐蚀性强、制氢效率高、抗热震性好和易于操作等优点。
甲醇制氢催化剂可以用于多种甲醇低温制氢过程,如甲醇水蒸气重整法、甲醇水蒸气
重整热催化法、甲醇水蒸气催化裂解法等。
它的特点是在低温、低压条件下,可以有效的
反应,从而节省能源和资源,有利于环境保护。
甲醇制氢催化剂的核心技术是改变甲醇在催化剂表面的解离和氢迁移反应机理,提高
其制氢效率,并减少反应产物对催化剂表面的污染。
它主要由贵金属催化剂、活性炭、活
性硅等多种材料制成,具有良好的抗腐蚀性,能有效的降低催化剂的耗散,提高催化剂的
反应效率。
甲醇制氢催化剂的应用越来越广泛,它不仅能够提高甲醇制氢的效率,同时还能有效
的减少能源消耗,对环境污染的降低有很大的作用。
今后,甲醇制氢催化剂将会成为一种
新型低耗能、高效率、清洁能源的可持续制取氢气的新技术,为人类制取清洁能源做出重
要贡献。
甲醇制氢催化剂反应过程引言:甲醇制氢是一种重要的氢气制备方法,其过程中催化剂起着关键作用。
本文将介绍甲醇制氢催化剂反应过程的基本原理和反应机制。
一、催化剂的选择和特点甲醇制氢催化剂是用于促进甲醇分解反应和甲醇重整反应的物质。
常见的催化剂有铜锌铝、镍铝、铜铝等。
催化剂应具备以下特点:1. 高活性:能够有效促进甲醇分解和重整反应;2. 耐高温:能够在高温下保持催化活性;3. 抗中毒性:能够抵抗来自甲醇、水蒸汽等化合物的中毒;4. 长寿命:能够保持较长时间的催化活性。
二、甲醇分解反应过程甲醇分解反应是甲醇制氢过程的关键步骤。
催化剂表面吸附的甲醇分子在高温下发生分解,产生氢气和二氧化碳。
甲醇分解反应的主要步骤包括:1. 吸附:甲醇分子在催化剂表面吸附,形成吸附态甲醇;2. 解离:吸附态甲醇发生解离,产生甲醇基和氢离子;3. 反应:甲醇基与邻近的吸附态甲醇基发生反应,产生氢气和二氧化碳;4. 脱附:产物从催化剂表面脱附,释放出氢气。
三、甲醇重整反应过程甲醇重整反应是甲醇制氢过程的另一个重要步骤。
催化剂表面吸附的甲醇分子在高温下发生重整,产生氢气和一氧化碳。
甲醇重整反应的主要步骤包括:1. 吸附:甲醇分子在催化剂表面吸附,形成吸附态甲醇;2. 解离:吸附态甲醇发生解离,产生甲醇基和氢离子;3. 重整:甲醇基与邻近的吸附态甲醇基发生重整反应,产生氢气和一氧化碳;4. 脱附:产物从催化剂表面脱附,释放出氢气。
四、甲醇制氢催化剂反应机制甲醇制氢催化剂反应机制主要包括甲醇分解反应和甲醇重整反应两个过程。
催化剂通过吸附甲醇分子,促进甲醇分子的解离和重整,最终产生氢气。
催化剂表面的金属原子起到催化作用,而载体则提供催化剂的稳定性和抗中毒性。
五、催化剂的优化和改进为了提高甲醇制氢的效率和催化剂的性能,研究人员一直在进行优化和改进。
其中的关键问题包括:1. 催化剂的活性中心:通过调控催化剂表面的金属原子分布和组成,提高催化剂的活性;2. 催化剂的稳定性:通过改进催化剂的载体材料和结构,提高催化剂的稳定性;3. 抗中毒性的改进:通过引入抗中毒剂或改变催化剂的组成,提高催化剂的抗中毒性能。
CNZ—甲醇制氢催化剂使用说明书
CNZ---1型催化剂是一种以铜为活性组分。
由铜、锌、铝等的氧化物组成的新型催化剂。
其对甲醇蒸汽转化制氢和二氧化碳具有高活性和良好的选择性。
一、催化剂的主要特性
1.型号:CNZ—1型
2.外观颜色、外观尺寸和形状:
催化剂为黑色圆柱体。
表面光滑,有光泽。
公称尺寸:φ5×5毫米
4.堆密度:0.85~1.15公斤/升
5.机械破碎强度:≥60牛[顿]/厘米
6.催化活性
采用模拟反应器测定
反应器:φ25×1.5mm
催化剂尺寸:φ5×5mm
催化剂装量:60毫升
还原条件:
还原压力:常压
还原温度:最高230℃
还原空速:1000时-1
还原时间:50小时
还原气:含H2 0.5~2%的N2气(或脱硫天然气)
测定条件:
反应压力:常压
反应温度:250℃左右
水甲醇流量:60毫升/小时
催化剂活性:
时空产率≥600Nm3/m3催化剂.时
二.催化剂的包装、贮存和装卸
1.催化剂用塑料袋包装后装入铁桶内。
贮存在室内,严防受潮、受震和毒物污染。
搬运过程中不要在地上滚动。
不能从高于0.5米的地方落下,或撞击。
2.在正常情况下,催化剂可以贮存一年以上,对催化剂的活性和物理性能不会影
响。
3.催化剂装入反应其前,应用3mm筛子过筛,除渠少量粉末。
并检查反应器有
无堵塞物或遗留工具等。
4.催化剂装入反应器时,采用专用布袋或胶管。
将催化剂装入布袋再导入反应管
中填装,直至管板表面为止。
装填时应防止催化剂架桥。
要求每根反应管所装催
化剂数量相同,高度相同。
5.操作人员在装填催化剂时,严禁直接在催化剂上行走、踩踏。
应在催化剂上垫
木板,站在木板上操作。
防止催化剂破碎。
6.催化剂装填完毕后,用空气或氮气将管内和管板上的催化剂粉末清除干净。
7.催化剂使用前要进行还原活化。
如需卸出活化后的催化剂,应对催化剂进行钝
化。
三.催化剂的升温、还原和活化
CNZ—1型催化剂有铜、锌、铝的氧化物组成。
使用前应进行还原。
1.还原条件:
还原压力:常压
还原空速:1000时-1
还原气:含H2 0.5~10%的纯氮气(或脱硫天然气)
2.还原气质量:O2<0.1%
H2O<0.2%
S<0.1ppm
氧化物<0.1ppm
油雾极微
3.升温还原程序
还原前必须检查还原用N2。
并使其处于最佳状态。
还原过程中如有事故、停
2
还原终点的判断:还原反应出口气中H2浓度接近进口气浓度。
不再消耗H2,也不产生更水。
便可认为以到还原终点了。
至此还原完毕。
注*:150~200℃的升温阶段必须更加严格控制。
操作时密切注视反应管——催化剂床的温度变化。
如发现催化剂床温度急剧上升,有超温现象出现时。
立即停止加入氢气或关小加入氢气量,并停止升温。
待超温现象消除后再按正常操作进行。
注*:若加入10%H2含量有困难,可改为加入5%H2气量操作。
但相应要延长加H2时间,直至进出口氢含量相等为止。
以保证催化剂充分还原。
4.还原结束后,停止加入氢气,关小氮气量至原氮气流量的80%。
加入新鲜水甲醇。
起始甲醇含量为正常开车时水甲醇加入量的20%(加入水甲醇前,水甲醇预热、汽化段必须先控制在正常开车时的温度值)待反应器温度指示有明显下降时,再按上述要求再减少氮气量并再增加加入水甲醇量。
如此操作直至全部氮气替换水甲醇,便进入正常开车。
5.催化剂的钝化
卸出催化剂时,必须将催化剂钝化处理。
钝化条件:
钝化气:氧含量(用仪表气)为0.1~5%的工业纯氮气。
钝化空速:1000时-1
钝化压力:常压
钝化处理后的催化剂便可以卸出。
6.注意事项:
(1)催化剂的还原是十分重要的一步骤,必须小心操作。
要保证催化剂充分还原,不可急噪行事。
(2)还原完毕,替换加入水甲醇进行反应时,要防止反应器温度下降太多。
(3)CNZ-1型催化剂可以在200~280℃下操作。
催化剂使用前期可维持较低的操作温度,后期可将操作温度提高,以发挥催化剂的最大能力。
(4)铜系催化剂的缺点是耐热性较差,故无论是升温还原或在反应操作中都要避免催化剂猝冷猝热。
否则会造成铜晶粒变化,从而催化剂失活。
7.停车及再开车
(1)短期停车(12小时。
如停电、事故等):可用N2(工业纯氮)充满系统。
氮封状态下保持反应区温度200℃以上。
再开车时慢慢将甲醇代替N2便可。
(2)长期停车(>12小时。
如计划停车):必须用水甲醇将反应器降温至100℃,然后氮封系统。
若要检修反应器需要卸出催化剂时,则必须进行钝化处理。
再开车时按(3.升温还原程序)进行还原。
然后再按正常开车要求进行操作。
(3)正常停车:按(5.催化剂钝化)操作。