连铸机分类及其优缺点PPT
- 格式:pptx
- 大小:183.18 KB
- 文档页数:14
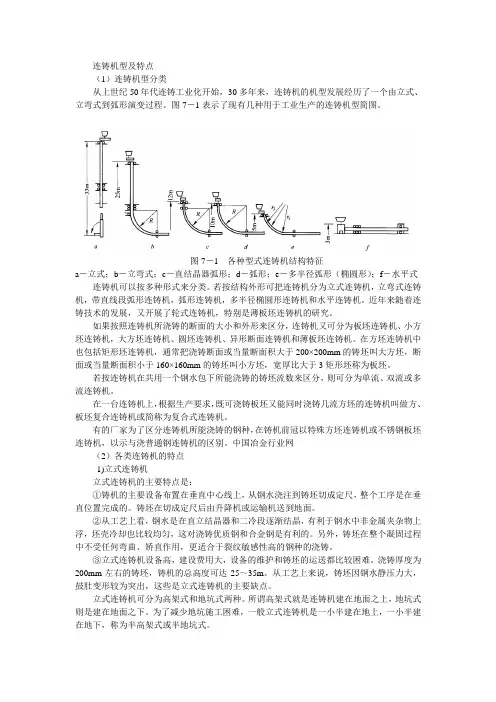
连铸机型及特点(1)连铸机型分类从上世纪50年代连铸工业化开始,30多年来,连铸机的机型发展经历了一个由立式、立弯式到弧形演变过程。
图7-1表示了现有几种用于工业生产的连铸机型简图。
图7-1 各种型式连铸机结构特征a-立式;b-立弯式;c-直结晶器弧形;d-弧形;e-多半径弧形(椭圆形);f-水平式连铸机可以按多种形式来分类。
若按结构外形可把连铸机分为立式连铸机,立弯式连铸机,带直线段弧形连铸机,弧形连铸机,多半径椭圆形连铸机和水平连铸机。
近年来随着连铸技术的发展,又开展了轮式连铸机,特别是薄板坯连铸机的研究。
如果按照连铸机所浇铸的断面的大小和外形来区分,连铸机又可分为板坯连铸机、小方坯连铸机,大方坯连铸机、圆坯连铸机、异形断面连铸机和薄板坯连铸机。
在方坯连铸机中也包括矩形坯连铸机,通常把浇铸断面或当量断面积大于200×200mm的铸坯叫大方坯,断面或当量断面积小于160×160mm的铸坯叫小方坯,宽厚比大于3矩形坯称为板坯。
若按连铸机在共用一个钢水包下所能浇铸的铸坯流数来区分,则可分为单流、双流或多流连铸机。
在一台连铸机上,根据生产要求,既可浇铸板坯又能同时浇铸几流方坯的连铸机叫做方、板坯复合连铸机或简称为复合式连铸机。
有的厂家为了区分连铸机所能浇铸的钢种,在铸机前冠以特殊方坯连铸机或不锈钢板坯连铸机,以示与浇普通钢连铸机的区别。
中国冶金行业网(2)各类连铸机的特点1)立式连铸机立式连铸机的主要特点是:①铸机的主要设备布置在垂直中心线上,从钢水浇注到铸坯切成定尺,整个工序是在垂直位置完成的。
铸坯在切成定尺后由升降机或运输机送到地面。
②从工艺上看,钢水是在直立结晶器和二冷段逐渐结晶,有利于钢水中非金属夹杂物上浮,坯壳冷却也比较均匀,这对浇铸优质钢和合金钢是有利的。
另外,铸坯在整个凝固过程中不受任何弯曲、矫直作用,更适合于裂纹敏感性高的钢种的浇铸。
③立式连铸机设备高,建设费用大,设备的维护和铸坯的运送都比较困难。
连铸机的分类连铸机是一种用于连续铸造金属的设备,根据其工作原理和结构设计的不同,可以将连铸机分为多个分类。
本文将从连铸机的分类角度进行介绍,分别从连铸机的结构、工作原理和应用范围等方面进行阐述。
一、按照结构分类1. 直立式连铸机:直立式连铸机是一种常见的连铸机结构,其主要特点是铸坯连续下降,通过铸模的作用进行凝固和成形。
该结构适用于大规模连铸生产,具有生产效率高和成品质量稳定的优点。
2. 水平式连铸机:水平式连铸机是另一种常见的连铸机结构,它的特点是铸坯在水平方向上进行连续凝固和成形。
相比于直立式连铸机,水平式连铸机更适用于生产较小尺寸的铸坯,具有能耗低、设备占地面积小等优势。
二、按照工作原理分类1. 传统连铸机:传统连铸机使用的是冷却剂(如水)进行铸坯的凝固,并通过机械装置将凝固的铸坯连续取出。
传统连铸机主要适用于铸造温度较低的金属材料,如铜、铝等。
2. 气体连铸机:气体连铸机是一种利用气体冷却的连铸机,通过在铸坯表面喷射冷却气体,使铸坯迅速凝固并保持一定的形状。
气体连铸机适用于高温金属材料的连铸生产,如钢铁、钛合金等。
三、按照应用范围分类1. 钢铁连铸机:钢铁连铸机是一种专门用于钢铁连铸生产的设备,它能够将熔化的钢液连续铸造成铸坯。
钢铁连铸机在钢铁行业中广泛应用,可以大大提高钢铁生产的效率和质量。
2. 铝合金连铸机:铝合金连铸机是一种用于铝合金连铸生产的设备,它能够将熔化的铝合金连续铸造成铸坯。
铝合金连铸机具有高效、节能等优点,被广泛应用于汽车、航空航天等领域。
4. 铜连铸机:铜连铸机是一种用于铜连铸生产的设备,它能够将熔化的铜连续铸造成铸坯。
铜连铸机在电力、电子等行业中得到广泛应用,可以满足不同领域对铜材的需求。
连铸机根据其结构、工作原理和应用范围的不同,可以分为直立式连铸机、水平式连铸机、传统连铸机、气体连铸机、钢铁连铸机、铝合金连铸机和铜连铸机等多个分类。
每种分类都有其独特的特点和适用范围,能够满足不同行业对连铸生产的需求。
1、连铸流运行轨迹将连铸机分为哪几种?简述每种机型的特点?1)立式连铸机、立弯式连铸机、弧形连铸机、椭圆形连铸机和水平连铸机。
2)A、立式连铸机:优点:铸机坯壳冷却均匀,且不受弯曲矫直作用,故不宜产生内部和表面裂纹,有利于夹杂物上浮;缺点:其设备高度大,操作不方便,投资费用高,设备维护及事故处理难,铸坯断面和定长及拉速受限,并且铸坯因钢水静压力大,板坯股肚变形较突出。
B、椭圆形连铸机:优点:是高度较弧形大大减小,钢水静压力低,铸坯股肚量小,内部裂纹中心偏析得到改善,投资节约20%----30%(比弧形)。
缺点:结晶器内钢水中的夹杂物几乎无上浮机会,故对钢水要求严格。
C、水平连铸机:优点:是设备高度最低,钢水物二次氧化,铸坯质量得到改善,不受弯曲及矫直作用,有利于防止裂纹,设备维护简单,事故处理方便;缺点:中间包和结晶器连接处的分离较贵,结晶器和铸坯间润滑困难,拉坯时结晶器不振动,适合小坯量,多种浇注,200mm 以下方坯,圆坯,特殊钢。
D、弧形连铸机:分为单点矫直弧形连铸机,多点矫直弧形连铸机,直结晶器弧形连铸机。
a)单点矫直弧形连铸机:优点:高度比立式、立弯式低,故设备重量轻,投资费用低,安装和维修方便,钢水对铸坯的静压力小,可减少因股肚造成的内列和偏析,有利于提高拉速改善铸坯质量。
缺点:钢水凝固过程中,非金属夹杂物有向弧内聚焦的倾向,一造成铸坯内部杂物分布不均匀。
b)多点矫直弧形连铸机:优点:固液界面变形率降低铸坯带液芯矫直时,不产生内部裂纹,有利于提高拉速。
c)直结晶器弧形连铸机优点:具有立式的优点,有利于大型夹杂物的上浮及钢中夹杂物的平均分布,比立弯式高度更高,建设费用低。
缺点:铸坯外弧侧坯壳受拉伸,两相区易造成裂纹缺陷,设备结构复杂,检修,维修难度大。
2、连铸生产工艺对连铸设备的要求:1)必须适合高温钢水由液态变成液固态,又变成固态的全过程;2)必须具有高度的抗高温,抗疲劳强度的性能和足够的强度;3)必须具有较高的制造和安装精度,易于维修和快速更换,充分冷却和良好的润滑等。
连铸机的分类连铸机是一种用于连续铸造金属的机械设备,广泛应用于钢铁、铝和铜等金属的生产过程中。
根据不同的工艺要求和金属的特性,连铸机可被分为多个不同的分类。
下面将详细介绍一些常见的连铸机分类。
一、按工艺过程分类1.1直接结晶连铸机:直接结晶连铸机又称直接结晶连铸成形机,是在一台设备上完成连续铸造、冷却结晶和拉拔工序的一体化设备。
它的特点是工艺简单、生产效率高、能耗低,适用于生产大型截面的板、板带和线材。
1.2过冷结晶连铸机:此类连铸机在结晶区设置了过冷区,通过控制冷却方式和拉速等参数,使铸坯在结晶区内具有过冷状态,从而提高铸坯的结晶度和金相组织的均匀性。
1.3强制喷水冷却连铸机:连铸过程中通过强制喷水冷却,使铸坯迅速凝固,从而实现高速连铸。
这种连铸机结构复杂、技术要求高,但能够实现高冷却速率和高冷却效果,适用于生产高品质的铸坯。
二、按铸坯形状分类2.1方坯连铸机:方坯连铸机是用于生产方坯的一种连铸设备。
方坯连铸机通常具有四个连铸口,可同时铸造四根方坯。
方坯通常用于生产钢材、铁水管材等。
2.2圆坯连铸机:圆坯连铸机主要用于连铸圆形的铸坯。
圆坯连铸机通常具有一个或多个连铸口。
圆坯常用于生产管材、轴承、轴等产品。
2.3板、带材连铸机:板、带材连铸机用于连续铸造板材和带材。
它广泛应用于钢铁、铝和铜等金属材料的生产。
板、带材连铸机可按照材料的厚度和宽度进行调整,以满足不同规格的板材和带材的生产需求。
三、按拉伸方式分类3.1单链拉拔连铸机:单链拉拔连铸机通常具有一个铸流轨道,拉拔装置通过单根拉链完成轧制工艺,适用于生产中小截面的铸坯。
3.2多链拉拔连铸机:多链拉拔连铸机通常具有多个铸流轨道,拉拔装置通过多根拉链同时拉拔多个轧件,适用于生产大截面的铸坯。
3.3冷冻连铸机:冷冻连铸机通过在拉拔装置上设置冷却装置,使得拉拔过程中的轧制坯温度得到有效控制,从而实现高品质的轧制产品。
四、按产品应用分类4.1钢坯连铸机:钢坯连铸机是用于生产钢坯的连铸设备。