机床夹具设计试题及答案
- 格式:docx
- 大小:158.46 KB
- 文档页数:6
第二章 机床夹具设计
一、选择题
1只有在(b)精度很高时,过定位才允许采用,且有利于增强工件的(
a.设计基准面和定位元件; b.定位基准面和定位元件; C.夹紧机构;d.刚度;e.强度
2.定位元件的材料一般选( adf)
a.20钢渗碳淬火;b.铸铁;C.中碳钢;d.中碳钢淬火;e.合金钢;f. T>A钢 3.自位支承(浮动支承)其作用增加与工件接触的支承点数目,但(
a.不起定位作用;b. 一般来说只限制一个自由度; C.不管如何浮动必定只能限制一个自由度 4 .工件装夹中由于(a)基准和(e)基准不重合而产生的加工误差,称为基准不符误差
a.设计(或工序);b .工艺;C.测量;d.装配;e.定位
5.基准不符误差大小与(b)有关。
位基准之间位置误差; C. 定位元件和定位基准本身的制造误差。
6.在简单夹紧机构中(e)夹紧机构一般不考虑自锁;(d)夹紧机构既可增力又可减力;(C)
夹紧机构实现工件定位作用的同时, 并将工件夹紧;(b)夹紧机构行程不受限制。(ade)夹紧
机构能改变夹紧力的方向,(a)夹紧机构夹紧行程与自锁性能有矛盾。 (f )夹紧机构动作迅
转中心及镗孔精度由 (d 、f) 保证。
11. 专用车床夹具的回转轴线与车床主轴轴线的同轴度与 (b) 有关
a .轴颈精度;b.夹具与主轴联接结构及精度; C.主轴端部与夹具采用螺纹联接的螺纹
精度有关。d)。
b)
a.本道工序要保证的尺寸大小和技术要求; b. 只与本道工序设计〔或工序)基准与定
速, 操作简便。
a.斜楔;b.螺旋;C.定心;d.杠杆;e.铰链;f.偏心
7. 偏心轮的偏心量取决于(C)和(e),偏心轮的直径和(a)密切有关。
a. 自锁条件; b. 夹紧力大小; C. 工作行程; d. 销轴直径; e. 工作范围; f. 手柄长度
8. 在多件夹紧中,由于(e),因此一般采用(C),夹紧才能达到各工件同时被夹紧的目的。
a.多点;b多向;C.浮动;d.动作联动;e.各工件在尺寸上有误差;f.连续式或平
行式夹紧。
9. 采用连续多件夹紧, 工件本身作浮动件, 为了防止工件的定位基准位置误差逐个积累,
应使 (a)与夹紧力方向相垂直。
a .工件加工尺寸的方向; b .定位基准面; C .加工表面;d.夹压面
10. 镗模采用双面导向时,镗杆与机床主轴是 (b)连接,机床主轴只起(C)作用,镗杆回
a.刚性;b.柔性(或浮动);C.传递动力; d.镗模;e .机床;f.镗杆 二、分析计算题
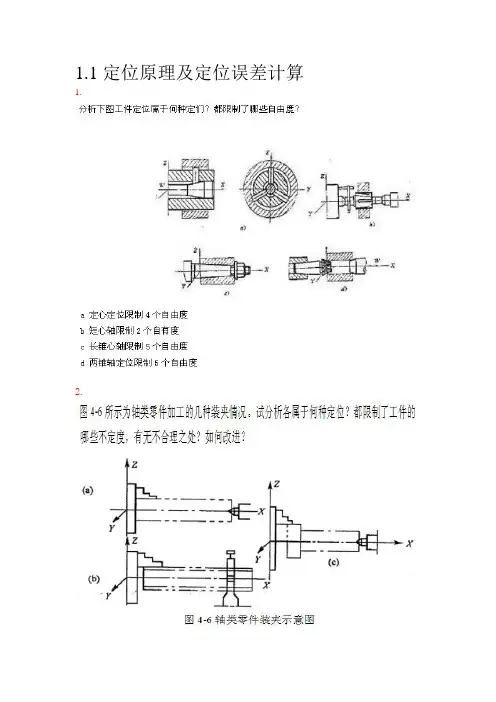
1 •根据六点定位原则,试分析题图 2-1所示各定位元件所消除的自由度。
2•根据六点定位原理,试分析题图2-2a~1中各定位方案中定位元件所消除的自由度?有无
过定位现象?如何改正? zi
b)
——I ------- , 二二J 壬「
T I -k
h) 图2-1
a) c)
f) I ■ - I—.
■ ■■卜I.BH.
! I ' ~ _____________________
g) J
图2-2
*.021 J0.007
3.如题图2-3所示,一批工件以孔 0 200 mm在心轴0 2 0 -0.020 mmh定位,在立式铳床上
0 400021
用顶针顶住心轴铳键糟。其中 0 40h6 ^.016外圆、0 20H70 内孔及两端面均已加工合格。
而且0 40h6外圆对0 20H7内孔的径向跳动在 0.02 mm之内。今要保证铳糟的主要技术要求为:
0
(1)槽宽b= 12h9』048
0
槽距一端面尺寸为 20h12亠21
0
槽底位置尺寸为 34.8h12亠16
试分析其定位误差对保证各项技术要求的影响。
12H9 ①
40h6 B 一 B
20H12
達 54 |B
卜西 O 2 ①
IB
图2-3 「7—h ______ LZF ! f
! L ! ~r~ ~n I'
k)
槽两侧面对外圆轴线的对称度不大于 0.10 伽。 2
i) j
) 0",
4.有一批套类零件,如题图 2-4所示。欲在其上铳一键糟,试分析计算各种定位方案中
H的定位误差。
(1) 在可涨心轴上定位(b )。
(2) 在处于水平位置的刚性心轴上具有间隙的定位。定位心轴直径为
(见图C)。
(3) 在处于垂直位置的刚性心轴上具有间隙定位。定位心轴直径为
(4) 如果计及工件内外圆同轴度为 t,上述三种定位方案中, H、H、
差各是多少?
rV &D
D 0 ”
h2
In
L $
1
1 1 z
1 0 ' Z -
1- 5d
--- ■ 7
j-
■— . 1
a) b) c)
图2-4 Bsd d
Bxd Bsd
d Bxd
H、1-3的定位误
5.工件尺寸如题图2-5a所示,欲钻0孔并保证尺寸30 01 mm试分析计算图示各种定位方
案的定位误差(加工时工件轴线处于水平位置) ,a均为90°。
00
3
a) b)
、亠、
C) d) --0
卩0
答案
1削边销X圆柱销丫 Z 支承钉Z X
h)前锥销X Y Z后锥销丫 Z
i)1 X Y 2 Z 3 Z X Y
j)锥销X Y 平面Z X 丫 V型块Z
k) V型块X X Z Z V型块端面丫支承钉丫
△ D=0
△ D=0.069
△ D=0.042
△ Dh1= 5 d/2 , △ Dh2= 5 d/2 , △ Dh3=0
△ Dh1= 5 d/2+ 5 D+Xmin , △ Dh2= 5 d/2+ 5 c+Xmin , △ Dh3= 5 D+Xmin e) f) uori -I一 ■
\
一
— /厶
2-5
3.( 1) 由铳刀的相应尺寸保证。 2. a)三爪卡盘 丫 丫 Z Z挡块X
b) 三爪卡盘 Y YZ Z后顶尖丫 Z 过定位,将三爪卡盘夹持相对短一些。
C) 三爪卡盘 丫 Z后顶尖丫 Z
d) 三爪卡盘 丫 Z 前顶尖X Y Z后顶尖丫 Z,过定位,去掉三爪卡盘。
e) 前顶尖 X Y Z后顶尖丫 Z
f) 小锥度心轴 X Y Z Y Z
g) 三爪卡盘丫 Z中心架丫 Z
4. ( 1)
(3) 单边接触
A Dh1= 8 d/2 + ( 8 D+Xmin )/2 , A Dh2= 8 d/2+ ( 8 c+Xmin ) /2 , A Dh3=
任意边接触
A Dh1=8 d/2+ 8 D+Xmin , A Dh2=8 d/2+ 8 D+Xmin , A Dh3=8 D+Xmin
5.( b) A D=0.045
( c
) A D=0.039
( d
) A D=0.039
( e
) A D=0.035
( f
) A D=0.07 (8 D+Xmin) 12