焊接作业记录
- 格式:doc
- 大小:33.50 KB
- 文档页数:1
焊接作业记录
编号:R-7.5-15
产品名称 焊接件名称
焊机名称/编号 焊机型号
焊条(剂)名称/型号 焊条(剂)生产厂
焊接电压 焊接电流
焊接数量(件) 自检合格数量(件)
操作者 日期
焊接作业记录
编号:R-7.5-15
产品名称 焊接件名称
焊机名称/编号 焊机型号
焊条(剂)名称/型号 焊条(剂)生产厂
焊接电压 焊接电流
焊接数量(件) 自检合格数量(件)
操作者 日期
焊接作业记录
编号:R-7.5-15
产品名称 焊接件名称
焊机名称/编号 焊机型号
焊条(剂)名称/型号 焊条(剂)生产厂
焊接电压 焊接电流
焊接数量(件) 自检合格数量(件)
操作者 日期
焊接作业记录
编号:R-7.5-15
产品名称 焊接件名称
焊机名称/编号 焊机型号
焊条(剂)名称/型号 焊条(剂)生产厂
焊接电压 焊接电流
焊接数量(件) 自检合格数量(件)
操作者 日期

压力容器大型储罐焊接施工记录
一、焊接前准备工作
1.仔细检查焊接设备和焊接材料,确保其完好无损并符合施工要求。
2.清理并检查焊接区域,确保其无尘、无油、无水、无杂质等干净。
3.搭设焊接作业平台,确保作业人员可以自如地进行操作。
4.准备好所需焊接材料、焊接电极、焊接工具等。
二、焊接工艺选定
1.根据压力容器大型储罐的材料、厚度等特性,选择合适的焊接方法、工艺和设备。
2.确定焊接顺序、焊接层次和焊接顺序,制定详细的施工方案。
三、焊接操作
1.开始焊接前,对焊接设备进行检查和调试,确保其正常工作。
2.进行焊接前的试焊,以确定合适的焊接参数和焊接条件,并及时调整。
3.进行实际焊接操作,根据焊接工艺和施工方案,按照规定的焊接顺序和层次进行焊接。
4.注意焊接过程中的安全防护,包括防风、防火、防爆等。
5.焊接过程中需要定期检查焊接质量,确保焊缝质量达到要求。
6.尽量避免焊接过程中的变形和应力集中,进行适当的预热和后热处理。 7.完成焊接后,进行焊缝外观和内部质量检查,包括焊缝的裂纹、气孔、夹渣等。
四、焊接质量控制
1.严格遵守相关的焊接规范和标准,确保焊接质量符合要求。
2.配合相关部门进行焊接质量的检测和验收,包括焊缝的无损检测、破坏性试验等。
五、焊接后处理
1.完成焊接后,对焊缝进行除渣和整理,确保焊缝的平整和光洁。
2.进行焊缝的后处理,包括除渣、打磨、防腐等。
3.根据焊接材料和焊接工艺的要求,进行适当的热处理和回火处理。
六、焊接记录
1.完成每个焊缝的焊接后,及时记录下相关的施工情况,包括焊接日期、焊接工艺参数、焊接人员等。
2.焊接记录需详细记录焊接过程中的关键参数和关键环节,以备后续的质量控制和施工管理。
以上是压力容器大型储罐焊接施工记录的主要内容,通过严格按照施工方案和焊接工艺要求进行操作,可保证焊接质量符合相关标准和规范要求。同时,在焊接过程中要特别注意安全防护和施工质量控制,确保施工过程安全可靠、质量优良。
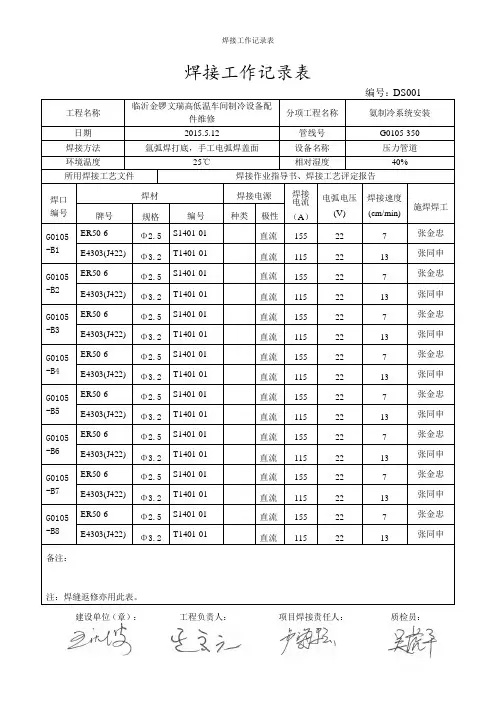
焊接工作记录表
焊接工作记录表
编号:DS001
工程名称 临沂金锣文瑞高低温车间制冷设备配件维修 分项工程名称 氨制冷系统安装
日期 2015.5.12 管线号 G0105-350
焊接方法 氩弧焊打底,手工电弧焊盖面 设备名称 压力管道
环境温度 25℃ 相对湿度 40%
所用焊接工艺文件 焊接作业指导书、焊接工艺评定报告
焊口编号 焊材 焊接电源 焊接电流
(A) 电弧电压
(V) 焊接速度
(cm/min) 施焊焊工
牌号 规格 编号 种类 极性
G0105-B1 ER50-6 Φ2.5 S1401-01 直流 155 22 7 张金忠
E4303(J422) Φ3.2 T1401-01 直流 115 22 13 张同申
G0105-B2 ER50-6 Φ2.5 S1401-01 直流 155 22 7 张金忠
E4303(J422) Φ3.2 T1401-01 直流 115 22 13 张同申
G0105-B3 ER50-6 Φ2.5 S1401-01 直流 155 22 7 张金忠
E4303(J422) Φ3.2 T1401-01 直流 115 22 13 张同申
G0105-B4 ER50-6 Φ2.5 S1401-01 直流 155 22 7 张金忠
E4303(J422) Φ3.2 T1401-01 直流 115 22 13 张同申
G0105-B5 ER50-6 Φ2.5 S1401-01 直流 155 22 7 张金忠
E4303(J422) Φ3.2 T1401-01 直流 115 22 13 张同申
G0105-B6 ER50-6 Φ2.5 S1401-01 直流 155 22 7 张金忠
E4303(J422) Φ3.2 T1401-01 直流 115 22 13 张同申

核电焊工连续操作记录表格
全文共四篇示例,供读者参考
第一篇示例:
核电焊工连续操作记录表格是核电厂在进行焊接作业时用于记录焊工连续操作情况的重要文档。这一表格是非常重要的,因为焊接是核电厂中涉及的一个重要环节,焊接作业的质量直接关系到核电厂的安全运行。通过记录焊工的操作情况,可以及时发现问题,保证焊接质量,确保核电厂的安全运行。
核电焊工连续操作记录表格通常包含以下内容:
1. 日期和时间:记录焊接作业的日期和时间,以便对焊接过程进行追溯和监控。
2. 焊工信息:记录焊工的姓名、职务和联系方式,方便核电厂管理人员对焊工进行管理和协调。
3. 焊接位置:记录焊接作业的位置,包括工作区域、设备名称等信息,便于日后维护和检查。
4. 焊接材料:记录所使用的焊接材料的品牌、型号、规格等信息,以便核电厂管理部门对焊接材料的来源和质量进行追溯和监控。
5. 焊接设备:记录使用的焊接设备的品牌、型号、参数等信息,以保证焊接设备的正常运行。 6. 焊接工艺:记录所采用的焊接工艺,包括焊接方法、焊接电流、焊接电压、焊接速度等信息,确保焊接作业符合规范要求。
8. 焊接人员签名:焊工在完成焊接作业后需要在表格上签字确认,表示已经按照规范进行了焊接作业。
9. 管理人员确认:焊接作业完成后,管理人员需要对焊接作业进行确认,包括检查焊接质量、签字确认等。
第二篇示例:
核电焊工连续操作记录表格
为了确保核电站设备的安全运行,核电焊工在进行焊接作业时需要严格按照相关规定和操作流程进行操作。为了记录焊接工作的实施情况,制定了核电焊工连续操作记录表格,以便对焊接过程进行监控和管理。本文将介绍核电焊工连续操作记录表格的内容和填写要点。
一、表格内容
1. 项目信息:记录焊接作业的项目名称、设备类型、工作地点等基本信息。

激光焊作业记录表
全文共四篇示例,供读者参考
第一篇示例:
激光焊作业记录表是记录激光焊工作过程中的关键信息和数据的重要文件,可以帮助操作员监控生产过程、优化焊接参数、提高焊接质量。下面是一份关于激光焊作业记录表的详细介绍。
一、作业单位:填写激光焊作业的单位名称,以便识别和管理。
二、作业日期:记录激光焊作业的日期,便于追踪生产过程和生产效率。
三、焊接工艺:填写激光焊所采用的焊接工艺,包括激光功率、激光束径、焊接速度、焊接气体等参数。
四、焊接材料:填写激光焊所使用的焊接材料,包括基材材质、填充材料、焊剂等。
五、焊接设备:记录激光焊所使用的设备信息,包括激光焊机型号、功率、激光源类型等。
六、焊接环境:记录激光焊作业时的环境条件,包括温度、湿度、气压等参数。
七、焊接质量:记录激光焊作业的质量控制情况,包括焊接缺陷、焊缝形貌、焊接强度等。 八、操作员:记录激光焊作业的操作员信息,包括姓名、职务等。
九、检验员:记录激光焊作业的检验员信息,负责焊接质量检验和验收。
十、备注:根据实际情况填写其他需要记录的信息或特殊要求。
在实际激光焊作业中,操作员应严格按照焊接工艺要求进行操作,保证焊接质量;检验员应认真检查焊接质量,确保产品符合标准要求。激光焊作业记录表作为监控和记录工具,可以帮助管理人员及时了解焊接过程,发现问题并及时解决,提升生产效率和产品质量。
激光焊作业记录表对于激光焊作业的管理和控制具有重要意义,是保障生产质量和安全的利器。希望各单位在激光焊作业中重视激光焊作业记录表的建立和管理,以提高焊接质量、降低生产成本、提高经济效益。
第二篇示例:
激光焊是一种高效、精准的焊接方法,常用于焊接薄板、精细零件等高要求的工件。为了记录并管理激光焊作业的过程和结果,通常需要制作一份激光焊作业记录表。