测量圆柱度误差的各种方法讲解
- 格式:pdf
- 大小:390.97 KB
- 文档页数:11
---
专业提供SPC数据分析软件等机械测量解决方案
测量圆柱度误差的各种方法讲解
---
专业提供SPC数据分析软件等机械测量解决方案 一、圆柱度
1. 圆柱度指圆柱面整个轮廓(圆柱面要素)的形状精度,即表示零件上圆柱面
外形轮廓上的各点,对其轴线保持等距状况。圆柱度是限制实际圆柱面对理想圆
柱面变动量的一项指标。
2.圆柱面要素几何特征:圆柱面要素至具有固定位置的直线(圆柱轴线)的距离
为该要素的半径。实际圆柱面要素上各点的半径不相等时,说明实际要素存在形
状误差。
3.实际圆柱面要素的形状误差,可分解为横向截面内的圆要素形状误差,轴向截
面内直线要素的形状误差及相应直线间的平行度误差。因此,在圆柱度误差测量
中,除了把握圆柱面要素的半径变化外,也可对圆柱面要素分解后,从各分项误
差来反映圆柱面要素的形状误差。
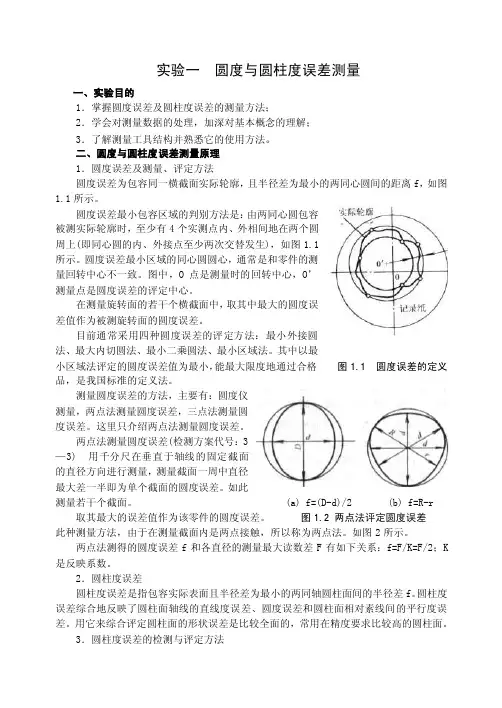
二、圆柱度误差的评定原则
圆柱度误差是指实际圆柱面要素对其理想圆柱面的变动量。根据形状误差评定原
则,实际圆柱面要素与理想原则面比较时,应根据实际圆柱面确定最小包容区域。
当与圆柱度公差带形状一致的两同轴圆柱面紧紧包容实际圆柱面要素,及其半径
差为最小值时,即为最小包容区域。
三、圆柱度检测原则
1、与理想要素比较原则
2、测量坐标值原则
3、测量特征参数原则
四、圆柱度测量方法
圆柱度测量方法主要有半径测量法,坐标测量法,二点法、三点测量法、分解测---
专业提供SPC数据分析软件等机械测量解决方案 量法、直接利用太友科技数据采集仪连接百分表测量法等。
五、测量方法简介
1、半径测量法
半径侧量法是确定被侧圆柱面相对于测量基准——回转轴线半径变化量的一种
测量方法。它是按“与理想要素比较原则”拟定的检测方案。在测量时,以测头
相对于被测圆柱面移动的轨迹,模拟理想圆柱面。半径变化量即是实际圆柱面上
的采样点相对于理想圆柱面的偏离量。该法也可看作为在圆柱坐标系中按“测量
坐标值原则”,对被测圆柱面测取采样点的坐标值。
(1)测量截面布置
圆柱面是连续的表面,不便于测遍整个表面,只有在被测表面上作离散的布点
采样。为测量和数据处理上的需要,应对被侧表面布置侧量截面,再沿测量截面
与被测表面的交线布置适当数量的采样点。从采样点获得的信息,反映被测表面
的特征,并进而评定圆柱度误差。测量截面有以下三种类型。
①横向截面
横向截面是指垂直于被测圆柱面轴线的截面。如图1所示。为横向测量截面的
两种布置方案。其中图1(a)为多个测量截面的布置方案,各个测量截面间作等
间距布置,间距大小随被测圆柱面的长度和测量精度要求设定;图1(b)只在接近被测圆柱面的两端,各布置一个测量截面。
图1
---
专业提供SPC数据分析软件等机械测量解决方案 ②螺旋形截面
按适当大小的螺旋角,对被测圆柱面布置螺旋形测量截面,该截面与圆柱面的截
交线为螺旋线,在螺旋线上布点采样。图2所示为螺旋形测量截面的两种布置方
案。其中图2(a)布置了一个螺旋形测量截面;图2(b)布置了两个螺旋形测量截
面。
图2
③横向与螺旋形截面相结合
在被测圆柱面上,以螺旋形测量截面为主,并辅以两个横向测量截面,如图3
所示。其中图3(a)为单螺旋形测量截面与两个横向测量截面;图3(b)为双螺旋
形侧量截面与两个横向测量截面。
图3
---
专业提供SPC数据分析软件等机械测量解决方案 (2)测量装置
①用圆柱度仪测量
圆柱度仪是用半径测量法测量圆柱度的专用仪器。该仪器具有一个精密的回转轴
系和一个平行于回转轴线的直线导向件联合构成。如图5所示。被测零件安装在
具有高精度回转轴系的工作台上,由电机驱动作低速回转,回转编码器作同步回
转,产生两种脉冲,一种作为数字化的调制信号,另一种作为控制测量系统的控
制信号。控制器用来控制被测零件表面的测量范围。通过同步电机和电磁离合器
驱动丝杆旋转,使测量系统的测头沿直线基准导板作缓慢而又协调的移动,传感
器可随着一起作上下移动。由于被侧零件的回转和传感器的上下移动,传感器测
头在被侧圆柱面上移动的轨迹为一螺旋线,以此体现理想圆柱面。当被测圆柱表
面存在形状误差时,传感器测头沿被测圆柱表面径向摆动而发出信号,并与编码
器发出的调制信号一起记录于数据记录器上。测量时,螺旋线的螺距大小可以按
需要由控制器来调节。整个测量过程可以全部自动进行。通过测量,获得了被测
圆柱表面上的一系列径向变化量,据此可进一步评定圆柱度误差值。
②用圆度仪测量
圆度仪具有精密的回转轴系,转台式圆度仪还具有支承测量架的垂直导轨,测量
架可沿导轨作上下移动;转轴式圆度仪的主轴也可在一定范围内作上下移动。因
此,
从圆度仪的结构特点来看,具有类似圆柱度仪的功能。用圆度仪测量圆柱度,
因受仪器功能的限制。故测量全过程不能连续进行,应布置横向测量截面进行测---
专业提供SPC数据分析软件等机械测量解决方案 量。测量时,将各横向测量截面内测得的轮廓形状误差,记录在同一张记录纸上,
按记录下的重叠轮廓误差放大图像评定圆柱度误差。
2、坐标测量法
(1)直角坐标测量法
直角坐标测量法是在三维坐标测量系统中进行测量。图7所示,是在三维坐标测
量系统中测量圆柱度的示意图。对被测圆柱面拟定若干等间距横向测量面,并由
坐标z确定各测量截面的位置。在各测量截面内拟定一定数量的采样点数,由
x-x,y-y坐标测量系统逐点进行采样,并记录其坐标值。在测量全过程中,被测
零件和测头只作一次安装,以免由于多次安装而带来测量误差。
---
专业提供SPC数据分析软件等机械测量解决方案 (2)圆柱坐标测量法
在圆柱坐标系内测量圆柱度时,需要一个回转分度装置,还需一个直线导向刻度
装置,如图8所示。用分度装置指示被测零件在测量中回转的角度(极角)。直线
导向刻度装置体现轴线方向和指示测量截面的位置。由指示器指示被测轮廓的径
向变化量。
测量时,先对被测圆柱表面拟定若干个等间距横向测量截面,并在各测量截面内
拟定一定数量的采样点。然后,在每一测量截面内依次逐点采样,并记录坐标值。
根据各截面内测得的采样点圆柱坐标值,就可按需要求得圆柱度误差值。
3、两点、三点测量法
在圆柱度测量中,两点、三点法是根据检测原则3——测量特征参数原则确定的
检测方案.该检测方案可以综合反映被测圆柱表面在横向截面内的圆度差,轴向
截面内的素线相对于轴线的平行度误差,以及素线的直线度误差。
(1)两点测量法
两点测量法采用L形座测量装置,如图9所示.L形座的长度应不短于被测圆柱
面的长度,其垂直面是为了测量方便而设置,反映被测圆柱表面的形状误差,是
由水平方向的工作面与指示器来实现。
---
专业提供SPC数据分析软件等机械测量解决方案 测量时,被测零件安放在L形座上,并靠紧其垂直面。拟定若干个横向测量截面
后,用指示器在横向测量截面内进行测量。在每一个测量截面内进行测量时,被
测零件在L形座上回转一周,并记录指示器所指示的最大值和最小值。两点测量
法的特点是以直径差来反映被测圆柱面的形状误差。由于横向截面内的圆度误差
和轴向截面内的素线平行度误差,都是由被测圆柱表面的半径变化量所形成,故
由测得的最大示值与最小示值差之半为圆柱度误差值。
(2)三点测量法
圆柱度的三点测量法,采用v形座测量装置,如图10所示。v形座的长度应不
短于被测圆柱表面的长度。这样,可以综合反映横向截面内的圆度误差和轴向截
面内的素线平行度误差。
测量时,通常运用具有不同夹角的两个v形座进行组合测量。被测零件由v形座
支承后,在被测圆柱表面的若干横向截面内进行测量,被测零件回转一周中,记
录该横向截面内指示器所指示的最大示值和最小示值。在各截面内测量完毕后,
取最大值和最小值差的一半为圆柱度误差。因在两个不同夹角的v形座上分别进
行测量,故将获得不同的圆柱度误差值,取两者中数值较大者为被测圆柱表面的
圆柱度误差值。
两点、三点测量法所用测量设备简单,方法也简便易行,尤其在生产车间进行
测量更有实用价值。但该种测量方法受L形座和V形座功能上的限制,故只适用
于测量外表面的圆柱度。 按图2所示方法测出各给定横截面内零件回转一周过程指示表的最大示值与最
小示值的一半作为圆柱度误差值。
---
专业提供SPC数据分析软件等机械测量解决方案 4、分解测量法
分解测量法是按圆柱度误差的构成分别进行测量的方法,即分别测量横向截面内
轮廓的圆度误差,轴向截面内的素线对轴线的平行度误差和素线的直线度误差,
然后将分项的误差进行叠加,从而获得被测表面的圆柱度误差。
(1)外表面分解测量法
对于外表面的圆柱度。可在V形座上进行分解测量,确定圆度误差和素线对轴线
的平行度误差。
①分项测量
作分项测量时有两种方案,其一为在若干横向截面内测量圆度误差.同时分解出
素线对轴线的平行度误差;其二,在横向截面内测量圆度误差,并在轴向截面内
测量素线对轴线的平行度误差,按某一横向测量截面,当被测零件在V形座上回
转时找出该截面轮廓的最高点,过最高点的轴向截面内布点采样,对各采样点处
测得的示值中取最小示值为最低点。
②叠加评定圆柱度误差
由被测零件上的最小直径处的圆度误差值和素线对轴线的平行度误差值,经叠加
后即为被测圆柱表面的圆柱度误差。
(2)内表面分解测量法
测量内表面时,在被测圆柱表面的最小直径处的横向截面内测量轮廓的圆度误差;
在轴向截面内测量素线对轴线的平行度误差。两项误差经叠加后求得圆柱度误差。
①分项测量
a.测量素线平行度误差
b.测量圆度误差
②用叠加法求圆柱度误差
圆柱度误差为被测内表面最小直径处的圆度误差值,以及素线对轴线的平行度
误差值两者叠加而得。