6005铝合金方管弯曲性能研究
- 格式:pdf
- 大小:376.98 KB
- 文档页数:5
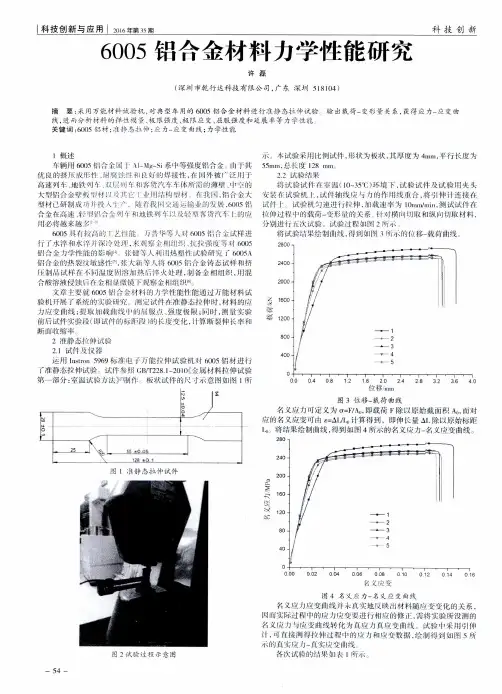
6005铝合金材料力学性能研究许磊摘要:采用万能材料试验机,对典型车用的6005铝合金材料进行准静态拉伸试验。
输出载荷-变形量关系,获得应力-应变曲线,进而分析材料的弹性模量、极限强度、极限应变、屈服强度和延展率等力学性能。
关键词:6005铝材;准静态拉伸;应力-应变曲线;力学性能1 概述车辆用6005铝合金属于Al-Mg-Si系中等强度铝合金。
由于其优良的挤压成形性、耐腐蚀性和良好的焊接性,在国外被广泛用于高速列车、地铁列车、双层列车和客货汽车车体所需的薄壁、中空的大型铝合金壁板型材以及其它工业用结构型材。
在我国,铝合金大型材已研制成功并投入生产,随着我国交通运输业的发展,6005铝合金在高速、轻型铝合金列车和地铁列车以及轻型客货汽车上的应用必将越来越多[1-3]。
6005具有较高的工艺性能。
万普华等人对6005铝合金试样进行了水淬和水淬并深冷处理,来观察金相组织、抗拉强度等对6005铝合金力学性能的影响[4]。
张健等人利用热塑性试验研究了6005A铝合金的热裂纹敏感性[5],张大新等人将6005铝合金铸态试样和挤压制品试样在不同温度固溶加热后淬火处理,制备金相组织,用混合酸溶液侵蚀后在金相显微镜下观察金相组织[6]。
文章主要就6005铝合金材料的力学性能性能通过万能材料试验机开展了系统的实验研究。
测定试件在准静态拉伸时,材料的应力应变曲线;提取加载曲线中的屈服点、强度极限;同时,测量实验前后试件实验段(即试件的标距段)的长度变化,計算断裂伸长率和断面收缩率。
2 准静态拉伸试验2.1 试件及仪器运用Instron 5969标准电子万能拉伸试验机对6005铝材进行了准静态拉伸试验。
试件参照GB/T228.1-2010《金属材料拉伸试验第一部分:室温试验方法》[7]制作。
板状试件的尺寸示意图如图1所示。
本试验采用比例试件,形状为板状,其厚度为4mm,平行长度为55mm,总长度128 mm。
2.2 试验结果将试验试件在室温(10~35℃)环境下,试验试件及试验用夹头安装在试验机上,试件轴线应与力的作用线重合,将引伸计连接在试件上。
第一章文献综述6005A铝合金是欧洲开发的Al-Mg-Si系变形铝合金。
这种合金不仅具有中等强度、良好的机械性能、抗腐蚀性能和较好的焊接性能,而且具有优异的热挤压性能,它可以挤压成各种形状复杂的大型薄壁空心、实心型材。
在国外,6005A铝合金通常应用于交通运输领域。
利用先进的挤压技术,可以将6005A铝合金铸锭挤压成大型薄壁宽幅型材,这种新型材用于制造高速地铁、高速客车的车体,大大减轻了车辆的重量,提高了车辆的运行速度,获得了综合的经济效益和社会效益。
目前,6005A合金在我国应用较少,随着我国高速、轻型铝合金列车和地铁列车以及轻型客货汽车的研究开发,为其配套生产大型车辆型材的西南铝加工80MN挤压生产线的改造、辽源铝材厂75MN挤压生产线和山东丛林集团100MN 挤压生产线的建设完工,作为车辆壁板用材的6005A铝合金在我国将会得到越来越广泛的应用。
1.1 6005A铝合金的性质1.1.1变形铝合金变形铝合金通常是指可以经过不同的变形方式生产出半成品的铝合金。
根据合金的热处理特性,变形铝合金可分为可热处理强化变形铝合金和不可热处理强化变形铝合金。
可热处理强化变形铝合金又包括Al-Cu-Mg、Al-Zn-Mg、Al –Mg-Si 以及Al-Li系合金。
其中,Al –Mg-Si系合金具有强度、韧性、耐蚀性、可焊性和挤压工艺性能的良好组合,该系合金在T6状态下(峰值时效)的抗拉强度处于200-600兆帕之间很宽的范围之内。
与Al-Cu-Mg系和Al-Zn-Mg系合金相比较而言,其强度较低,但是有很好的挤压性能,可以降低成本。
而且,Al-Cu-Mg 系和Al-Zn-Mg系合金应用于运输领域,特别是建筑、结构工程领域,各有其缺陷。
因此,当前竞争十分激烈的情况下,经济、实用的Al –Mg-Si系合金广泛应用于建筑、交通运输和结构材料领域。
1.1.2 Al –Mg-Si1. Al-Mg-Si三元系平衡状态图Al-Mg-Si三元系富铝角状态图见图1-1,该系存在一个Al-Mg-Si伪二元截面,它把Al-Mg-Si三元系的富铝角分成两个独立的三元系:Al-Mg2Si –Si和Al-Mg2Si –Mg2Al3,其三元共晶温度分别为559℃和448℃。
6060与6005A铝合金挤压管材折弯性能研究佟明明;杜连欢;金文福【摘要】对6060与6005A两种铝合金挤压管材进行折弯性能试验研究,发现6005A铝合金挤压管材的折弯性能优于6060铝合金的.在挤压工艺不变的条件下,通过调整时效制度可以改变管材的折弯性能,6005A铝合金管材在145℃保温5h 时效处理后,其折弯性能和其他力学性能均可满足客户的要求.【期刊名称】《轻合金加工技术》【年(卷),期】2019(047)003【总页数】4页(P34-36,41)【关键词】铝合金;折弯性能;时效制度【作者】佟明明;杜连欢;金文福【作者单位】辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003【正文语种】中文【中图分类】TG379随着现代交通工具的快速发展,对材料的性能要求越来越高。
铝合金制品因其质量轻、耐腐蚀性能好、力学性能高等特点而成为交通工具轻量化的首选材料[1]。
6×××系铝合金具有成形性好、耐蚀性强、强度高等特点[2],是一种适合于汽车应用的轻量化材料,可用于汽车车身、车轮、油箱、铝罐、机器盖板、电机壳等结构[3]。
6×××铝合金挤压管材在汽车上的应用越来越多,一部分管材需要经过折弯加工后应用到汽车上,本项目试验研究6060与6005A铝合金管材的折弯性能。
1 试验材料与方法1.1 试验材料客户要求提供壁厚度2 mm、宽度32 mm的挤压方管材,其化学成分符合表1的范围,人工时效后抗拉强度要求为245 N/mm2以上,屈服强度不作要求,人工时效后进行弯曲至135°无开裂。
根据客户对合金成分的要求,我公司选取现有符合客户成分要求的6060和6005A两种铝合金生产挤压方管材。
采用半连续铸造方法生产铸锭,铸造过程中采用泡沫陶瓷过滤,Al-Ti-B丝细化晶粒。
M etallurgical smelting冶金冶炼铝合金U型截面型材的压弯成形缺陷控制研究方 斌摘要:本文选取某轨道车辆车顶连接梁为典型件,分析了6005A铝合金U型截面型材的压弯成形过程,探究了铝合金U型截面型材主要成形缺陷的成因及控制方法,确定了铝合金U型截面型材弯曲变形过程中的材料流动规律。
研究结果表明:铝合金U型截面型材在弯曲成形过程中,拉伸变形区厚度减小,压缩变形区厚度增大,中性层上移;在满足某轨道车辆车顶连接梁成形精度要求的前提下,在模具间隙为1.1t时,型材厚度极限值为4.37mm,立边高度极限值为155.4mm,弯曲半径极限值为400mm。
因此,该研究为轨道车辆车体构件的成形工艺和结构特征设计提供了理论依据,并具有对铝合金型材压弯模具设计的一定指导意义。
关键词:铝合金型材;压弯成形;U型截面;数值模拟进入二十一世纪以来,我国的制造业水平迅速提高,地铁、高铁等轨道车辆逐渐普及到更多的城市。
目前轨道客车车体材料主要包括铝合金和不锈钢等。
随着轨道车辆设计制造技术的快速发展,为了满足轻量化和节能降耗的需求,以铝合金为代表的轻金属合金得到了广泛的使用,与钢材相比,6005A铝合金材料重量轻、减重效果明显、吸收冲击能力强、使用安全、耐蚀性强、易于回收,更加满足轨道车辆轻量化发展的需求。
随着铝合金材料的应用日益广泛,轨道车辆行业对铝合金型材的创新性工艺研究越来越重视。
型材弯曲成形的失效形式主要有起皱、截面畸变和轮廓精度差等。
采用Abaqus有限元软件研究了某地铁车辆用角型截面不锈钢型材弯曲成形工艺,分析了型材立边高度、模具间隙及拉伸量对起皱趋势变化影响规律,研究结果认为,模具间隙减小能够一定程度地降低起皱缺陷,但不能彻底消除;拉伸量对起皱缺陷具有重要影响,拉伸量增加能够有效抑制起皱缺陷;采用ANSYS/LS-DYNA有限元软件对45钢非对称槽型材收边弯曲过程的截面畸变问题进行了数值模拟研究,分析了型材翼缘部分的横向偏移随纵向和径向位置变化的分布关系。
铝合金方形和矩形管截面开孔梁受弯性能试验冯然;陆洋【期刊名称】《建筑科学与工程学报》【年(卷),期】2018(035)004【摘要】对铝合金方形和矩形管截面开孔试件进行了受弯性能试验研究,试验共计13个试件,分别进行了三点弯曲试验和四点弯曲试验;试验材料分别为国产6061-T 6和6063-T 5铝合金挤压型材,主要对试件的破坏模式、抗弯承载力、弯矩-曲率曲线和应变分布曲线进行了研究,探讨了铝合金方形和矩形管截面梁在2种受弯状态下孔洞参数对受弯性能的影响.结果表明:试验中所有试件都发生了受压局部屈曲破坏;对于方形管截面梁,在2种受弯状态下,当孔洞的径高比为0.3时,孔洞对试件的抗弯承载力影响较小,当孔洞的径高比为0.6时,孔洞对试件的抗弯承载力有很大程度的影响;对于矩形管截面梁,在三点弯曲状态下,随着孔洞数目的增加,试件的抗弯承载力有很大程度的降低,在四点弯曲状态下,开孔数目对抗弯承载力影响较小;方形管截面梁在2种弯曲状态下的承载力相差较小,而矩形管截面梁在三点弯曲状态下的抗弯承载力比四点弯曲状态下的抗弯承载力有明显提高.【总页数】11页(P34-44)【作者】冯然;陆洋【作者单位】合肥工业大学土木与水利工程学院 ,安徽合肥 230009;哈尔滨工业大学(深圳)土木与环境工程学院 ,广东深圳 518055;合肥工业大学土木与水利工程学院 ,安徽合肥 230009【正文语种】中文【中图分类】TU311【相关文献】1.高强钢工字形截面开孔梁受弯性能试验研究 [J], 冯然;孙雯2.网梁楼盖正截面受弯性能试验研究 [J], 李自然;赵考重;王莉;孙双军;房晓朋;王超3.GFRP筋混凝土梁正截面受弯性能试验研究 [J], 张志强;师晓权;李志业4.H型截面高强度铝合金开孔柱轴压性能试验 [J], 杨航;陈誉5.腹板开孔木工字梁受弯性能试验及有限元分析 [J], 熊亚荻;赵东晖;陈泓君;高颖;孟鑫淼因版权原因,仅展示原文概要,查看原文内容请购买。
不同成分对6005A薄壁型材拉弯性能影响何金;李延军;杨志勇;王义斌;石玲;王志【摘要】采用相同挤压工艺对不同合金成分的6005A薄壁型材铸锭进行挤压,并在自然时效条件下对型材进行拉弯,对比型材拉弯后的表面质量.试验表明,通过调整化学成分能够提高型材拉弯后表面质量.型材组织均匀性是影响型材拉弯后表面质量的主要因素.【期刊名称】《铝加工》【年(卷),期】2019(000)001【总页数】3页(P57-59)【关键词】6005A铝合金;薄壁挤压型材;化学成分;拉弯性能【作者】何金;李延军;杨志勇;王义斌;石玲;王志【作者单位】辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003【正文语种】中文【中图分类】TG146.21;TG3790 前言6005A铝合金属于Al-Mg-Si系可热处理强化铝合金,具有中等强度,挤压性好,耐蚀性良好等特点,被广泛应用于交通、建筑等领域[1]。
从实现高速、安全、美观耐用、轻量化、节能、保护环境、降低综合成本及提高综合性能等方面来看,铝合金是汽车工业现代化的最理想的材料[2]。
汽车用6005A挤压型材是拉弯成型后使用,所以要求6005A型材具有较高的拉弯成型性。
由于对薄壁型材拉弯成型研究的较少,所以本实验用不同化学成分的6005A铸锭进行试验,找出影响6005A 薄壁型材拉弯性能的因素。
1 试验材料及试验方法1.1 试验材料本试验采用规格为φ120mm×400mm的不同合金成分的6005A铸锭为主要实验材料。
铸锭采用半连续铸造方法生产,铸造过程中采用泡沫陶瓷过滤,Al-Ti-B丝细化晶粒;经570℃保温7h均匀化处理,以消除偏析,使成分更加均匀。
使用880t油压卧式挤压机挤压成壁厚1.5mm的空心型材。
6005A T6铝合金室温拉伸实验方法分析杨丽;韩超;张冰;田晓龙;吴海旭【摘要】以GB/T 228.1-2010标准中的方法A和方法B为依据,分别采用应力、应变和横梁位移控制方式对6005A T6铝合金进行室温拉伸实验,通过对比实验结果来筛选理想的实验方法.结果表明:在综合考虑实验结果、实验效率、实验设备损耗和实验曲线连续性等因素下,采用应力-行程控制方法进行6005A T6铝合金的室温拉伸实验比较理想.【期刊名称】《热处理技术与装备》【年(卷),期】2019(040)001【总页数】4页(P39-42)【关键词】6005A T6铝合金;室温拉伸;实验方法【作者】杨丽;韩超;张冰;田晓龙;吴海旭【作者单位】辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003;辽宁忠旺集团有限公司,辽宁辽阳111003【正文语种】中文【中图分类】TG113.25+1近年来,随着我国轨道交通工程建设的快速发展,市场对轨道交通车辆铝材的需求越来越大[1-2]。
6005A铝合金属Al-Mg-Si系铝合金,具有中等强度、挤压性好、耐蚀性良好等特点,适于制造轨道交通车体主体结构用的复杂截面多孔中空型材[31]。
力学性能作为判定6005A T6铝合金材料合格与否的最重要理化性能之一,一般皆通过室温拉伸实验方法测得。
室温拉伸实验测定的力学性能指标,一方面可以作为评定铝合金材料和优选工艺的依据,对生产实际具有重要的指导意义;另一方面,室温拉伸实验可以揭示材料基本力学行为规律,是研究材料力学性能的基本实验方法 [4-5]。
GB/T 228.1—2010是目前我国铝合金材料室温拉伸实验常采用的标准方法。
本文以6005A T6铝合金为对象,分别采用应力、应变和横梁位移控制方式进行室温拉伸实验,对比了不同控制方式下的实验结果,得出了较为理想的实验控制方法。
低时效温度下不同时效时间对6005A合金产品力学性能的影
响
韩如意;韩瑞航;冯哲;满瑞平;潘岩
【期刊名称】《铝加工》
【年(卷),期】2024()3
【摘要】研究了低时效温度下不同时效时间对6005A铝合金型材显微组织、拉伸性能和弯曲性能等方面的影响规律,并对规律成因进行了分析。
试验结果表明,随着时效时间的延长,试样的原子聚集态析出数量增多且弥散分布程度增大,而基体内部固溶体的过饱和程度逐渐减小。
试样的屈服强度和抗拉强度随着时效时间的延长逐渐升高,而延伸率逐渐降低。
这些变化与显微组织的变化密切相关。
此外,随着时效时间的延长,试样弯曲角度逐渐减小。
这与晶界附近相的析出、硬质相的形成以及位错的运动等显微结构变化有关。
在实际生产过程中,可以根据具体的产品要求,选择合适的时效时间。
【总页数】5页(P36-40)
【作者】韩如意;韩瑞航;冯哲;满瑞平;潘岩
【作者单位】辽宁忠旺集团有限公司
【正文语种】中文
【中图分类】TG166.3;TG146.21
【相关文献】
1.预时效对6061、6005A合金板材力学性能的影响
2.预时效对6005A铝合金自然时效及人工时效性能的影响
3.时效温度与时间对6005A铝合金挤压型材显微组织与力学性能的影响(英文)
4.时效温度对2124铝合金蠕变时效组织和力学性能的影响
5.停放时间/时效延迟时间对6005A铝合金弯曲型材性能的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
动车组车体底边梁用6005A铝型材检验分析1. 引言1.1 研究背景铝合金具有轻质、耐腐蚀、易加工等优点,被广泛应用于各种领域。
6005A铝型材是铝合金中的一种,具有高强度和较好的焊接性能,适用于制造各种构件。
动车组是现代高速列车的代表,其车体底边梁不仅起到支撑车体和附着其他构件的作用,还承担着抵抗风压等外部力的重要功能。
选择适合的材料制造动车组车体底边梁至关重要。
通过对6005A铝型材在动车组车体底边梁中的应用进行检验分析,可以评估其性能是否符合要求,为进一步应用提供参考。
这一研究对于推动动车组制造技术的发展,提高列车运行安全性和舒适性具有积极意义。
本研究旨在探索动车组车体底边梁用6005A铝型材的可行性,为铁路交通行业提供更好的材料选择和技术支持。
1.2 研究目的研究目的是为了探究动车组车体底边梁采用6005A铝型材的可行性及其性能表现。
通过深入分析6005A铝型材的特点和动车组车体底边梁的作用,我们希望确定该铝型材在此应用中的优势和适用性。
通过制定合适的检验方法并对检验结果进行分析,我们旨在评估6005A铝型材在动车组车体底边梁中的实际表现以及可能存在的问题和改进空间。
通过本研究,我们希望为动车组车体底边梁材料选用提供科学依据,为提高动车组的安全性、舒适性和性能质量做出贡献。
我们还希望通过本研究为相关领域的进一步研究指明方向,推动铝型材在轨道交通领域的应用与发展。
1.3 研究意义动车组车体底边梁是连接车体底部结构的关键部件,主要起到加强车体整体结构、承受车厢重量和保护车辆底部设备的作用。
选择合适的材料对于确保车辆的正常运行和乘客的安全至关重要。
研究动车组车体底边梁使用6005A铝型材的意义在于提高铁路交通设备的轻量化水平,减少能源消耗和环境污染,同时也可以带动相关产业的发展。
通过深入研究和分析,可以为铁路车辆材料的选择和设计提供参考,促进铁路行业的可持续发展。
2. 正文2.1 6005A铝型材的特点1. 强度高:6005A铝合金经过热处理后,可以达到较高的强度,通常可以满足动车组车体底边梁的强度要求。
Cr对6005A合金型材组织与性能的影响摘要:6005A合金成分根据GBT 3190-2020要求Mn+ Cr元素质量分数在0.12-0.5%范围,本文试验在Mn元素含量固定的情况下对比不加Cr和添加Cr两种方案对型材组织和力学性能的影响。
关键词:Cr;6005A前言铝合金由于其密度低、比强度高,以及良好的导电导热性、耐腐蚀性广泛用于航空航天、汽车船舶等工业材领域。
其中6005A铝合金因其良好的塑性、抗蚀性、焊接性和加工成型性,综合性能优良,使其作为车辆用大截面薄壁中空挤压型材得到广泛应用。
本文试验对比Cr元素的添加对大截面薄壁中空型材组织与性能的影响。
1 试验方案1.1合金成分设计6005A合金试验成分,固定Mn元素质量分数0.15-0.2%,方案1不加Cr元素;方案2加Cr元素0.10-0.15%。
最终经熔炼、铸造后取样检测试验成分见下表1:6005A铝合金化学成分(质量分数,%)表11.2挤压工艺在75MN挤压机选择一款壁厚3mm的大截面薄壁中空型材见下图1,把两种不同合金成分的铝棒采用相同挤压工艺参数进行挤压,见下表2:图1表21.3时效工艺采用175℃保温8小时。
2力学性能检测表3从上表3力学性能检测结果来看,两方案试样的强度(抗拉、屈服)数据相比差距不大而延伸率数据差距明显,不含Cr元素的方案1试样延伸率只有7-7.5%,比含Cr元素试样2的11%低了约1/3。
为此继续对型材的微观组织进行检测分析。
3 组织检测3.1 金相低倍试样1图2试样23.2 金相高倍试样1图3试样2对型材截面进行金相低倍检测,泡碱结果见上图2,左图试样1显示截面粗晶明显,其晶粒完全再结晶并且长大。
右图试样2截面整体基本为细晶组织,在型材表面有一层厚度约0.5mm左右的粗晶层,粗晶层主要是热挤压在制品表层形成的亚晶区经过加热固溶处理后形成的粗大再结晶晶粒组织区。
为更清晰显示出晶粒组织情况,通过阳极复膜方法在金相显微镜下观察两者的晶粒组织。
铝合金矩形管绕弯件尺寸精度的试验研究
杨银;闫晓东;王哲;陈松;李慧
【期刊名称】《材料科学与工艺》
【年(卷),期】2014(022)001
【摘要】铝合金矩形管绕弯成形时,截面畸变及回弹等问题严重影响弯曲件的几何精度,为了控制铝合金矩形管绕弯成形时弯曲件的尺寸精度,本文采用试验与理论相结合的方法研究了材料屈服强度及相对弯曲半径对矩形管截面畸变与回弹的影响.结果表明:随着屈服强度的增加,截面畸变及曲率半径回弹率也增加,但垂直径向方向的截面畸变变化相对较小;随着相对弯曲半径的增加,径向方向截面畸变及曲率半径回弹率逐渐减小,垂直径向方向截面畸变相差甚微.这为提高铝合金矩形管绕弯精度提供了有效途径.
【总页数】6页(P88-93)
【作者】杨银;闫晓东;王哲;陈松;李慧
【作者单位】北京有色金属研究总院加工事业部,北京100088;北京有色金属研究总院加工事业部,北京100088;北京当升材料科技股份有限公司,北京100070;北京有色金属研究总院加工事业部,北京100088;北京有色金属研究总院加工事业部,北京100088
【正文语种】中文
【中图分类】TG386
【相关文献】
1.芯棒对铝合金矩形管绕弯回弹作用的数值模拟 [J], 沈化文;刘郁丽;董文倩;杨合
2.CK6142数控车床经济切削状态下零件尺寸精度试验研究 [J], 姜志宏;常军然
3.XK714G数控铣床经济切削状态下零件尺寸精度试验研究 [J], 姜志宏;张晓莉
4.大尺寸铝合金件超塑成形尺寸精度控制数值模拟研究 [J], 刘仁飞;鲁世红;许国辉
5.铝合金薄壁件高速铣削尺寸精度的试验研究 [J], 孙燕燕;曹慧波;李跃
因版权原因,仅展示原文概要,查看原文内容请购买。