圆锥滚子轴承内圈滚道撂边分析_赵明良
- 格式:pdf
- 大小:1.09 MB
- 文档页数:4

轴承装后质量分析及解决方法1、内、外径尺寸超差原因及解决方法原因:(1)前工序的产品漏检;(2)装配检查环境温度变化大;(3)标准件与套圈恒温不够;(4)磨加工与装配用的标准件不合格。
解决方法:(1)认真做好产品百检,合格品与不合格品要分开,并有标识;(2)严格控制产品温度,尽量不使产品带温度检测;(3)装配检查环境温度要稳定,实现恒温;(4)标准件与套圈必须等温检测;(5)磨工标准件与装配标准件的误差不应大于0.001mm,否则送检定部门重新检定;(6)内径尺寸大、外径尺寸小的产品为废品要剔出;(7)内径尺寸小的、外径尺寸大的产品应返工修磨成为合格品。
2、套圈宽度及平行差超差原因及解决方法原因:(1)前工序的产品漏检;(2)宽度标准件磨损或超过使用有效期;(3)食品平台已磨损;(4)仪表出现“表跑”现象;(5)磨工与装后的标准件之间有误差,不合格;(6)产品端面有伤。
解决方法:(1)前工序要做好产品百检,合格品与不合格品要分开,并有标识;(2)宽度标准件要及时检定;(3)仪器平台要定期检定,损坏要及时修磨,(4)在检测中要及时校对仪表,杜绝“表跑”现象;(5)前工序标准件与装后标准件的误差超过0.001mm时,应送检定部门重新检定;(6)修磨掉产品端面伤痕后再检测。
3、圆锥滚子轴承装配高超差原因及解决方法原因:(1)内、外圈宽度超差;(2)内、外圈、滚动体直径及角度超差;(3)滚子相互差超差;(4)内圈大挡边宽度超差;(5)外圈、内圈及滚子相互接触不良;(6)对装配高抽检时因漏检造成。
解决方法:(1)认真做好前工序零件尺寸精度的百检,合格品与不合格品要分开,并有标识,防止混串;(2)在检测产品装配高时,在外圈上施加一个平稳的向下负荷,保证测量时外圈、内圈及滚子相互接触良好;(3)加强装后工序对装配高的抽检频次,尽量杜绝漏检现象。
4、角接触球轴承装后高超差原因及解决方法原因:(1)内、外圈宽度超差;(2)沟道曲率及位置不好造成滚道接触角超差,从而使装配高超差;(3)内、外圈沟道接触角超差;(4)外圈、内圈及钢球接触不良。

龙源期刊网
浅谈圆锥滚子轴承滚道过、欠磨对寿命的影响及纠正措施
作者:宋世新
来源:《农家科技下旬刊》2019年第09期
圆锥滚子轴承在加工中会出现因各种原因导致的滚道有缺陷的情况,造成滚道成品后尺寸过磨。
为保证正常配套,会通过一些措施来进行挽救。
常做的就是内(外)滚道过磨,调整外(内)滚道给予挽救,这样就能保证整体装配高满足要求,而且检测旋转精度也符合要求。
上述的说法有一定的误区,该措施不符合设计理念的要求。
从设计角度来看,滚动体沿滚道回转,其回转中心必须在回转中心线上(见图1),此时,滚动体的运动方式为纯滚动,摩擦最小。
当内滚道过、欠磨时,其回转中心偏离回转中心(见图2),此时滚动体的运转方式为滚动摩擦同时夹杂滑动摩擦,当过、欠磨尺寸越大,滑动的越严重,对轴承的使用寿命影响越大。
在生产中出现这样的问题时,将零件报废,影响交期,利用,影响使用寿命。
采用什么方式能够既不影响使用寿命也不影响交期呢?下面就来简单的介绍一下。
正常狀态下,内滚道母线延长线与轴线相交于O点,当内滚道过磨时,滚道母线延长线
与轴线交于O’点,必须使外滚道和滚子的母线延长线也交于O’点,此时才能保证滚动体是纯滚动摩擦。
通过这样的简单调整,对于过、欠磨量不大的产品,既满足了设计的要求,保证了产品的使用性能,又能够保证生产周期,两全其美。
轴承滚道圆度误差检测和信号处理
虞文华
【期刊名称】《测试技术学报》
【年(卷),期】1996(000)002
【摘要】本文提出并建立了一种轴承滚道圆度误差检测和信号处理系统。
系统利用圆度仪进行轴承滚道圆度误差的联机检测,然后由计算机对检测结果进行数据处理,分析误差产生原因,并可根据需要以数值或图形的形式输出结果。
该系统具有圆度误差检测、评定、频谱分析、误差源诊断等功能。
【总页数】5页(P646-650)
【作者】虞文华
【作者单位】浙江大学杭州 310027
【正文语种】中文
【中图分类】TG839
【相关文献】
1.精密圆锥滚子轴承内滚道圆度误差的控制 [J], 王军;李鸿刚
2.圆柱滚子轴承滚道圆度误差对旋转精度的影响 [J], 宋飞;李济顺;刘永刚
3.圆锥滚子轴承滚道面圆度误差的精密测量与分析 [J], 王文锋;郑锡伟;潘晓愚
4.滚道圆度误差作用下交叉滚子轴承的力学性能 [J], 黄健;李朝阳;陈兵奎
5.滚道圆度误差作用下交叉滚子轴承的力学性能 [J], 黄健;李朝阳;陈兵奎
因版权原因,仅展示原文概要,查看原文内容请购买。
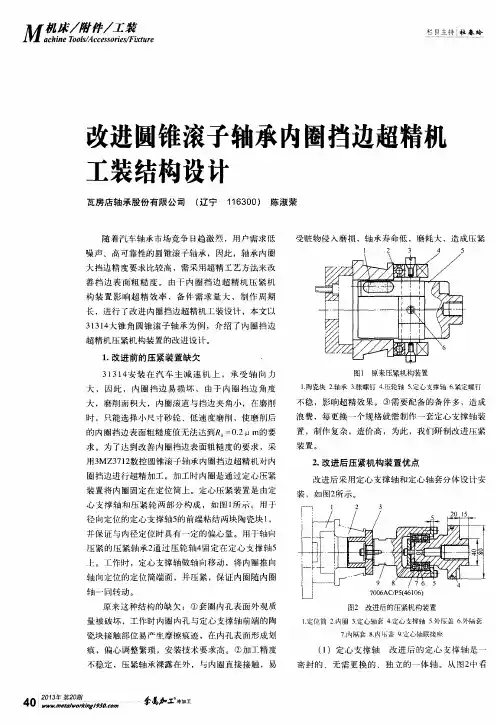
单列圆锥滚子轴承内圈大挡边厚度的有效控制对单列圆锥滚子轴承内圈磨加工中出现的大挡边厚度变化对轴承裝配高的影响进行了分析,同时分析了其对装配性能及轴承使用性能的影响,以便在磨加工过程中,有效控制大挡边厚度。
标签:圆锥滚子轴承;挡边厚度;装配高;轴承性能1 概述单列圆锥滚子轴承内圈大挡边厚度是轴承的设计的一个主参数,大挡边厚度的变化将直接影响轴承的装配高,在设计和加工阶段,大挡边对装配高的影响差别很大,如果不能很好的理解不同阶段的影响及内在联系,将造成产品的装配高不合格,而装配高作为轴承合套后的主要检查项目,其不合格将影响装配质量,甚至影响轴承的安装和使用,而大挡边厚度变化也影响轴承的使用性能及寿命[1-3]。
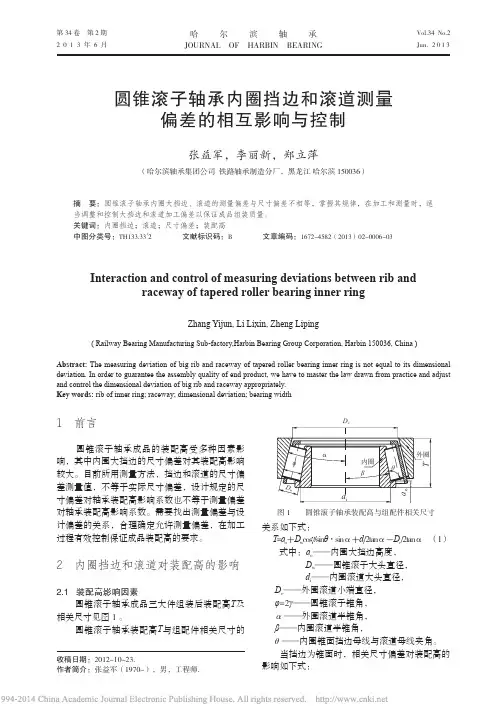
2 设计时大挡边厚度对装配高的影响由公式(1)可知:大挡边厚度对轴承装配高的影响为:?驻?壮=?驻a0。
式中:T为单列圆锥滚子轴承的装配高,a0为大挡边厚度,Dw为滚子大端直径,di为滚道与大挡边交点处滚道直径,E为外圈公称小内径,?琢为外圈滚道素线与轴心线的夹角,?茁为内滚道素线与轴心线的夹角,?准为滚子半锥角,?酌为滚子轴线与轴心线的夹角。
3 加工时大挡边厚度对装配高的影响轴承设计时,外滚道、滚子轴线及内圈滚道的延长线交于轴心线上的一点,以实现纯滚动。
当滚子和外圈分别向右移动时,其交点位置将会改变。
具体改变如图4所示。
设OB=-?驻a0,则由图4可知:外滚道素线向右平移距离为OD=-?驻a0sin2?准/sin?琢cos?茁,滚子轴线向右平移距离为OC=-?驻a0[1-tan?茁/tan(?琢-?准)],与前述相吻合,即三线将重新交于一点,但位于轴线上方。
这将使轴承运转不能实现纯滚动,且运转过程中负荷中心的位置不断变化,影响轴承的受力和变形,滚动体也将产生自旋转动,尤其是对高速轻载的轴承而言,自旋运动是非常有害的滑动,甚至会引起打滑现象,进而影响摩擦润滑等,最终影响轴承的使用寿命。
5 结束语综上所述,单列圆锥滚子轴承大挡边厚度的变化将影响内滚道尺寸变化,进而影响轴承的装配高,其对装配高的影响与设计时不同,在磨加工时应引起重视,避免装配高超差,造成废品。
推力圆锥滚子轴承车工外圈滚道和挡边的加工与测量推力圆锥滚子轴承车工外圈滚道和挡边的加工与测量轴承技术2007年第1期?9?推力圆锥滚子轴承车工外圈滚道和挡边的加工与测量(大型轴承厂)蒋卫国赵景周摘要:详细介绍推力圆锥滚子轴承外圈滚道和挡边的车加工,测量方法.关键词:推力圆锥滚子;车工外圈滚道;挡边;加工与测量符号说明:D一外圈外径D1一外圈滚道与挡边交点的径向尺寸n一外圈滚道与挡边交点距非基准面的高度T一夹持钢球测量nh一外圈滚道与挡边交点距非基准面的高度B一挡边与轴线的夹角L一夹持圆片测量的挡边尺寸Ot一滚道与水平方向的夹角H一挡边厚度N一台阶高度1概述推力圆锥滚子轴承由于安装拆卸方便,刚性较大,占用空间小,且能够承受较大的轴向载荷等优点越来越多的得到广泛运用.近期承接到推力圆锥滚子轴承LY一9003新产品.该类 D1-?产品为以往从没有加工过的见(图1).外圈滚道和挡边如何加工和测量则成为新的课题.经走访了其它单位并参考量具设计标准得知挡边的测量方法如(图2),计算方法见※.它是以滚道定位用直尺以夹持圆片的方法来测量挡边尺寸的,这样就需要先加工滚道,只有当滚道加工合格了才能用直尺以夹持圆片的方法来测量挡边尺寸.这样不但需要设计用来测量外圈滚道角度和尺寸的测块同时还要设计用来测量挡边尺寸的夹持圆片及测量挡边角度用的样板. 显然用这样的方法测量外圈滚道和挡边比较复杂,且量具的制造周期比较长.另外用夹持圆片的方法来测量挡边尺寸,夹持圆片的孔径最小@lOmm,而这个产品的小挡边高度h才6.8 n'lrn.显然用夹持圆片的方法来测量挡边尺寸是不合适的.因此用什么方法既少设计量具又能方便准确的测量出外圈滚道和挡边尺寸呢? :2=CD十图1H+?10?轴承技术2007年第1期图2※由工序图已知:DI(D1大,D1小),,B,r 求:t.,max,Lmin'.'-y/2=(90.+p—a)/20=一p0102=r/sin()01F=0102×sin0EF=r一01F则:Lmax=D1大+2EFLmin=D1小+2EF2解决问题的方法该产品加工设备选在C630机床上加工挡边和滚道并制定了以下加工路线:在加工完内径,外径,端面后先车台阶一车挡边一车滚道,如 (图3).车挡边时以外径为基准用挡边厚度样板(同调心滚子轴承内圈小挡边厚度样板)来控制尺寸和角度,H=[(D—D1)/2]一tg13木h.车滚道时角度用角度样板来控制,滚道尺寸用夹持钢球的方法来测量,并参考量具设计标准关于推力球面滚子轴承底厚(初车用)的计算公式推导出计算推力圆锥滚子轴承滚道尺寸的计算公式如下:见(图4) 车滚道图3Y/Z图4由工序图已知:n,ot,B,r求:T'.'/2=(90.+B—a)/20102=r/sin()0="//2一B01A=0102×cos0则:T=n+01A+r钢球的选取:钢球半径r~-2/3h并参照检查圆锥滚子轴承内圈挡边厚度所用钢球选取标准的钢球.3结论经过对产品的车,磨加工进行跟踪测量,认为这种测量方法能够非常简便准确地测量出车加工的滚道和挡边的尺寸和角度.又经过以后 LY一9007,LY一9009,LY一9010等同类轴承加工的验证,认为这种测量方法已经比较成熟,可以做为今后车加工和测量此类轴承的依据,进行推广使用.。