互换性与技术测量公差与配合
- 格式:ppt
- 大小:2.21 MB
- 文档页数:165

课后题第一章习题
第一章 圆柱公差与配合
(9学时)
基本要求:
公差配合基本术语及定义,公差带图示法。
圆柱体结合的特点。公差与配合国家标准的体系和结构,标准公差,基本偏差,公差带与配合。公差与配合的选用:基孔制与基轴制的选择,公差等级的选择,配合的选择,不同基准制的应用。公差与配合在图纸上的标注。
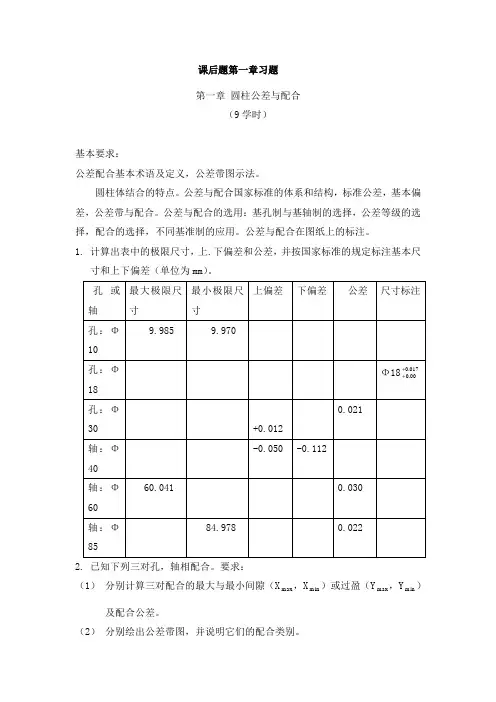
1. 计算出表中的极限尺寸,上.下偏差和公差,并按国家标准的规定标注基本尺寸和上下偏差(单位为mm)。
孔或轴 最大极限尺寸 最小极限尺寸 上偏差 下偏差 公差 尺寸标注
孔:Φ10 9.985 9.970
孔:Φ18 Φ18017.000.0
孔:Φ30
+0.012 0.021
轴:Φ40 -0.050 -0.112
轴:Φ60 60.041 0.030
轴:Φ85 84.978 0.022
2. 已知下列三对孔,轴相配合。要求:
(1) 分别计算三对配合的最大与最小间隙(Xmax,Xmin)或过盈(Ymax,Ymin)及配合公差。
(2) 分别绘出公差带图,并说明它们的配合类别。 ① 孔:Φ20033.00 轴:Φ20065.0098.0
② 孔:Φ35007.0018.0 轴:Φ350016.0
③ 孔:Φ55030.00 轴:Φ55060.0041.0
3. 下列配合中,查表1——7,表1——10,表1——11确定孔与轴的最大与最小间隙或过盈以及配合公差,画出公差带图,并指出它们属于哪种基准制和哪类配合?
(1)Φ50H8/f7 (2)Φ80G10/h10 (3)Φ30K7/h6
(4)Φ140H8/r8 (5)Φ180H7/u6 (6)Φ18M6/h5
4.将下列基孔(轴)制配合,改换成配合性质相同的基轴(孔)制配合,并查表1——8,表1——10,表1——11,确定改换后的极限偏差。

公差配合与测量(互换性与测量技术)复习题含参考答案
一、单选题(共30题,每题1分,共30分)
1、H7/f6的配合性质为()
A、过渡配合
B、间隙配合
C、过盈配合
正确答案:B
2、用径向全跳动测量()时,若跳动不超差则其误差也不会超差。
A、平面度
B、圆度
C、圆柱度
D、直线度
正确答案:C
3、标准规定了()优先数系列。
A、1个
B、5个
C、10个
D、4个
正确答案:B
4、()最小实体尺寸是控制其实际尺寸的。
A、孔和轴的
B、孔的
C、轴的
正确答案:A
5、公差带相对于零线的位置反映了配合的()。
A、精确程度
B、松紧变化的程度
C、松紧程度
正确答案:C
6、端面全跳动的公差带与平面对轴线的()公差带相同
A、平行度
B、垂直度 C、倾斜度
D、对称度
正确答案:B
7、垂直度公差属于()
A、不确定
B、形状公差
C、定位公差
D、定向公差
正确答案:D
8、对于有配合要求的孔和轴尺寸公差应采用( )等级。
A、较大
B、较高
C、较低
D、较小
正确答案:B
9、对于游标卡尺主尺的刻线间距为()mm。
A、0.5
B、0.02
C、1
D、2
正确答案:C
10、配合公差的数值愈小,则相互配合的孔、轴的公差等级()。
A、愈高
B、过盈大
C、间隙大
D、愈低
正确答案:A
11、()最大实体尺寸是控制其作用尺寸的。
A、轴的
B、孔的
C、孔和轴的
正确答案:C
12、对于同一被测要素,位置误差包含被测要素的()误差。
A、几何 B、尺寸
C、粗糙度
D、形状
正确答案:D
13、基本评定参数是依照()来测定工件表面粗糙度的。
A、波距
B、波度
C、波高
D、波纹
正确答案:C
14、位置度公差属于()
A、跳动公差
B、定位公差
C、定向公差
D、形状公差
正确答案:B
15、零件尺寸误差同形位误差采用包容要求时应遵守( )边界。
A、实效边界
B、最大实体

第一、公差配合
一、 公差配合的基本术语
1. 基本尺寸(或公称尺寸):设计图样所规定的基本计算尺寸。如: 005.0010.025 则此25为基本尺寸(或公称尺寸)。
2. 实际尺寸:工件加工后通过测量所得的尺寸。
3. 最大极限尺寸:在公差范围内工件尺寸的最大值。如:005.0010.025mm,则最大极限尺寸为25+0.005=25.005mm。
4. 最小极限尺寸:在公差范围内工件尺寸的最小值。如:005.0010.025mm,则最小极限尺寸为25-0.010=24.990mm。
5. 上偏差:最大极限尺寸与名义尺寸的差数。如:005.0010.025,则上偏差为25.005-25=+0.005mm。
6. 下偏差:最小极限尺寸与名义尺寸的差数。如005.0010.025,下偏差为24.990-25=-0.010㎜。
7. 实际偏差:实际尺寸与基本尺寸之差。如轴承内径的基本尺寸为25mm,若某一套的实际尺寸为24.995mm,则此轴承内径的实际偏差为24.995-25=-0.005mm。
8. 公差:即允许的偏差范围。也就是最大极限尺寸与最小极限尺寸的差数。如:005.0010.025mm,公差为25.005-24.990=0.015 mm。公差是一个不等于零,而且没有正、负的数值。因此习惯上说“零公差”、“正公差”“负公差”是不妥当的,更不应把公差和偏差混为一谈。公差是表示一个范围的数值,而偏差则是一个有正负(或零)的数值。
9. 零线和公差带:
零线为基本尺寸的界线;下图中箭头所指的线为零线。
公差带:由代表上、下偏差的两条直线所限定的一个区域。
常用向右上方倾斜的细实线表示孔公差带,用网纹表示轴公差带。
10. 配合:基本尺寸相同的,相互结合的孔或轴公差带之间的关系,称为孔和轴的配合。根据配合的松紧程度的不同,配合可分为间隙配合、过盈配合及过渡配合。

《公差配合与技术测量》 第1讲 主讲人:
班级 日期
课 题 第一章 绪论
目的任务 了解学习公差课的目的,启发学习本课程的兴趣。
基本要求 了解互换性历史,理解互换性定义、了解互换性的应用
重点难点 1.互换性的定义
2.加工误差与公差
教学方法 讲述
第一章绪论
本书的主要任务是,使学生具备机械加工高素质劳动者和中、初级专门人才
所必要的极限与配合的基本知识,几何量测量的基本理论,检测产品的基本技能。
主要内容包括极限与配合、表面粗糙度、形状和位置公差、花键公差、螺纹公差、
齿轮公差等最新国家标准以及技术测量的基础知识。 互换性概述 在日常生活中,经常会遇到零件互换的情况,例如,机器、汽车、拖拉机、
自行车、缝纫机上的零件坏了,只要换上相同型号的零件就能正常运转,不必要
考虑生产厂家,之所以这样方便,就是这些零(部)件具有互相替换的性能。要
实现专业化生产必须采用互换性原则。
举例:螺钉,灯泡,汽车,飞机,彩电等等。
一、互换性基本概念
(一)互换性的含义
在机械工业中,互换性是指相同规格的零(部)件,装配或更换时,不经
挑选、调整或附加加工,就能进行装配,并且满足预定的使用性能。
(二) 互换性的种类
按互换的程度可分为完全互换性与不完全互换性
1.完全互换性 同一规格工件装配前不作任何挑选,装配时不需辅助加工,装配后能滿足其
使用要求。
2.不完全互换性
适当放大公差值,加工测量后分组装配,滿足其使用要求。作用在于解
决加工困难,降低生产成本。
二、互换性的作用
1、从设计上看
2、从制造上看
3、从装配上看
4、从使用上看
综上所述,互换性是现代化生产基本的技术经济原则,可以提高生产率,
有利于专业化大生产,缩短维修时间,降低生产成本等,在机器的制造与
使用中具有很重要作用。
课程简介与教学要求
1. 特点:专业技术课(主干)
定义多,概念多,符号多 , 标准多,记忆内容多,但简单,易学。
2 .重要性:承上启下。