镀锌白锈说明最终
- 格式:docx
- 大小:11.76 KB
- 文档页数:5
热镀锌钢白锈产生原因分析及预防内容介绍>>热镀锌钢产品经长时间运输后,发现原本光亮平滑的产品表面上出现大量白色或灰色粉末,产品发黑,严重的地方甚至出现了锈斑。
实际上,新镀好的热镀锌件以密排堆放的方式在潮湿和通风不好的环境中储存和运输时,在镀层表面会形成白色或灰色的粉状腐蚀产物,这种腐蚀产物就是通常所说的白锈。
一般说来,当镀件表面白锈的量不多时,不会对镀层的防腐性能造成影响,它会随着镀锌件表面干燥而逐渐消失。
但是如果运输或储存方式不当,白锈也可能变得很严重,不但影响产品的外观,甚至会降低镀锌件的使用寿命。
热镀锌层白锈的产生长期以来都是影响镀锌产品和工程质量的难题,是产品和工程质量验收争论的焦点,镀锌厂家和施工单位也经常为此而困扰。
本文通过对产生白锈的热镀锌产品进行分析,探讨了热镀锌钢白锈的产生机理,并提出了预防及处理措施。
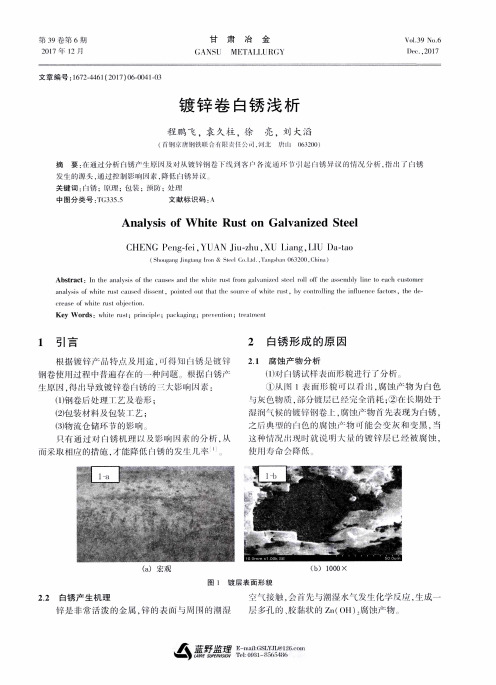
1 白锈产生的原因分析1.1 腐蚀产物分析观察发生白锈的产品,在产品白锈较轻微的部位,用细砂纸轻轻磨去腐蚀产物,在磨平的表面用磁性测厚仪进行测量,发现仍有足够厚的热镀锌层保护钢基。
但用上述方法对腐蚀严重的、出现红锈的地方测量,发现镀层几乎消耗完全,热镀锌层已无法对钢铁提供保护。
对发生严重白锈的工件取样进行扫描电镜微观成分分析,在镀锌层表面形成的腐蚀产物较疏松,未能形成一层致密腐蚀产物膜来阻止腐蚀进一步进行。
在发生白锈的热镀锌层表面收集腐蚀产物粉末进行X射线衍射分析,结果表明,腐蚀产物由ZnCO3和ZnO组成。
1.2 白锈形成的原因锌是非常活泼的金属,锌的表面与周围的潮湿空气接触,会首先与潮湿水气发生化学反应,生成一层多孔的、胶粘状的Zn(OH)2腐蚀产物。
随后,氢氧化锌会进一步与大气中二氧化碳反应,生成一层薄的、致密的、有一定粘附性的碱式碳酸锌ZnCO3腐蚀产物,可以阻止镀层进一步腐蚀。
当镀锌件紧密的堆积并置于潮湿的空气中时,由于镀件间的表面没有自由流动的空气,镀层的局部表面将不能发生形成上述腐蚀产物保护膜的化学反应,而是发生电化学腐蚀,形成白锈。

浅谈热镀锌表面缺陷分析及控制对热镀锌层表面的缺陷原因进行了分析,并根据生产实践提出一些控制表面缺陷的方法。
标签:热镀锌;镀层缺陷;缺陷控制热浸镀锌是提高钢铁抗大气腐蚀性能的有效方法之一,因其镀层性能优良、使用寿命长、作为保护层基本不维护而被广泛应用于输电铁塔、微波塔、高速公路护栏、路灯杆、电力金具等长期室外暴露的钢铁制件的防腐蚀。
热镀锌层表面有许多常见质量缺陷如漏镀、条状羽毛白花纹、镀层超厚、粗糙、灰暗、泪痕条纹、龟裂纹、晶体状凸起纹、“白锈”等,其影响因素较多,且控制相对较难。
对此,可以从加强工艺控制着手,辅以必要的工艺措施,以提高热镀锌表面质量。
下面就热镀锌层表面缺陷原因及控制方法进行分析:1、表面预处理表面预处理不好是造成漏镀(露铁)的主要原因。
钢材在出厂、存储、运输、加工过程中不可避免地沾上油漆或矿物脂,有时焊接部位探伤面需涂抹难清理的特殊油脂等,大多数企业又无脱脂工序,仅靠酸洗去除表面杂质,从而很容易造成漏镀(露铁)。
另一种情况则是因酸洗过程中酸洗件比较集中、堆放密集、重量大等因素,造成欠酸洗和夹线,或因酸洗浓度过高使酸盐沉淀于表面、沟槽之中,不水洗或水洗不彻底,也很容易形成漏镀、虚镀现象。
再者,因溶剂老化、失效,加之在烘干过程中没有及时将工件摆开,或烘干时间较长使钢件表面出现二次微氧化、形成酸性铁盐覆盖在表面上时,也极易出现漏镀,特别是在相对湿度较大的气候和大雾天气时较为常见。
此种情况往往容易被忽视。
此外,采用溶剂热镀锌时,最常用的ZnCl2与NH4Cl混合水溶液的配比不正确时,没有形成共晶点,特别是在浓度过高的情况下,在支撑板焊接角缝圆形孔内极易出现夹灰性漏镀。
2、镀锌层厚度不够镀锌层厚度达不到标准要求将直接影响产品的使用寿命。
镀锌层厚度不够的原因如下。
(1)锌液温度的影响。
当锌液的温度低于430℃时,锌铁扩散速度低,不易生成足够的铁锌合金层,整个镀层就薄;当温度在460℃时锌层增厚,当温度继续升高,锌液变稀,锌层又变薄。


不锈钢:SUS200系列(包括201、202等)SUS300系列(包括301、304、310S、321、316L等)和SUS400系列(包括409、410、420J1、420J2、430、436L、444等)热镀锌板:SGCC,SGCD,SGCE系列电镀锌板:SECC,SECD,SECE系列冷轧板: SPCC,SPCD,SPCE热轧酸洗板:SPHC,SPHD,SPHE铝板: ALSPTE馬口鐵BRASS黃銅COPPER紅銅PBS磷青銅SK碳素鋼SPCC、SECC、SGCC 的差异性我们通常所说的板材,是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。
众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。
近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。
本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。
1 板材牌号及标记的识别1.1 冷轧普通薄钢板冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。
它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275;符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。
关于镀锌白锈说明最终 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】关于镀锌白锈发现原本光亮平滑的产品表面上出现大量白色或者灰色的粉末,产品发黑。
实际上,新镀好的热镀锌件以密排堆放的方式在潮湿或者通风不好的环境中储存和运输时,在镀层表面会形成白色或者灰色的粉状腐蚀产物,这种腐蚀产物就是通常所说的白锈。
一般说来,当镀件表面白锈的量不多时,不会对镀层的防腐性能造成影响,它会随着镀锌件表面干燥而逐渐消失。
1、白锈产生的原因分析观察产生白锈的产品,在产品白锈较轻微的部位,用细纱布轻轻磨去腐蚀产物,在磨平的表面用磁性测厚仪进行测量,发现仍有足够厚的热镀锌层保护钢基。
锌是非常活泼的金属,锌的表面与周围的潮湿空气接触,会首先与潮湿水气发生化学反应,生成一层多孔的、胶粘状的Zn(OH)2腐蚀产物。
随后,氢氧化锌会进一步与大气中的二氧化碳反应,生成一层薄的、致密的、有一定粘附性性的碱式碳酸锌ZnCO3腐蚀产物,可以阻止镀层进一步腐蚀。
当镀锌件紧密的堆积并置于潮湿的空气中时,由于镀件间的表面没有自由流动的空气,镀层的局部表面将不能发生形成上述腐蚀产物保护膜的化学反应,而是发生电化学腐蚀,形成白锈。
白锈的形成机理实际上就是“氧浓差腐蚀电池”的原理。
在潮湿环境中镀件密集堆放时发生的腐蚀反应可以简化成发生在两镀锌层间被压扁的水珠中的反应,这水珠仅有很小的表面暴露在空气中,接近水珠中心的锌表面和在水珠周边的锌表面的氧的供给量是不同的,这就是导致两处锌的电位不同,从而形成氧浓差腐蚀电池。
电化学腐蚀速度远高于化学反应腐蚀的速度,阳极区的锌会很快被腐蚀,腐蚀产物为没有保护能力的、相对易溶的氢氧化锌。
由于空气中的CO2很难进入阳极区,这就阻止了氢氧化锌向起保护性作用的碳酸锌转变,而在部分脱水后主要以Zn(OH)2和ZnO的混合物形式(又称碱式氧化锌)存在。
在这种情况下的腐蚀产物不能抑制反应的继续进行。
镀锌工件出现白锈后的处理措施镀件表面可能会出现大量的白锈,但实际上对镀层的腐蚀是比较轻微的。
在大多数情况下,白锈的出现并不表明镀层已严重破坏,也并不一定意味着镀件的使用寿命会减少。
当镀件表面的锈迹是轻微而平滑的或用指尖可以轻刮即掉的,在正常的工作环境中,锈斑会逐渐的减小并和周围的锌表面混成一体,在使用期限内不会对镀件的性能有影响。
如果镀件上的锈迹在镀件安装后将暴露不充分,或将在潮湿的环境下工作,即使是非常浅的白锈也应去除,这样就不妨碍生成碱式碳酸锌保护膜。
一.中度到重度的白锈必须清除,否则在白锈生成区内就不能生成必要的碱式碳酸锌保护膜。
腐蚀产物要用硬毛刷来清除,不能用钢丝刷。
在清除白锈后,必须检查腐蚀区的镀层厚度以确保留有足够的镀锌层。
二.在长期储存且生有白锈的制件上,典型的白色和灰色的腐蚀产物可能会变黑。
当这种情况出现时,就说明大量的镀锌层已经被腐蚀,镀件的使用寿命会降低。
三.在极端情况下,由于在恶劣的环境中长期存放,形成了严重的白色沉淀物或红锈,这已损害镀件在预期使用期内的使用,就必须重镀或按照相关标准的规定的方法进行局部修补。
四.当钝化后的工件如果因存放不当或其他原因使其表面生成“白锈”等现象后,可采用化学清洗办法对其表面清洗。
五.清除的方法清洗办法之一(表面锈面积不大):用砂纸将镀锌件上表面的“白锈”除去;用浓度为5%~10%(质量)的硫酸亚铁铵溶液对其表面进行还原;在24h内用0.06%CrCl3 +0.004%Cro3溶液对其表面钝化。
清除办法之二:采用低铬酸溶液加入3%~5%的硝酸对其表面浸泡10~20s即可。
特别声明:以上内容(如有图片或视频亦包括在内)为自媒体平台“网易号”用户上传并发布,本平台仅提供信息存储服务。
随着汽车工业的开展,汽车用热镀锌钢板的国产化程度不断提高,轿车的开展对热镀锌板的质量、品种和规格提出了更高的要求。
热镀锌板由于使用需要,长期暴露于大气中,易于受到大气中潮湿气、SO2以及Cl-等的腐蚀,影响产品质量,缩短产品的使用寿命。
在沿海城市及重工业地区,由于同时受到ph值、NO3、固体颗粒等影响,热镀锌板的腐蚀速率也会加快,对其耐腐蚀性能提出了更高的要求。
热镀锌板在盐雾实验中,外表锌层首先被腐蚀,腐蚀产物比拟疏松,呈白色絮状覆盖在钢板外表,称之为“白锈〞。
随着盐雾喷淋时间的延长,镀层逐渐被腐蚀殆尽,随后基板开场腐蚀,腐蚀产物为红色,称之为“红锈〞。
由此可见,镀层的厚度与组成是决定红锈产生时间,即镀层腐蚀完毕、基板开场腐蚀所需时间的决定因素。
本章通过盐雾腐蚀实验和电化学实验比拟稀土含量对镀锌板耐腐蚀性能的影响,并运用XRD分析腐蚀产物,对实际生产提出指导性意见。
1 镀层厚度的测量结果在镀前处理工艺及冷却方式一样的情况下,镀层厚度与热浸镀时间和锌液成分有关。
图4-1所示为采用传统镀锌液成分(Zn-0.177Al)浸镀时间与钢板外表镀层厚度之间的关系。
浸镀时间增加,镀层也逐渐增厚。
当浸镀时间较短(<2min)时,镀层的连续性较差,容易产生漏镀。
浸镀时间超过120s后,镀层已完全覆盖钢板。
把钢板外表划分为9个区域,用测厚仪在每个区域取10个测量点进展测量,计算平均值作为此区域的平均厚度值,得到镀层厚度曲线(图4-2)。
结合钢板外表宏观形貌来看,传统镀锌液流动性较差,钢板出锌锅后外表锌液向下流动速率较慢,凝固后外表锌层存在波浪状起伏,两侧厚度差较大,厚度明显不均。
由于钢板出锌锅后采用竖直流平冷却的方式,因此靠近钢板底部的7、8、9三个点的平均厚度要高于其他各点。
整体上看,随着浸镀时间的延长,镀层厚度也呈增加的趋势。
图1 镀层平均厚度与浸镀时间的关系(不含稀土)图2 镀层不同区域厚度曲线图(不含稀土)(a)厚度曲线;(b)测量区域由3.1.2及3.3.1的计算可知,镀锌液中添加稀土元素后,锌液流动性增加,外表力降低,锌液与基板间的润湿角减小,因而在样板竖直凝固及冷却过程中,锌液不断向下流动,甚至滴落,最终样板外表的粘锌量较少。
锌镀层的钝化处理发布时间:2008-09-12一、六价铬钝化处理锌的化学性质活泼,在大气中容易氧化变暗,最后产生“白锈〞腐蚀。
镀锌后经过铬酸盐处理,以便在锌上覆盖一层化学转化膜,使活泼的金属处于钝态,这就叫锌层铬酸盐钝化处理。
这层厚度只有0.5μm以下的铬酸盐薄膜,能使锌的耐蚀性能提高6倍~8倍,并赋予锌以美丽的装饰外观和抗污能力。
目前钝化主要有六价铬钝化与三价铬钝化。
铬酸盐钝化不仅作为防护层,而且在一些低档产品上经白钝化,或者白钝化经有机料着色,可作为防护-装饰用途。
铬酸盐钝化液由铬酸、活化剂和无机酸组成,锌与钝化液发生作用,导致锌溶解、六价铬复原成三价铬,并在反响中消耗氢离子,当锌和溶液界面上的pH值上升到3以上时,产生一系列的成膜反响,凝胶状钝化膜就在锌界面上形成。
关于钝化膜形成的机理和膜层的化学组成仍有争论。
一般认为锌层钝化膜是由碱式铬酸铬、碱式铬酸锌和水合三氧化铬等组成的水合物。
经分析膜中三价铬含量占28.2%,六价铬占8.68%,水分占19.3%。
其中三价铬是钝化膜的骨架,六价铬靠吸附、夹杂和化学键力填充于三价铬的骨架之中,故六价铬的含量直接影响钝化膜的耐蚀性。
当钝化膜受到磕、划、碰伤时,在潮湿空气中六价铬可溶于水膜内,在破损处成膜给予自动修复,这是铬酸盐膜的重要优点之一。
长期以来人们认为钝化膜的彩虹色是由于化学组成决定的。
三价铬呈淡绿色和绿色;六价铬呈橙红至红色;不同价态和不同量的铬相混合就出现了五颜六色。
这就是化学成色学说。
但是它不能解释从不同角度看颜色各异;不同钝化手法可得到有层次的色阶;随钝化膜厚度增加颜色的变化规律同所见光光波所显示的颜色一样;以及枯燥过程色彩变化等现象。
如是我国研究者提出了物理成色即光波干预成色的学说。
根据光波干预原理,入射光到达钝化膜外表一局部被反射,一局部透过钝化膜由锌层外表再反射出来,于是从外外表和从内外表反射出来的光产生光程差。
当光层差等于*颜色的光波之半或它的奇数倍时,就会发生光波干预而抵消一局部,我们肉眼所见只是该色的辅色。
关于镀锌白锈
发现原本光亮平滑的产品表面上出现大量白色或者灰色的粉末,产品发黑。
实际上,新镀好的热镀锌件以密排堆放的方式在潮湿或者通风不好的环境中储存和运输时,在镀层表面会形成白色或者灰色的粉状腐蚀产物,这种腐蚀产物就是通常所说的白锈。
一般说来,当镀件表面白锈的量不多时,不会对镀层的防腐性能造成影响,它会随着镀锌件表面干燥而逐渐消失。
1、白锈产生的原因分析
观察产生白锈的产品,在产品白锈较轻微的部位,用细纱布轻轻磨去腐蚀产物,在磨平的表面用磁性测厚仪进行测量,发现仍有足够厚的热镀锌层保护钢基。
锌是非常活泼的金属,锌的表面与周围的潮湿空气接触,会首先与潮湿水气发生化学反应,生成一层多孔的、胶粘状的Zn(OH)2腐蚀产物。
随后,氢氧化锌会进一步与大气中的二氧化碳反应,生成一层薄的、致密的、有一定粘附性性的碱式碳酸锌ZnCO3腐蚀产物,可以阻止镀层进一步腐蚀。
当镀锌件紧密的堆积并置于潮湿的空气中时,由于镀件间的表面没有自由流动的空气,镀层的局部表面将不能发生形成上述腐蚀产物保护膜的化学反应,而是发生电化学腐蚀,形成白锈。
白锈的形成机理实际上就是“氧浓差腐蚀电池”的原理。
在潮湿环境中镀件密集堆放时发生的腐蚀反应可以简化成发生在两镀锌层间被压扁的水珠中的反应,这水珠仅有很小的表面暴露在空气中,接近水珠中心的锌表面和在水珠周边的锌表面的氧的供给量是不同的,这就是导致两处锌的电位不同,从而形成氧浓差腐蚀电池。
电化学腐蚀速度远高于化学反应腐蚀的速度,阳极区的锌会很快被腐蚀,腐蚀产物为没有保护能
力的、相对易溶的氢氧化锌。
由于空气中的CO2很难进入阳极区,这就阻止了氢氧化锌向起保护性作用的碳酸锌转变,而在部分脱水后主要以Zn(OH)2和ZnO的混合物形式(又称碱式氧化锌)存在。
在这种情况下的腐蚀产物不能抑制反应的继续进行。
通常储运情况下产生的白锈不会太严重。
由于热镀锌钢表面的镀锌层较厚,通常白锈对热镀锌钢的作用寿命没有明显影响。
白锈的严重程度取决于镀锌层间凝结水的成分和在所处环境中持续的时间。
2、1白锈的预防
尽管生产厂家做防护处理,由于养护时间不够又急于使用。
再有储存及运输时需要紧密堆放在一起时,应该采取足够的预防措施来防止白锈。
在镀件周围保持低湿度的环境和在堆放的镀件间保证足够的通风,可使白锈减至最少,也就是说提供干燥和良好的通风环境尤其重要。
具体预防措施有
(1)热镀锌件经水冷后,即进行表面处理。
如镀锌管和中空的镀件在镀锌后可涂一种清漆;线材、板材和网材这类产品可打蜡或涂油;热镀锌结构件可采用铬酸盐钝化或无铬钝化。
(2)应将镀件至于干燥的、有良好的通风环境中。
(3)如果镀件不得不在户外存放,镀件不应直接堆放在湿的土壤或腐烂的植被上,应该从地面架高并用窄木条隔开,以使所有镀件表面存在自由流动的空气。
镀件应该稍微倾斜放置以方便排水。
(4)当镀锌钢需要海运时,由于镀件表面可能存在冷凝水,故镀件间使用木条隔离包装较好。
含松脂的木材不能用作隔离用的木条,因为松脂本身就有腐蚀性。
在运输和储存镀件时应使用干燥的、未用防腐剂和防火剂处理过的木条,如杨树、槐树和杉木。
存放在容器中的小镀件在包装前要彻底干燥。
用包装箱密封时,建议加入一些干燥剂,另外,不应该把镀件作为船面货物托运,也不应该把他们放入船的底舱处,以免与底舱污水接触。
前面已经提到过,海水会加剧电化学腐蚀,使白锈更加严重。
在海上特别是热带海洋湿度很大,这时给热镀锌钢提供干燥和良好的通风环境就尤其重要。
2、2
出现白锈后的处理措施
在大多数情况下,白锈并不表明镀锌层以严重破坏,也并不一定意味着镀件的使用寿命会减少。
发生白锈后,应将原先密堆的镀件摆开以使其表面迅速变干,并立即检查。
当镀件表面的白锈较轻微时应用干布擦去锈迹。
因为在潮湿的环境下,镀件表面非常轻微的白锈也可能妨碍碱式碳酸锌腐蚀产物保护膜的形成。
中度到重度的白锈可用硬毛刷来清除,不能用钢丝刷。
在清除白锈后必须检查产生白锈部位镀层厚度,以确保留有足够的镀锌层保护钢基。
在存放很久的有白锈的工件上,典型的白色和灰色的腐蚀产物可能会变黑。
当这种情况出现时就说明大量的镀锌层已经被腐蚀,使用寿命会降低。
在极端的情况下,由于在恶劣的环境中长期存放,形成了严重的白色沉积物或红锈,它已损坏镀件的使用寿命,就必须重镀或按相关标准规定的方法做局部补修。
3国内外有关标准对白锈的评述
国内外的热镀锌标准中对镀层出白锈的问题均有一定的评述,值得借鉴。
现总
结如下:
GB/T13912-2002(国家标准《金属覆盖层钢铁制件热镀锌层技术要求及实验方法》)6.1外观:“潮湿条件下储存的镀锌工件,表面允许有白锈(以碱式氧化锌为主的白色或灰色腐蚀产物)存在。
ISO1461-1999(ISO标准《钢铁制件热浸镀锌技术条件与试验方法》);“潮湿条件下产生的白锈(镀锌后在潮湿条件存储形成的白色或灰色产物,主要是碱式氧化锌)也不应视为报废的原因....为了防止制件在潮湿环境中存放时产生白锈,不需要在涂漆的工件镀锌之后应进行适当的表面处理。
”
ISO 1459-1973(E)(ISO标准《金属覆盖层-用热镀锌保护防腐的指导原则》)。
“镀层表面白色的痕迹(通常称作储存湿锈或白锈)是影响外观的,但通常对镀层其他性能并无损害。
如果希望热镀锌制品保持刚镀出时的光亮的外观,需要有特别的储存条件。
热镀锌后立即加以表面处理可避免或减少这些白锈的生成。
”
JIS H8641-1983〔日本工业标准《热镀锌》〕;“白锈:镀件存放时与雨水等接触产生白锈。
一旦脱离那个环境便会逐渐消失。
另外,由于白锈对锌层消耗很小,所以对耐腐蚀几乎没有影响。
”
BS 729:1971(英国标准《钢铁件的热浸镀锌层》):“应特别注意镀锌件的运输及储存条件,以避免出现储存湿锈(即白锈)刚镀过锌的锌件在潮湿及通风不良的条件下进行运输或存放往往出现这些所谓的白锈。
通过锌后处理可以减少白锈的出现。
”
由此可见,白锈是热镀锌层较常见的一种表面缺陷,但一般也不能作为拒收的理由。
4结论
(1)在海洋环境下,热镀锌产生的白锈由ZnCL2?4Zn(OH)2、2ZnCO3、3Zn(OH)2和ZnO组成出,它的结构疏松,不能形成具有保护作用的腐蚀产物膜。
(2)白锈的产生机理实际是氧浓差电化学腐蚀。
在海洋环境下,由于CL-的存在,会提高水的电导率从而增大电化学腐蚀的速度。
(3)将镀件置于干燥的环境并保证镀件间足够的通风,可减少白锈的产生。
(4)镀锌钢表面疏松的腐蚀产物应注意清除干净,以免它的存在妨碍碱式碳酸锌腐蚀产物保护膜的形成。
(5)白锈是热镀锌层较常见的一种表面缺陷,一般不能作为拒收的理由。