连铸工艺、设备-03连铸坯凝固与传热
- 格式:pptx
- 大小:10.51 MB
- 文档页数:72
连铸坯凝固与传热连铸过程中铸坯的凝固和传热是连铸设备设计工艺、工艺控制和质量控制的基础,是连铸工作必须掌握的知识。
第1节连铸坯凝固传热的特点钢液在连铸过程中的凝固是一个热量释放和传递的过程,有两个特点。
*在运动(动态)过程中凝固放热*在不同时期散热和传热的方式是不同的一、连铸坯的凝固过程实质上是一个传热的过程。
钢液在转变成固态过程中是分为几个过程。
热量Q包括:1.过热:从浇注温度T C冷却到液相线温度T L放出的热量,C1(T C-T L);2.潜热:从液相线温度T L冷却至固相线温度T S放出的热量以L f表示;3.显热:从固相线温度T S冷却到环境温度To放出的热量C S(Y S-T O);大约有1/3的热量是从液态→固态放出的, 而其余热量是完全凝固后冷却放出的。
连铸过程中钢液凝固可分三个传热冷却区。
*一次冷却区:形成足够厚度的坯壳以保证铸坯出结晶器不漏钢。
*二次冷却区:使铸坯完全凝固。
*三次冷却区:空冷区。
从热平衡来看*钢水结晶器→二冷区→空冷区大约有60%的热量放出来,铸坯才能完全凝固。
这部分热量放出的速度决定了铸机的生产率和铸坯的质量。
*铸坯切割后还有40%热量要放出来,为了利用这部分热量,节约能源,采用热装直轧或连浇连轧工艺。
二钢热凝固过程是液体转变固体的加工过程凝固是发生在铸坯传热过程中的主要现象,铸坯在运动过程中凝固,实质是固——液交界面潜热的释放和传递过程。
1.凝固温度区间(T L-T S)将液体转变成固体加工过程。
这时在固——液交界面有个脆性区,其强度σ=0;收缩率ψ=0。
极易在此区产生裂纹,因此称裂纹敏感区。
固——液界面糊状区。
晶体强度和塑性都非低或称临界强度,如这时受到外力作用。
如热应力,鼓肚应力,矫直力等超上述临界值(ó为1-3N/mm2,由应变到断裂的临界应变为0.2-0.4%)产生裂纹和偏析裂纹。
2.在二冷区受喷水冷却时在这个区已凝固坯壳不断进行线收缩和坯壳温度分布不均匀性及坯壳鼓胀和夹辊不完全对中等原因,是坯壳受到机械和热应力的作用(有时是反复的)也易使铸坯产生裂纹。

连铸坯的凝固与传热过程研究作者:肖强来源:《中国新技术新产品》2012年第19期摘要:凝固过程实质是传热过程,钢水的凝固实际上是一个强制冷却、加速钢液传热的过程。
钢水从结晶器开始凝固,使铸坯形成均匀且具有一定厚度的坯壳,保证足够的强度。
凝固过程是在凝固温度区间液体转变为固体的加工过程,已凝固坯壳的冷却是经历形变“热处理”过程。
关键词:凝固;结晶器;二冷系统;传热中图分类号:TF77 文献标识码:A二、结晶器冷却1结晶器的热交换结晶器是一个非常强的热交换器,结晶器内坯壳厚度的生长取决于钢水向结晶器冷却水的传热速率,而传热速率又受到整个过程所需克服的热阻影响,热阻包括:(1)钢水与坯壳界面的对流传热;(2)凝固壳本身的传导传热;(3)坯壳与铜管界面的热阻,坯壳26%、气隙71%、铜管壁1%。
气隙起到决定性作用。
坯壳厚度与凝固时间成平方根关系;(4)结晶器铜壁的热传导;(5)冷却水与结晶器铜管壁的热传导。
2铸坯在结晶器内的凝固可用平方根公式计算3结晶器长度的确定确定结晶器长度的主要依据是铸坯出结晶器下口时的坯壳最小厚度。
若坯壳过薄,铸坯就会出现鼓肚变形,甚至拉漏。
对于大断面铸坯,要求坯壳厚度大于15mm;小断面铸坯为8~10mm。
结晶器长度一般在700~900 比较合适;但也有1200mm长的;现在大多数倾向于把结晶器长度增加到900mm,以适应高拉速的需要。
理论计算表明,结晶器热量的50%是从上部导出的,结晶器下部只起到支持作用;因而过长的结晶器无益于坯壳的增厚,所以没有必要选用过长的结晶器。
4结晶器的倒锥度5影响结晶器传热的因素(1)坯壳、坯壳与结晶器壁之间气隙、结晶器壁、结晶器与冷却水间界面。
(2)设计参数对结晶器传热的影响结晶器锥度、结晶器长度、结晶器内表面形状、结晶器材质、结晶器壁厚度。
(3)操作工艺对结晶器传热的影响:拉速、过热度、结晶器润滑剂、结晶器冷却水流速和温度.三、二冷区冷却1 在二冷区内铸坯的冷却情况与在结晶器内有很大的不同在二冷区,主要的散热方式是表面喷水强制冷却。
连铸坯的凝固原理
连铸坯的凝固原理是指在连续铸造过程中,将液态金属通过连铸机的直接接触传热,使其迅速凝固成为固态坯料。
其凝固原理主要包括以下几个方面:
1. 凝固传热:连铸坯的凝固过程是通过凝固传热实现的。
当液态金属与凝固器壁接触时,通过壁传导热量,将热量从液体中抽取,使其温度下降,从而引起凝固。
凝固过程中,液态金属中的热量逐渐转移到凝固器壁上,使液态金属凝固。
2. 菌晶凝固:连铸坯的凝固过程中形成的是菌晶结构。
在凝固过程中,凝固核的形成与扩展是菌晶凝固的核心。
凝固核的形成主要通过异质核形成机制,即固相杂质在液相中起到导向凝固核形成的作用。
在凝固核形成之后,扩展也是通过液态金属中的固相杂质扩散到凝固界面来实现的。
3. 凝固前区域形态演变:连铸坯凝固前区域是指离开凝固器壁距离较远的区域,此区域的凝固过程是从纯凝固到凝固核形成的过程。
在这个过程中,液态金属的温度逐渐下降,会引起结晶核的形成和繁殖。
在凝固前区域中,由于热量的传导和质量的迁移,形成了柱状晶区。
4. 凝固后区域形态演变:连铸坯凝固后区域是指靠近凝固器壁边界附近的区域,此区域的凝固过程是进一步形成坯料的过程。
在凝固后区域中,凝固核逐渐形成,晶核之间相互连结,最终形成了连续的晶体结构。
连铸坯的凝固原理是液态金属通过传导传热和纯凝固形成晶核,然后通过晶核的繁殖和晶体的连结形成连续的晶体结构,最终实现连铸坯的凝固。
连铸工艺与设备连铸的工艺流程与设备连铸工艺是现代钢铁产业中的一种重要工艺,用于生产连续坯料,取代了传统的铸造方法。
连铸工艺可以提高产能和质量,并减少能源消耗。
连铸工艺的基本流程包括:熔炼、净化、调质、铸型和冷却。
下面将详细介绍每个步骤以及所使用的设备。
1.熔炼:连铸工艺的第一步是将原料熔化成液态金属。
通常使用高炉或电炉进行熔炼。
高炉熔炼常用于大规模连铸生产,而电炉熔炼常用于小规模生产和特殊钢种。
2.净化:熔化后的金属通常含有杂质,如硫、氧化物和杂质金属。
净化的目的是去除这些杂质,提高金属的质量。
常用的净化方法包括氧气吹炼、脱氧剂和渣化剂的添加。
3.调质:连铸生产中的钢种通常需要具有特定的性能,如强度和韧性。
为了实现这些性能要求,可以通过加入一定比例的合金元素进行调质。
调质可以通过在熔炼过程中添加合金元素,也可以在连铸过程中通过急冷或深冷处理实现。
4.铸型:连铸工艺的核心步骤是将熔化的金属倒入连续铸模中,并形成连续坯料。
连铸机是实现这一步骤的关键设备。
连铸机通常由铸模、浇注系统、冷却系统和收缩系统等组成。
-铸模:铸模是用于形成坯料形状的关键部分,通常由耐火材料制成。
铸模由多个细长的连续铸模组成,形成钢坯的形状。
铸模的冷却系统用于控制钢坯的温度和形状。
-浇注系统:浇注系统用于将熔化金属引入铸模,通常由浇注槽、分流器和导流板等组成。
浇注系统的设计和控制是影响连铸质量的重要因素。
-冷却系统:连铸过程中,冷却系统起到冷却钢坯并凝固的作用,以形成坯料。
连铸机的冷却系统通常由冷却水道和冷却喷嘴组成。
-收缩系统:收缩系统用于控制钢坯在冷却过程中的收缩,以避免出现内部缺陷。
收缩系统通常包括伸缩器、定位器和收缩量控制装置。
5.冷却:连铸过程中,钢坯会在铸模和冷却系统中逐渐凝固,并形成连续坯料。
冷却过程中,冷却水道和冷却喷嘴将水喷洒到钢坯上,以加快冷却速度和均匀性。
总结来说,连铸工艺是通过将熔融金属倒入连续铸模中,利用连铸机的浇注系统和冷却系统,控制金属的凝固和收缩过程,最终获得连续坯料。

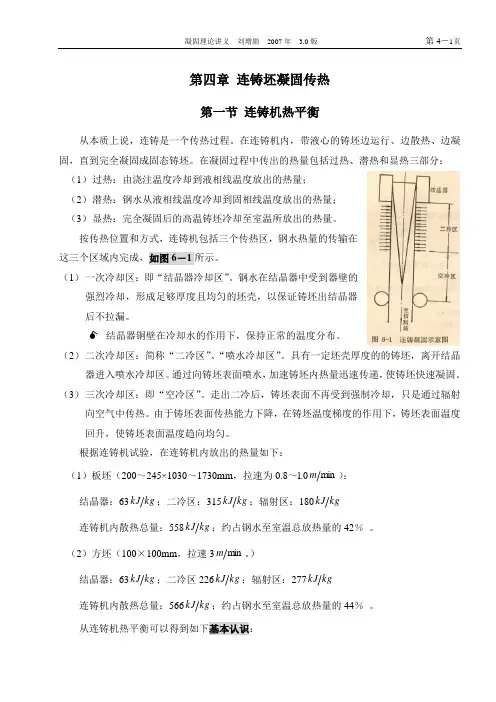
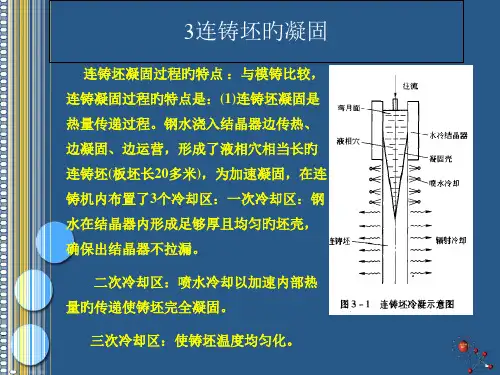
第四章 连铸坯凝固传热第一节 连铸机热平衡从本质上说,连铸是一个传热过程。
在连铸机内,带液心的铸坯边运行、边散热、边凝固,直到完全凝固成固态铸坯。
在凝固过程中传出的热量包括过热、潜热和显热三部分:(1) 过热:由浇注温度冷却到液相线温度放出的热量;(2) 潜热:钢水从液相线温度冷却到固相线温度放出的热量;(3) 显热:完全凝固后的高温铸坯冷却至室温所放出的热量。
按传热位置和方式,连铸机包括三个传热区,钢水热量的传输在这三个区域内完成,如图6-1所示。
(1) 一次冷却区:即“结晶器冷却区”。
钢水在结晶器中受到器壁的强烈冷却,形成足够厚度且均匀的坯壳,以保证铸坯出结晶器后不拉漏。
结晶器铜壁在冷却水的作用下,保持正常的温度分布。
(2) 二次冷却区:简称“二冷区”、“喷水冷却区”。
具有一定坯壳厚度的的铸坯,离开结晶器进入喷水冷却区。
通过向铸坯表面喷水,加速铸坯内热量迅速传递,使铸坯快速凝固。
(3) 三次冷却区:即“空冷区”。
走出二冷后,铸坯表面不再受到强制冷却,只是通过辐射向空气中传热。
由于铸坯表面传热能力下降,在铸坯温度梯度的作用下,铸坯表面温度回升,使铸坯表面温度趋向均匀。
根据连铸机试验,在连铸机内放出的热量如下:(1)板坯(200~245×1030~1730mm ,拉速为0.8~l.0min m ):结晶器:63kg kJ ;二冷区:315kg kJ ;辐射区:180kg kJ连铸机内散热总量:558kg kJ ;约占钢水至室温总放热量的42% 。
(2)方坯(100×100mm ,拉速3min m 。
)结晶器:63kg kJ ;二冷区226kg kJ ;辐射区:277kg kJ连铸机内散热总量:566kg kJ ;约占钢水至室温总放热量的44% 。
从连铸机热平衡可以得到如下基本认识:(1)在连铸机内放出的热量占钢水总热量的约40%,其余60%热量是切割后放出的;(2)钢水凝固过程中放出的40%热量,对铸坯结构、质量和铸机生产率有明显影响。
连铸工艺设备连铸坯凝固与传热引言连铸工艺是一种将熔融金属直接浇铸成坯料的生产工艺,它在金属压延生产中起着至关重要的作用。
连铸工艺设备包括连铸机、结晶器、辊道、切割机等,其中连铸机是连铸工艺设备的核心部件。
连铸坯在连铸过程中涉及到坯料的凝固与传热问题,本文将重点探讨连铸坯的凝固与传热机理以及影响因素。
连铸坯的凝固过程连铸坯在从熔融态到凝固态的过程中,经历了凝固壳形成、凝固壳增厚和坯心凝固三个阶段。
凝固壳形成当熔融金属从连铸机中流出,并接触到结晶器内壁时,由于结晶器内壁温度较低,熔融金属迅速冷却并凝固。
这一过程称为凝固壳形成阶段。
在凝固壳形成阶段,连铸坯在结晶器中逐渐形成一个厚度较小的凝固壳,凝固壳内部为固态金属,外部为未凝固的熔融金属。
凝固壳增厚凝固壳形成后,熔融金属继续从连铸机中流出,并沿着凝固壳的外表面凝固。
这一过程称为凝固壳增厚阶段。
在凝固壳增厚阶段,连铸坯的凝固壳逐渐增厚,同时熔融金属逐渐减少。
坯心凝固当凝固壳增厚到一定程度时,熔融金属在连铸坯内部逐渐凝固,形成坯心。
这一过程称为坯心凝固阶段。
在坯心凝固阶段,凝固壳继续增厚,坯心逐渐凝固,直到整个连铸坯全部凝固为止。
连铸坯的传热机理连铸坯的凝固过程涉及到传热问题,主要有自由传热和辐射传热两种机制。
自由传热自由传热是指连铸坯的凝固过程中,熔融金属与连铸坯表面之间的传热。
自由传热主要通过导热的方式进行,即熔融金属中的热量通过凝固壳传导到连铸坯的表面,并与外界环境进行热交换。
辐射传热辐射传热是指连铸坯的凝固过程中,凝固壳和周围环境之间的传热。
凝固壳表面向外辐射热量,同时从外界环境也会接收到辐射热量,形成辐射传热。
辐射传热是由于凝固壳和周围环境的温度差异而产生的,它的大小与温度差、发射率等因素有关。
影响连铸坯凝固与传热的因素连铸坯的凝固与传热过程受到多种因素的影响,主要包括以下几个方面:温度金属熔融温度和结晶器内壁的温度是影响连铸坯凝固与传热的重要因素。