第三章刀具几何角度的选择
- 格式:ppt
- 大小:547.00 KB
- 文档页数:30


金属切削刀具是切削加工中的重要工具,也是切削加工中影响生产率、加工质量与成本的最活跃的因素。
刀具角度是确定刀头几何形状与切削性能的重要参数,是各类刀具设计、选择、使用、刃磨的基础。
全面掌握刀具的角度,对提高生产率、保证加工质量、降低生产成本起着决定性的作用。
一、了解刀具的组成刀具可分为夹持部分和切削部分,刀具切削部分(以车刀为例)号称“三面两刃一尖”,即前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖。
前刀面Aγ:切屑流出的表面。
主后刀面Aα:切削时刀具上与工件过渡表面相对的表面。
C、副后刀面A′α:切削时刀具上与工件已加工表面相对的表面。
主切削刃S:前刀面与主后刀面的交线,切削时起主要切削作用。
副切削刃S′:前刀面与副后刀面的交线,切削时起辅助作用。
刀尖:指主切削刃与副切削刃的连接处相当少的一部分切削刃,分为修圆刀尖和倒角刀尖。
二、识别刀具角度的几个辅助平面用于定义和规定刀具角度的各辅助基准坐标平面,只是假定参考,事实上看不见,摸不着。
其中包括:切削平面Ps ——通过切削刃上一点,并与加工表面相切的平面;基面Pr ——过主切削刃选定点,并与该点的切削速度方面垂直的平面;主截面Po ——过主切削刃选定点与基面,主切削平面两两垂直的平面。
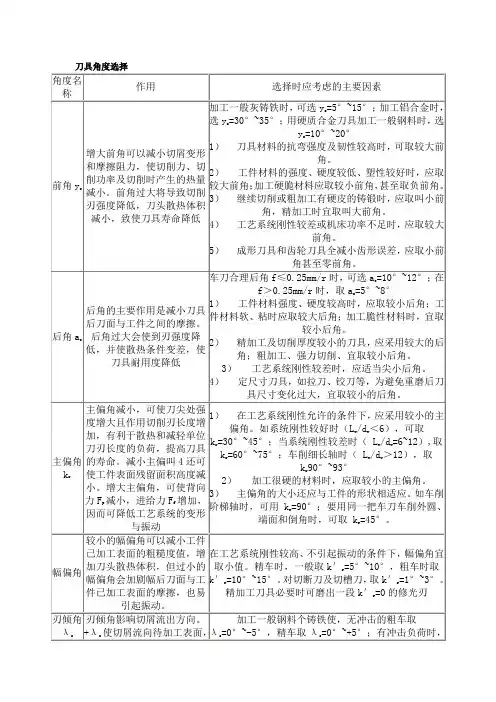
三、认识刀具的几何角度1.前角(γo)——刀具前刀面与基面的夹角,在主截面内测量前角的大小决定了刀具的锋利程度,前角越大,刀具越锋利。
前角大,切削层的塑性变形小,刀具和切屑摩擦阻力小,切削力和切削热可降低;但前角过大,会使切削刃和刀头强度降低,散热条件恶化,刀具寿命下降;有时为了增加刀具强度、断屑,常采用较小前角。
2.主后角(αo)——主后刀面与切削平面之间的夹角,简称后角后角的大小决定了刀刃的强度,并配合前角改变切削刃的锋利程度。
增加后角,可以减少刀具的后刀面或副后刀面与工件之间的摩擦,但后角过大,会减弱切削刃强度,并恶化散热条件,使刀具寿命下降。
3.副后角(α'o)——副后刀面与副切削平面的夹角它在副截面上测量产生,其作用与主后面相似(注:副截面是指κ垂直于副切削刃且垂直于基面的平面)。

刀具几何角度的作用及选择原则刀具的几何角度对加工质量、切削力和切削温度等有很大的影响,正确的选择刀具几何角度可以提高切削效率和工件表面质量。
本文将从切削角、主偏角、切削刃前角和切削刃后角四个方面来探讨刀具几何角度的作用及选择原则。
一、切削角切削角是刀具主切削面与工件切削表面的夹角,一般分为正的和负的两种情况。
1.正切削角:也称为刀具顶角,是指刀具主切削面与工件切削表面夹角大于90°的情况。
正切削角有利于降低切削力和切削温度,减少刀具磨损。
因此,在切削硬材料或脆性材料时,一般选择正切削角。
但是正切削角也会增大刀具与工件接触面积,增加切削力,从而需要更大的功率投入。
2.负切削角:也称为刀具反角,是指刀具主切削面与工件切削表面夹角小于90°的情况。
负切削角能降低切削力和切削温度,提高切削稳定性和切削质量。
因此,在切削软材料或难切削材料时,一般选择负切削角。
然而,负切削角的刀具易产生振动,增加切削噪声,且不易控制切削深度。
在实际应用中,切削角的选择应根据材料的性质、切削目标和加工条件综合考虑,一般需要通过试切试验来确定最佳切削角。
二、主偏角主偏角是刀具俯仰角,是指刀具主切削面与铣削切削方向之间的夹角。
主偏角的大小会直接影响刀具的切削力和切削质量。
1.大主偏角:大主偏角可以降低刀具的切削力和切削温度,提高切削稳定性和切削质量。
大主偏角适用于切削精度要求高、切削深度相对较小、切削速度相对较低的情况。
2.小主偏角:小主偏角可以提高刀具的切削效率和切削速度,适用于切削深度相对较大、切削速度相对较高的情况。
然而,小主偏角容易导致切屑的卡刀现象,增加刀具磨损和加工表面粗糙度。
主偏角的选择应结合切削效率和切削质量的要求,同时考虑刀具的刚度和加工条件等因素。
三、切削刃前角切削刃前角是刀具切削刃前的锥度角,主要影响刀具的切削稳定性和切削质量。
1.大切削刃前角:大切削刃前角可以增加切削深度和切削范围,提高切削效率和切削速度。