第四章 凝固过程中的传热讲解
- 格式:ppt
- 大小:5.38 MB
- 文档页数:41
液态金属凝固过程中的传热与传质摘要:液态金属熔体中传热和传质过程的改变会影响晶体的形核和生长,从而影响凝固组织。
本文介绍了液态金属凝固的原理,凝固过程中传热“一热、二迁、三传”的特点,以及凝固过程中的传质及其基本问题。
传热与传质的研究方法包括解析法、实验法、数值模拟法等。
我国许多研究者对凝固过程中的传热和传质问题进行了研究,高新技术方面热质传递现象的机理和特有规律是今后重点发展的研究领域。
关键词:金属凝固;传热和传质;界面;溶质再分配在金属的热态成形过程中,常常伴随着金属液的流动、气体的流动、金属件内部和它周围介质间的热量交换和物质转移现象,即动量传输、热量传输和质量传输现象。
液态金属熔体中传热和传质过程的改变会影响晶体的形核和生长,从而影响凝固组织[1-2]。
因此,只有正确和深入研究金属凝固过程中的传输现象,才能有助于建立正确的凝固过程理论模型。
1 金属凝固过程的传热与传质1.1 金属凝固过程中的传热在凝固过程中,伴随着潜热的释放、液相与固相降温放出物理热,定向凝固时,还需外加热源使凝固过程以特定的方式进行,各种热流被及时导出,凝固才能维持。
宏观上讲,凝固方式和进程主要是由热流控制的。
金属凝固过程的传热特点可以简明的归结为“一热、二迁、三传”[3-5]。
“一热”即在凝固过程中热量的传输是第一重要的,它是金属凝固过程能否进行的驱动力。
凝固过程首先是从液体金属传出热量开始的。
高温的液体金属浇入温度较低的铸型时,金属所含的热量通过液体金属、已凝固的固体金属、金属-铸型的界面和铸型的热阻而传出。
凝固是一个有热源非稳态传热过程。
“二迁”指在金属凝固时存在着两个界面,即固相-液相间界面和金属-铸型间界面,这两个界面随着凝固进程而发生动态迁移,并使得界面上的传热现象变得极为复杂。
图1为纯金属浇入铸型后发生的传热模型示意,由图可见在凝固过程中随着固相-液相间界面向液相区域迁移,液态金属逐步变为固态,并在凝固前沿释放出凝固潜热,并随着凝固进程而非线性地变化。
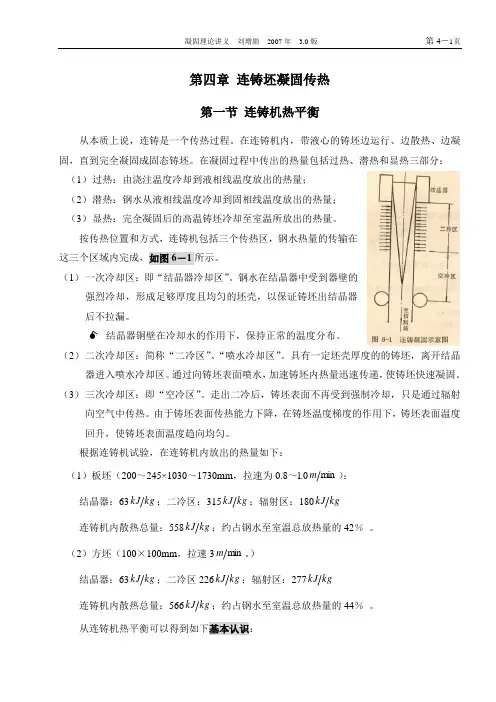
第四章 连铸坯凝固传热第一节 连铸机热平衡从本质上说,连铸是一个传热过程。
在连铸机内,带液心的铸坯边运行、边散热、边凝固,直到完全凝固成固态铸坯。
在凝固过程中传出的热量包括过热、潜热和显热三部分:(1) 过热:由浇注温度冷却到液相线温度放出的热量;(2) 潜热:钢水从液相线温度冷却到固相线温度放出的热量;(3) 显热:完全凝固后的高温铸坯冷却至室温所放出的热量。
按传热位置和方式,连铸机包括三个传热区,钢水热量的传输在这三个区域内完成,如图6-1所示。
(1) 一次冷却区:即“结晶器冷却区”。
钢水在结晶器中受到器壁的强烈冷却,形成足够厚度且均匀的坯壳,以保证铸坯出结晶器后不拉漏。
结晶器铜壁在冷却水的作用下,保持正常的温度分布。
(2) 二次冷却区:简称“二冷区”、“喷水冷却区”。
具有一定坯壳厚度的的铸坯,离开结晶器进入喷水冷却区。
通过向铸坯表面喷水,加速铸坯内热量迅速传递,使铸坯快速凝固。
(3) 三次冷却区:即“空冷区”。
走出二冷后,铸坯表面不再受到强制冷却,只是通过辐射向空气中传热。
由于铸坯表面传热能力下降,在铸坯温度梯度的作用下,铸坯表面温度回升,使铸坯表面温度趋向均匀。
根据连铸机试验,在连铸机内放出的热量如下:(1)板坯(200~245×1030~1730mm ,拉速为0.8~l.0min m ):结晶器:63kg kJ ;二冷区:315kg kJ ;辐射区:180kg kJ连铸机内散热总量:558kg kJ ;约占钢水至室温总放热量的42% 。
(2)方坯(100×100mm ,拉速3min m 。
)结晶器:63kg kJ ;二冷区226kg kJ ;辐射区:277kg kJ连铸机内散热总量:566kg kJ ;约占钢水至室温总放热量的44% 。
从连铸机热平衡可以得到如下基本认识:(1)在连铸机内放出的热量占钢水总热量的约40%,其余60%热量是切割后放出的;(2)钢水凝固过程中放出的40%热量,对铸坯结构、质量和铸机生产率有明显影响。
本章要点:主要讨论凝固过程的液体金属流动和金属的凝固传热特点固传热特点,,包括包括::4 凝固过程的液体金属流动和传热1(1) 枝晶间金属流动的速度方程枝晶间金属流动的速度方程;;(2) 铸锭凝固传热的微分方程及由此确定影响传热的主要因素传热的主要因素。
(3) 三种凝固方式(顺序凝固顺序凝固、、同时凝固同时凝固、、中间凝固)的区别及对应的控制方法在浇筑和凝固过程中在浇筑和凝固过程中,,液体金属时刻在流动 包括对流和枝晶间的黏性流动液体金属流动是一种动量传输过程液体金属流动是一种动量传输过程,,是铸锭成型是铸锭成型、、传热传热、、传质的必要条件浇筑和凝固过程中的特性1 凝固过程液体金属的流动是一种动量传输过程是一种动量传输过程。
浇注时流柱冲击引起的动量对流动量对流。
金属液内温度和浓度不均引起的1.1 液体金属的对流对流成因:3自然对流自然对流。
电磁场或机械搅拌及振动引起的强制对流。
对于连续铸锭对于连续铸锭,,由于浇注和凝固同时进行由于浇注和凝固同时进行,,动量对流会连续不断地影响金属液的凝固过程属液的凝固过程,,如不采取适当措施均布液流不采取适当措施均布液流,,过热金属液就会冲入液穴的下部。
动量对流强烈时动量对流强烈时,,易卷入大量气体易卷入大量气体,,增加金属的二次氧化增加金属的二次氧化,,不利于夹渣的上浮,应尽量避免应尽量避免。
立式半连续铸锭过程中立式半连续铸锭过程中,,在金属液面下垂直导入液流时在金属液面下垂直导入液流时,,其落点周围会形成一个循环流动的区域成一个循环流动的区域,,称为涡流区。
特征是在落点中心产生向下的流股的流股,,在落点周围则引起一向上的流股的流股,,从而造成上下循环的轴向循环对流。
流注冲击引起的对流4影响流注穿透深度因素影响流注穿透深度因素:: 浇筑速度 浇筑温度流注在液穴中的穿透深度:沿液穴轴向对流往下延伸的距离 流注落下高度 结晶器尺寸注管直径流注穿透深度随其下落高度的增加而减小流注下落高度增加,其散乱程度增大,卷入的气体多,气泡浮力对流注的阻碍作用增强浇筑速度增大浇筑速度增大,,流注穿透深度增加结晶器断面尺寸减小结晶器断面尺寸减小,,气泡上浮区域减小气泡上浮区域减小,,存留在流注点下方气泡数量相应增加量相应增加,,对流注阻碍作用增强对流注阻碍作用增强,,流注穿透深度减小结晶器断面尺寸减小结晶器断面尺寸减小,,流注落点周围的涡流增强流注落点周围的涡流增强,,流注轴向速度降低流注轴向速度降低,,穿透深度减小6轴向循环对流轴向循环对流,,还会引起结晶器内金属液面产生水平对流,其方向决定着夹渣的聚集地点其方向决定着夹渣的聚集地点。