工业设计表面装饰工艺
- 格式:ppt
- 大小:15.32 MB
- 文档页数:65
艺术装饰风格艺术装饰风格(Art Deco)是20世纪20—30年代主要的流行风格,它生动地体现了这一时期巴黎的豪华与奢侈。
艺术装饰风格以其富图8-1艺术装饰风格的钟丽和新奇的现代感而著称,它实际上并不是一种单一的风格,而是两次世界大战之间统治装饰艺术潮流的总称,包括了装饰艺术的各个领域,如家具、珠宝、绘画、图案、书籍装帧、玻璃、陶瓷等(图8-1),并对工业设计产生广泛的影响。
20世纪30年代早期,艺术装饰风格已成为大众趣味的一个标志。
在法国,风格的概念传统上是与手工艺和强调个性联系在一起的。
第一次世界大战之后,这两个因素再度复苏,并形成了称之为艺术装饰风格的基础。
艺术装饰风格的起源可以追溯到新艺术运动。
新艺术在1900年的巴黎博览会上受到了普通大众的关注,由于它所具有的吸引力,很快就被商业化,但这也导致新艺术渐渐失去了自己的势头。
于是设计师们开始寻求一种前人尚未探索过的新风格,这种新风格既要吸收法国19世纪后期的各种风格,又不落入历史主义的巢穴。
他们认为,新艺术在抛弃传统方面走得太远了,应该将传统的精华与时代的新潮结合起来。
1910年法国装饰艺术家协会成立,其目标是使艺术与设计相结合。
一些新艺术的艺术家改弦易辙,以一种更为简洁的方法来从事装饰艺术,并强调室内设计从家具、墙纸到装饰物品的统一。
这些室内设计师在法国装饰艺术界有很高的地位,他们主要是为富有阶层服务,设计都极为豪华。
一直到20世纪20年代,巴黎依然是法国上流社会荟萃之地。
由于上流人士的赞助,使设计师们能使用昂贵、稀罕的材料创造出有异国情调的风格,以满足悠闲阶层猎奇的需要。
另一方面,设计师们也希望利用人们仰慕虚荣的心理,借助富人的财富来引导人们的审美情趣,将新风格推向大众。
1910年左右,以维也纳分离派和麦金托什为代表的新艺术中的直线派波及法国,对新风格的发展产生了一种新的影响,从历史中寻求灵感的态度开始改变。
同一时期,俄国芭蕾舞在巴黎上演,其鲜明的色彩和服饰也对后来的艺术装饰风格产生了影响。

镀铬镀铬是目前产品造型设计中应用最广泛的镀层品种。
铬是微带蓝色的银白色金属。
不能用做防护性镀层,一般常用铜――锡合金、铜或镍层做底层、以防止基体金属遭受腐蚀。
镀铬层主要有五种类型。
1、防护――装饰镀铬在铜、镍或合金镀层表面上镀一层铬,可获得结晶细密、美观光亮、有像镜面一样的银蓝色光泽(有的称为罩蓝),如汽车、火车、机床以及日常用具外部零件的装饰层。
由于装饰镀铬层明光耀眼,因此,在产品造型中应避免用于大面积的外观装饰表面,以免由于强烈的反光刺激操作者和使用者的眼睛,而引起疲劳。
2、镀黑铬黑色给人一种肃穆、庄严、坚毅的感觉,在机器、仪表、建筑装饰材料、五金用具涂装零件中少不了黑色的组合匹配。
表面装饰工艺获得黑色的方法很多,如涂黑漆、镀锌浸黑、铁及铜墙铁壁件的黑色氧化,铝及镁的化学和电化学氧化及染黑色、镀镍及黑铬等。
从色泽均匀、耐磨、装饰――防护性等方面看,以黑铬的镀层为最佳,主要用于航空、仪表、相机等光学系统中,以及其他产品上用于装饰、作标志等场合。
3、乳白铬乳白铬的特点是无光泽、硬度低、无裂纹网、随镀层厚度的增加,气孔减少、抗蚀性好,在乳白铬镀层作刻度容易,且使用者不感到眼睛疲劳。
乳白铬广泛用于工量具、机械设备中的分度盘、刻度盘、医疗器械等。
4、镀硬铬这种镀层的特点是通过厚的镀层来突出铬层本身的特殊性能。
包括耐热、耐磨损、忍腐蚀,以及低的磨擦系数等。
硬铬一般是直接镀在钢铁件表面,它的用途比较广泛。
例如,高吨位水压机的大型柱塞等大型设备的部件用硬铬。
它的用途比较广泛,许多由于腐蚀、磨损即将报废的部件、设备,如机床主轴、曲轴轴颈等,经过镀硬铬修复后可大大延长使用期限。
5、多孔性镀铬多孔性镀铬是耐磨镀铬的一种特殊形式,所不同的是镀层表面具有网状沟纹或点状孔隙,便于贮存润滑油,从而减小镀铬工件与其滑动配合工件间的摩擦,提高工件的耐磨性。
主要用于内燃机的汽缸内腔,活塞环、滑动轴承、机床主轴等。
镀银银是一种白色光亮、可锻、可塑及具有极强反光能力的贵金属。
1,简述电镀的基本原理电镀是通过电解方法在固定表面上获得金属沉积层的过程。
其目的在于改变固定材料的表面特性,改善外观,提高耐蚀、耐磨及减摩性能;制成特定成分和性能的金属覆盖层,提供特殊的电、磁、光、热等表面特性和其他物理性能等。
2,简述化学镀的基本原理化学镀是指在没有外加电流通过的情况下,利用化学方法使溶液中的金属离子还原为金属,并沉积在基本形成镀层的一种表面加工方法。
3,简述热喷涂的加工方法热喷涂技术是采用气体、液体燃料或电弧、等离子弧、激光等作热源,使金属、合金、金属陶瓷、氧化物、碳化物、塑料以及它们的复合材料等喷涂材料奥加热到熔融状态,通过高速气流使其雾化,然后喷射、沉积到经过预处理的工作表面、从而形成附着牢固的表面层的加工方法。
4,简述塑性成型工艺过程及其有哪些成型方法(1)自由锻自由锻是利用冲击力或压力,使金属在上、下砧之间,产生塑性变形而获得所需要形状、尺寸及内部质量锻件的一种加工方法。
(2)模锻使金属胚料在模膛内产生塑性变形,获得所需形状、尺寸以及内部质量锻件的加工方法称为模锻。
由于模膛对金属胚料流动的限制,锻造终了时可获得与模膛形状相符的模锻件。
(3)板料冲压利用冲模在压力机使板料分离或变形,从而获得冲压件的加工方法。
5,什么是焊接焊接通常是指金属的焊接。
是通过加热或加压,或两者同时并用,使两个分离的物体产生原子间结合力而连接成一体的成形方法。
6,试述表面工程的基本含义及其分类对产品的表面进行一系列形、色、质、光、等处理,使之更加宜人、更加完美、更能满足人们多方面的使用要求、是工业设计中必不可少的重要方面。
工业设计中常用的表面处理技术有涂装、电镀、氧化着色等。
按照功能分类有:(1)表面装饰(2)防腐蚀(3)耐磨(4)热功能(5)光、电、磁等特种功能7,试述塑料成型的主要方法1)注射成型2)挤出成型3)压制成型4)吹塑成型5)压注成型6)发泡成型7)铸塑成型8)真空成型8,木材的成型加工工艺是怎样的将木材原料通过木工手工工具或木工机械设备加工成构件,并将其装成制品,再经过表面处理、装饰,最后形成一件完整制品的技术过程,称为木材的成型加工工艺。


塑料是重要的高分子材料,始创于1907年。
经过百年的发展,从人们的日常生活到国家的国防建设,到处都能看到塑料的身影。
这种人工合成材料在人类发展历史上扮演了重要的角色,不仅极大地丰富了人们的物质需求,也潜移默化地影响着人们的消费观念。
毫不夸张地说,当今世界就是一个塑料的世界。
塑料的种类很多,按照用途可分为通用塑料和工程塑料;按照加热时的表现则可分为热固性塑料和热塑性塑料。
与其它材料相比,塑料容易成形、强度高、质量轻、性能稳定、有多种表现形式、适合批量生产,因此成为备受设计师青睐的造型材料。
一般来说,塑料的着色和表面肌理装饰,在塑料成型时可以完成,但是为了增加产品的寿命,提高其美观度,一般都会对表面进行二次加工,进行各种装饰处理。
塑料表面处理分类:1. 表面机械加工处理磨砂与抛光是常见的表面处理技术,也经常用在其它材料如金属、玻璃等的加工。
设计分析:产品名称:“鸡尾酒”可置物帘子设计者:奥利维尔·佩里科特(法国)分析:这个可置物的帘子,是用高频机将磨砂的聚氯乙烯片热封到整张帘子上,形成了126个正方形的口袋,可以放进各种平的、薄的东西,比如信签、明信片、CD等等。
经过磨砂的塑料有一种朦胧感,同时也可以作为房间的隔断来使用,既分割了空间,又有一定的私密感。
产品名称:“Tohot”盐和胡椒摇罐设计者:琼-玛丽·马绍德(法国)分析:该设计采用的材料是半透明的聚丙烯,表面经过了磨砂处理,在光线下给人一种非常柔和的感觉,令人爱不释手。
另外,这两个瓶子是通过内嵌的不锈钢和磁铁连成一体的。
产品名称:“生态”垃圾桶设计者:劳尔·巴别利分析:设计师设计这款垃圾桶是想使其成为一个清洁、小巧、有亲和力的产品。
它分为三个部分:最大的是废料桶,小的是生态桶,可以放在大桶的里面,以及外沿。
使用了不透明的ABS塑料,内壁经过了抛光处理,光滑的表面更加易于清理。
2表面镀覆处理a.热喷涂定义:是一种采用专用设备把某种固化材料加热熔化用高速气流将其吹成微小颗粒加速喷射到基件表面上,形成特制覆盖层的处理技术。
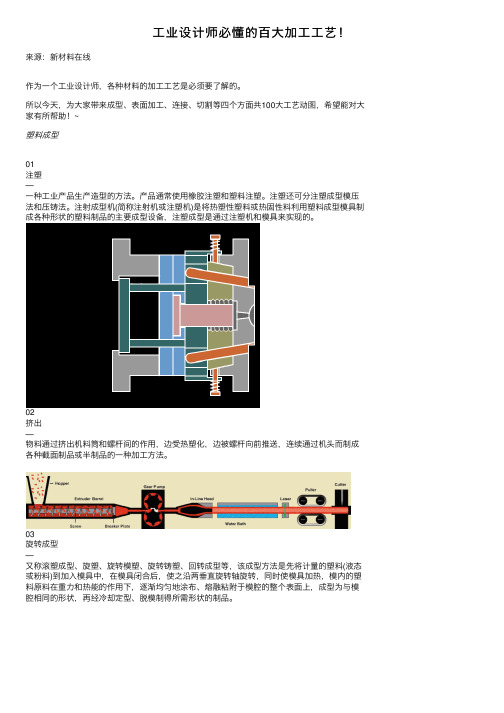
⼯业设计师必懂的百⼤加⼯⼯艺!来源:新材料在线作为⼀个⼯业设计师,各种材料的加⼯⼯艺是必须要了解的。
所以今天,为⼤家带来成型、表⾯加⼯、连接、切割等四个⽅⾯共100⼤⼯艺动图,希望能对⼤家有所帮助!~塑料成型01注塑—⼀种⼯业产品⽣产造型的⽅法。
产品通常使⽤橡胶注塑和塑料注塑。
注塑还可分注塑成型模压法和压铸法。
注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利⽤塑料成型模具制成各种形状的塑料制品的主要成型设备,注塑成型是通过注塑机和模具来实现的。
02挤出—物料通过挤出机料筒和螺杆间的作⽤,边受热塑化,边被螺杆向前推送,连续通过机头⽽制成各种截⾯制品或半制品的⼀种加⼯⽅法。
03旋转成型—⼜称滚塑成型、旋塑、旋转模塑、旋转铸塑、回转成型等,该成型⽅法是先将计量的塑料(液态或粉料)到加⼊模具中,在模具闭合后,使之沿两垂直旋转轴旋转,同时使模具加热,模内的塑料原料在重⼒和热能的作⽤下,逐渐均匀地涂布、熔融粘附于模腔的整个表⾯上,成型为与模腔相同的形状,再经冷却定型、脱模制得所需形状的制品。
04吹塑—也称中空吹塑,是⼀种发展迅速的塑料加⼯⽅法。
热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后⽴即在型坯内通⼊压缩空⽓,使塑料型坯吹胀⽽紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。
05吸塑—⼀种塑料加⼯⼯艺,主要原理是将平展的塑料硬⽚材加热变软后,采⽤真空吸附于模具表⾯,冷却后成型,并应⽤于各⾏各业的⼀种技术⼯艺。
06模压成型—⼜称压制成型或压缩成型,是先将粉状,粒状或纤维状的塑料放⼊成型温度下的模具型腔中,然后闭模加压⽽使其成型并固化的作业.模压成型可兼⽤于热固性塑料,热塑性塑料和橡胶材料。
07压延成型—将熔融塑化的热塑性塑料通过两个以上的平⾏异向旋转辊筒间隙,使熔体受到辊筒挤压延展、拉伸⽽成为具有⼀定规格尺⼨和符合质量要求的连续⽚状制品,最后经⾃然冷却成型的⽅法。
5大创意材料之木材表面处理工艺在产品设计中的应用表面处理工艺在产品设计中的应用(二)--5大创意材料之木材表面处理工艺在产品设计中的应用-- 王婷麦燕来(北京理工大学设计艺术学院)木材是传统的设计材料,自古以来就被用来制作家具和生活器具。
由于它是一种天然的材料,所以也是最富有人情味的材料。
天然的纹理和色泽具有很高的美学价值,但木材也有一些不可避免的缺点,比如节疤、裂纹、易弄污等,也影响了木材的使用效果。
所以,为了达到好的效果,需要对木材进行表面处理来达到满意的设计效果。
从工业设计出发,表面处理的目的首先是美化产品的外观,也即按产品设计的要求调整其表面的色彩、亮度和肌理等。
因此,材料本身具有的外观不符合设计要求时,必须采用适当的表面处理方法进行调整,以满足产品设计的要求。
木材表面处理分类:1.表面基础加工处理a.砂磨定义:用木砂纸在木材表面进行顺木纹方向的来回研磨的工艺。
效果:去除在木加工过程中由于锯、削、刨时将木纤维切割断裂而残留在木材表面上的木刺,使木材表面更平滑。
手段:机械砂磨(利用机器进行抛光、擦亮)、手工砂磨(利用砂纸)。
b.脱色定义:用具有氧化-还原作用的化学药剂对木材进行漂白处理。
效果:使木材表面的色泽获得基本的统一。
常用的脱色剂:双氧水、次氯酸钠、过氧化钠。
c.填孔定义:将填孔料嵌填与木材表面的裂缝、钉眼、虫眼等部位的工艺。
效果:使木料表面平整。
d.染色定义:为了得到纹理优美、颜色均匀的木质表面,木制品一般需要染色。
手段:木材的染色一般可分为水色染色和酒色染色两种。
设计案例分析a.产品名称:笛子制造商:樊迪知制作分析:关于竹笛的制作问题,在我国历史上曾有不少记载,早在公元前二千多年,黄帝命伐竹斩而为十二筒,后来还有荀氏、丘仲、刘和、刘秀等等造笛之说。
在制作过程中将竹皮削去,将竹节打通,用细砂纸将内壁通刷干净,以便发音畅通,使气流振动统一,音色纯正。
最后,在笛身上缠上丝线圈,涂上生漆,保护笛子以免干裂,或磨光,上蜡漆,两头接骨等以作装饰。
注塑件的外表处理及工艺目前已成为个人的标准配备,其重要性已超越手表等个人随身携带的物件,因而产品的新技术开发及应用非常快,为满足求新求变的需求,全球厂商均全力投入开发新技术的应用。
在此专题将介绍塑胶壳的一些外表处理。
塑胶壳的外表处理主要有:电镀,喷涂,外表印刷,IMD,IML 以及机壳的EMI喷涂或蒸镀。
电镀1.1 水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性外表,因为有高亮度,化学镀的外表比拟灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两局部组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂〔去除外表油污〕→ 水洗→ 外表粗化→ 水洗→ 回收→ 水洗→中和除去及复原外表铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成1.2 真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品外表形成金属薄膜的方法,镀层厚度为0.8-1.2uM.将成形品外表的微小凹凸局部填平,以获得如镜面一样的外表,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等外表涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以到达保护蒸镀膜的目的,有时需要实施外表涂布处理(或过量涂布)。
外表涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
1.3 溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)外表,靶材的原子被弹出而堆积在基板外表形成薄膜。
溅镀薄膜的性质、均匀度都比蒸镀薄膜来的好,但是镀膜速度却比蒸镀慢很多。
产品工艺分析主要分析工艺难度作业时间和作业方法作业手段及分析工业产品造型设计风格的形成,有诸多因素,它既与材料、结构有关,又与加工工艺密切相关,美观的造型设计,必须通过各种工艺手段将其制成物质产品,如果没有先进、合理、可行的工艺手段,再先进的结构和美观的造型,也只是纸上谈兵,而实现不了。
此外,即使是同一种款式的造型设计,采用相同的材料,由于工艺方法与水平的差异,也会产生相差十分悬殊的质量效果。
因此,在产品设计分析中,工艺分析是十分重要的内容。
制造工艺对产品的造型效果和质量影响很大,主要从以下几个方面反映出来。
一、工艺方法相同的材料和结构方式,采用不同的工艺方法,所获得的外观效果差异较大。
采用先进的工艺方法就能获得好的造型效果。
反之,即使很好的设计,如果粗制滥造或工艺落后,最终的产品也会一塌糊涂。
例如,同样的零件需要铸造成型,采用翻砂铸造所得零件表面粗糙,尺寸精度很低;如改用腊模型的精密铸造,其表面质量就可提高很多。
所以,较小的精密零件都采用精密铸。
对于金属切削机床,过去是由天轴皮带传动。
机床造型庞大,布局零乱,敞露,操作极不安全,而且由于转速低,工件表面精度不高。
采用齿轮传动方式后,机床造型就变得紧凑,并且是封闭的,操作安全多了。
随着工艺方法的不断更新,新近出现的数控机床、电脑控制的全自动机床,比过去的老机床经济、实用、美观。
加工出的零件质最高,速度快,工人劳动强度低。
在科学不断进步,工艺不断更新的今天,许多过去由手工操作的工作现在都由机器代替了,从而产品的质量有了大幅度提高。
工业容器的椭圆封头,现在已有统一标准。
由专门厂家按特定工艺生产。
比用手工弯板的单件生产质量有了很大提高、现在统一生产的椭圆封头外形圆滑,尺寸精确,生产效率高。
用它组装的锅炉、储罐、反应塔等容器质量也相应提高了。
再如,钢板的成型加工,采用手工方法卷板成型,其外观很难达到平滑整齐,且效率低,劳动强度大。
而采用机器弯板,冷冲工艺,成型准确,产品质量优良,外形美观,棱线分明、平直,生产效率高。