模具零件名称例图
- 格式:xls
- 大小:2.46 MB
- 文档页数:19
五金模具标准件五金模具标准件目录 (2)1、内导柱、导套 (3)2、外导柱、导套 (4)3、内六角螺丝 (8)4、固定销 (10)5、弹簧 (11)6、等高套筒 (14)7、顶料销 (15)8、止符螺丝 (18)9、两用销 (19)10、导正销 (21)11、圆冲子 (23)12、优力胶 (25)13、检测销 (25)第一节:内导柱、导套一、要紧功能:内导柱要紧用于模板间与上、下模间的导正。
内导套要紧与内导柱相配合导正作用。
二、有关代号、规格及参数:1、代号:内导柱为“GP”,如GP20-80=>4 表示内导柱直径为∮20mm,长度为80mm,共4支。
内导套为肩型“GA”与直杆型“GB”,如GA20-25=>4 表示内导套内径为∮20mm,长度为25mm,共4支。
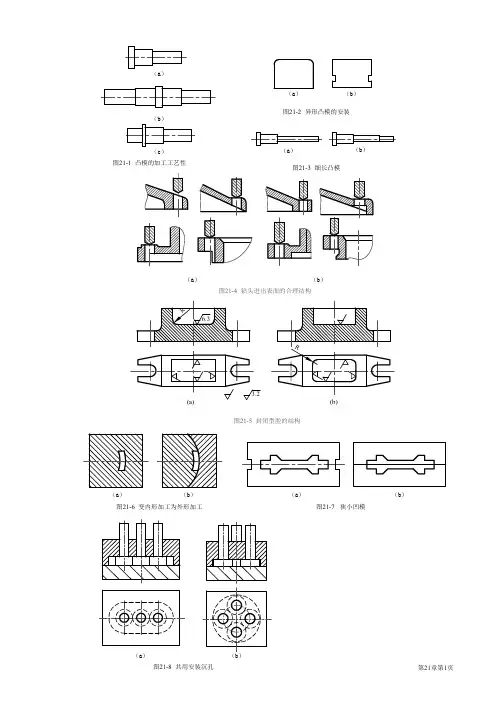
2、规格及参数:(见下图)三、选用原则:1、通常以直径较大的来优先设计,最要紧还是根据模具的大小来选择直径的大小。
2、冲孔(或者连续)模上模内导柱长度选取原则:通常情况下,开模时内导柱伸出打板面15~20MM,例图(a);当下模定位块(或者导料块)等伸出模板面很高时,导柱伸出打板面的长度L=定位块(或者导料块)伸出模板面的长度H+(5-7)MM(保证模具闭模过程中,内导柱先导正,定位块后进入打板)例图(b)(图a) (图b)四、排配原则:1、导柱通常排在模板的四个角落上,其孔边距板边最小处不低于12mm。
2、假如选用两柱,可排在斜对角,也可根据实际情况排。
3、在排配过程中要注意防呆,其防呆通常使用以左下角一孔向料带的平行方向偏移10MM以上来防呆。
4、内导套通常适用于精密模具上,产品形状或者位置要求准确的情况下使用。
第二节:外导柱、导套一、要紧功能:外导柱的功能要紧是用于上、下模的导正,保证上、下模的相对位置。
外导套要紧与外导柱相配合导正作用。
二、有关代号、规格及参数:1、代号:无附钢珠的外导柱、导套为“SGP组件”,如:SGP组件32-120=>4 表示外导柱直径为∮32mm,长度为120mm,无附钢珠的外导柱、导套共4支。
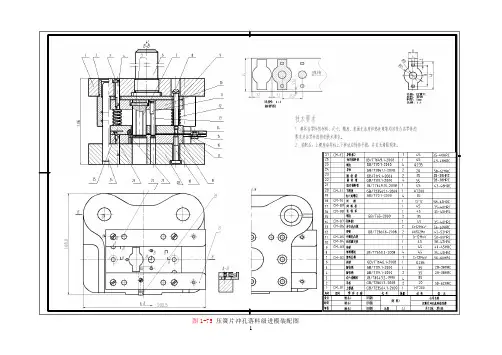
1图1-75 压簧片冲孔落料级进模装配图图1-76凹模零件图图1-82冲方孔凸模零件图图1-83落料凸模零件图图1-85卸料板零件图图1-89导料板1零件图图1-90导料板2零件图图1-91上模座零件图图1-92下模座零件图任务1-2 复合模1—下模座 2—导柱 3—橡胶 4—导套 5—挡料销 6—凸模固定板 7—模柄 8—打杆 9—上模座 10—图1-93 倒装式复合模外观结构图图1-94 落料冲孔复合模主视结构简图上模垫板 11—空心垫板 12—落料凹模 13—导料销 14—卸料板 15—凸凹模固定板 16—下模垫板图1-95倒装式复合模下模俯视外观图图1-96 倒装式复合模外观结构俯视图图1-97 倒装式复合模工作原理2 11—固定挡料销 2—导料销 3—工件3图1-121 垫片冲裁复合模落料凹模零件图图1-123 垫片冲裁复合模上模座零件图图1-124 垫片冲裁复合模凸凹模固定板零件图图1-125 垫片冲裁复合模凸凹模零件图图1-126 垫片冲裁复合模冲孔凸模零件图图1-127 垫片冲裁复合模凸模固定板零件图图1-128 垫片冲裁复合模空心垫板零件图图1-129 垫片冲裁复合模推块零件图图1-130 垫片冲裁复合模下模垫板零件图图1-131 垫片冲裁复合模下模座零件图图1-132 垫片冲裁复合模卸料板零件图任务1-3 弯曲模32图1-138 保持架弯曲模装配图图1-139保持架弯曲模凸模零件图图1-140保持架弯曲模凹模零件图图1-141保持架弯曲模凸模固定板零件图图1-142保持架弯曲模凸模垫板零件图图1-143保持架弯曲模上模座零件图图1-144保持架弯曲模凹模固定板零件图图1-145保持架弯曲模定位块零件图图1-146保持架弯曲模凹模垫板零件图图1-147保持架弯曲模下模座零件图图1-148保持架弯曲模模柄零件图任务4 塑料模图2-24方盒形注射模装配图4445图2-25 推杆固定板零件图46图2-26 型芯零件图47图2-27 型腔零件图48图2-28 定模座板零件图49图2-29 定模板零件图50图2-30 动模板零件图。
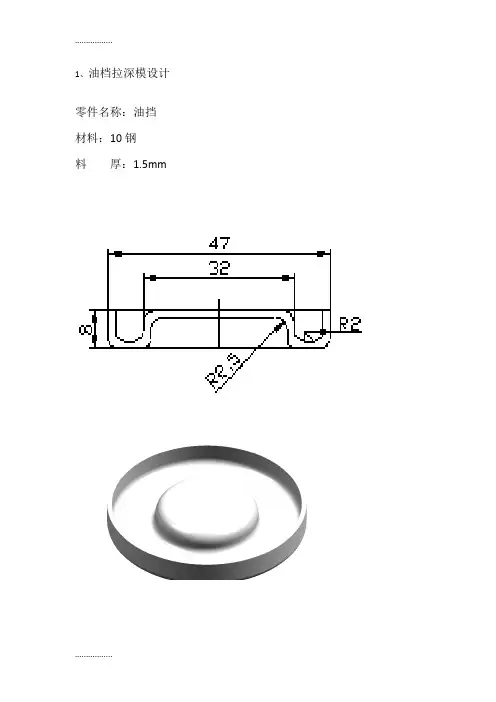
1、油档拉深模设计零件名称:油挡
材料:10钢
料厚:1.5mm
2、撬板冲压工艺及模具设计零件简图如图所示
生产批量:大批量
材料:Q235
材料厚度:4mm
精度等级:IT14级
3、推力滚子轴承外罩冲压模具设计
推力滚子轴承外罩的材料:08或10钢,年产量:6万件。
4、金属盖落料拉深工艺与模具设计
零件名称:盖
生产批量:大批量
材料:镀锌铁皮
厚度:1mm
5、弹簧片五金冲压模设计零件名称:弹簧片
材料:QSn6.5-0.1y
厚度:0.5mm
6、接线片五金模设计
名称:接线片 材料:
7、前灯反光碗拉伸模设计零件名称:前灯反光碗
材料:紫铜
料厚:0.5mm
8、盖复合模设计
零件名称:端盖材料:10钢
料厚:0.5mm。
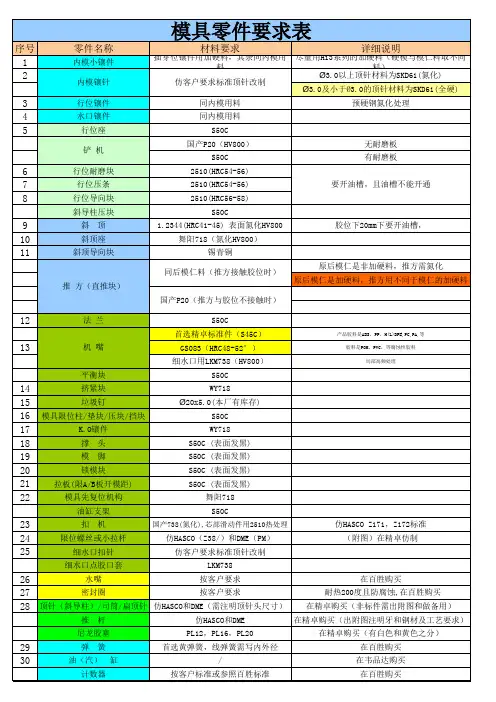
附表15:塑胶模具部件名称及材质与表面处理序号部件名称材质要求硬度要求HRC 表面处理工1 单节圆顶针SKD61 内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理2 圆顶针SKH51 内部:58-60°; 表面: 58-60° 真空处理3 双节顶杆SKD61 内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理4 双节顶杆SKH51 内部:58-60°; 表面: 58-60° 真空处理5 单节顶杆套筒FDAC(SKD61改良型,预硬)内部:38±2°; 表面:HV1000±100° 氮化处理内部:52±2°; 表面:52±2° 真空处理6 双节顶杆套筒FDAC(SKD61改良型,预硬)内部:38±2°; 表面:HV1000±100° 氮化处理内部:52±2°; 表面:52±2° 真空处理7 扁顶SKD61 内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理8 扁顶SKH51 内部:58-60°; 表面: 58-60° 真空处理9 弹弓顶针 1.8159弹簧钢45±3°10 弹弓顶针 1.2101弹簧钢58±2°11 直式梢SKD61 内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理12 直式梢SKH51 内部:60±2°; 表面:60±2° 真空处理13 直式梢SKD11 内部:60±2°; 表面:60±2° 真空处理14 心型梢/各种订制品/射出导引梢SUJ2 60±2°; 高周波15 前端加工直式梢/斜导柱/一段式直式梢SKD61内部:52±2°; 表面:52±2° 真空处理内部:43±2°; 表面:HV1000±100° 氮化处理16 方形销/薄片镶件SKH51 内部:60±2°; 表面:60±2° 真空处理17 导柱SUJ2或SK2 60±2° 高周波18 导套SUJ2 60±2° 高周波19 顶针板导套SUJ2 60±2° 高周波20 顶针板导杆SUJ2 60±2° 高周波21 顶针回位杆SUJ2 60±2° 高周波22 拉料梢SHD61 50±2° 真空处理23 拖梢SUJ2 60±2° 高周波24 斜导柱SUJ2 60±2° 高周波25 机咀S45C/ S50C SR部HRC为50-55° 局部处理26 机咀SHD11 内外部:HRC60±2° 真空处理27 机咀SHD61 内部:36±2°表面:HV1000±100°; 氮化处理28 机咀SHD61 内部:52±2°; 表面:52±2° 真空处理29 注口套铬钢30 带肩点式浇口套SKH51 59-61° 真空处理31 定位圈S45C/ S50C 30° 淬火处理32 间隔垫圈/阻挡垫圈S45C/ S50C 46-50° 淬火处理33 三打螺丝/小拉杆SCM435 38-44° 淬火处理34 圆形定位锥SUJ2 HRC58-62 高周波35 导向滑槽YK30 HRC56-60 真空处理36 导位固定块/定位块YK30 HRC56-60 真空处理37 圆形定位锁/直身定位锁 1.2343 HRC50-56 真空处理38 扣机8620钢HRC58-6239 行位限位夹H13 HRC48-5240 半圆形开闭器白铁SUS404 HRC50-5241 SL形开闭器SCM21 HRC55-6042 B形与E形开闭器SK-2 HRC58-60。
机械加工工序卡片产品型号零(部)件图号SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第1页施工车间工序号工序名称金一10铣平面材料牌号同时加工件数冷却液45钢 1毛坯种类毛坯外形尺寸锻件320×255×65设备名称设备型号设备编号平面铣床X62W每毛坯件数每台件数工序工时11准终单件夹具编号夹具名称通用夹具安装工步内容工艺装备主轴转速(转//分)切削速度(米//分)进给量(毫米//齿)吃刀深度(毫米)走刀次数工时定额刃具量具辅具机动(min)辅助1粗铣后表面盘铣刀Φ400mm游标卡尺921160.18 2 1 2.6描图描校底图号装订号编制(日期)审核(日期)会签(日期)标准化(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号 SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第2页施工车间工序号工序名称金一20铣平面材料牌号同时加工件数冷却液45钢 1毛坯种类毛坯外形尺寸锻件320×255×65设备名称设备型号设备编号平面铣床X62W每毛坯件数每台件数工序工时11准终单件夹具编号夹具名称通用夹具安装工步内容工艺装备主轴转速(转//分)切削速度(米//分)进给量(毫米//齿)吃刀深度(毫米)走刀次数工时定额刃具量具辅具机动(min)辅助1粗铣前表面盘铣刀Φ400mm游标卡尺921160.182 1 2.6 2粗铣四周侧面盘铣刀Φ100mm491154 0.18210.9 描图描校底图号装订号编制(日期)审核(日期)会签(日期)标准化(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号 SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第3页施工车间工序号工序名称金一30铣平面材料牌号同时加工件数冷却液451毛坯种类毛坯外形尺寸锻件320×255×65车间工序号工序名称材料牌号金一40钻孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/转吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻6×Ф20的通孔Ф20钻头0~300/0.021432450.34.910.35描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第5页车间工序号工序名称材料牌号金一50钻孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻两侧2×Ф10孔Ф10钻头0~300/0.021432450.3 4.910.35描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第6页车间工序号工序名称材料牌号金一60扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻4×Ф28的通孔Ф28钻头游标卡尺1432450.31010.24描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第7页车间工序号工序名称材料牌号金一70扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1扩4×Ф20孔的端部至4×Ф28深25Φ28扩孔刀游标卡尺573.25360.121010.24描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01 共19页产品名称塑料瓶盖模具零件名称定模板第8页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第 9 页车间工序号工序名称材料牌号金一90攻丝45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×65设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1攻Ф32.8孔至20mm深Ф32丝锥游标卡尺95.525 1.53810.61描校底图号描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第12页车间工序号工序名称材料牌号金一120特种加工45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1电脉冲加工型腔精密尺寸千分尺描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第13页车间工序号工序名称材料牌号金一130磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1产品名称塑料瓶盖模具零件名称定模板第 14 页车间工序号工序名称材料牌号金一140磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×65设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1磨型腔面砂轮千分尺描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第10页车间工序号工序名称材料牌号金一100珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1镗45×45孔镗刀0~300/0.0295.525 1.53810.61描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第15页车间工序号工序名称材料牌号金一150珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液工步工步内容刀具名称及量具名称及辅具名称及主轴转速切削速度走刀量吃刀深度走刀单件工时定额机动辅助描图号编号编号编号转/分米/分毫米/齿毫米次数(min)1磨浇口套的孔砂轮0~300/0. 02描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第16页车间工序号工序名称材料牌号金一160珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液。