橡胶加工工艺培训教材
- 格式:ppt
- 大小:3.12 MB
- 文档页数:41
炼胶车间基础知识培训第一章:生胶与原材料一、生胶二、配合剂第二章:半成品胶料的生产一、配料二、塑炼三、炼胶四、翻胶五、不合格胶料对制品的影响第三章:工业卫生第四章:安全生产第一章生胶与原材料一、生胶生胶是橡胶制品的主要原材料,常用的生胶主要有:天然胶(NR)、丁腈胶(NBR)、氯丁胶(CR)、三元乙丙胶(EPDM)、顺丁胶(BR)、硅胶(Q)、氟胶(FKM)、丙烯酸脂胶(ACM)、再生胶(RR)等。
其中氟胶、丙烯酸脂胶、丁腈胶、氯丁胶耐油性能好,属耐油性橡胶;三元乙丙胶耐老化性能极佳,在阳光下曝晒3年不见裂纹;氯丁胶具有优良的阻燃性;硅橡胶的耐温性能最宽,可在(-100~300℃)范围内使用。
二、配合剂1、补强剂凡在胶料中主要起补强作用的填料叫做补强剂.常用补强剂有:高耐磨碳黑(HAF)、通用碳黑(GPF)、半补强碳黑(SRF)、快压出碳黑(FEF)、喷雾碳黑、2#气相百碳黑、沉淀白碳黑等等。
2、填充剂凡是在胶料中主要起填充作用的填料叫填充剂。
常用的填充剂有:轻质碳酸钙(CaCo3)、陶土、软木糠等。
3、硫化剂在一定条件下,能使橡胶发生硫化的物质称为硫化剂。
常用的硫化剂有:硫磺(S)、过氧化二异丙苯(DCP)、二硫化四甲基秋兰姆(TMTD)、3#硫化剂、TCY等。
4、促进剂凡能加快硫化反应速度,缩短硫化时间,降低硫化反应温度,减少硫化剂用量,并能够提高或改善硫化胶的物理机械性能的配合剂,称为硫化促进剂。
常用促进剂有:促D、促M、促DM、促TT、促CBS、促BZ、促PZ、促DTDM、促Na—22等等。
它们用量虽少,但对硫化速度具有重要作用。
5、硫化活性剂硫化活性剂又称助促进剂,它的作用是加入橡胶中参与硫化反应过程,提高促进剂的活性,使促进剂进一步充分发挥其最大的促进作用。
常用活性剂有:氧化锌(ZnO)、硬脂酸(SA)等。
6、防焦剂防焦剂也叫硫化迟缓剂.它的作用是使胶料在加工过程中不发生早期硫化现象,但又不妨碍在硫化温度下充分发挥促进剂的作用,从而提高了胶料加工操作的安全性。
橡胶加工工艺培训教材橡胶,同塑料、纤维并称为三大合成材料,是唯一具有高度伸缩性与极好弹性的高聚物。
橡胶的独特加工工艺是通过“硫化”将线型高分子交联成三维网状高分子量聚合物,即由所谓的原料橡胶转变为硫化橡胶,前者一般上称为生橡胶或生胶,而后者叫做橡胶或熟胶。
橡胶的最大特征是弹性模量非常小,仅为2-4Mpa,约为钢铁的1/3000,而伸长率则高达钢铁的300倍;同塑料相比,伸长率虽接近,但模量只有其1/30。
橡胶的拉伸强度约为5-35 Mpa,破坏时的伸长率可达100-800%。
在350%的范围内伸缩,回弹率能达到85%以上,即永久变形在15%以内。
橡胶最宝贵的性能是在-60至+130℃的广泛温度范围内均能保持正常的弹性。
橡胶以及弹性体另一大特征,是它具有相当好的耐气透性以及耐各种化学介质和电绝缘的性能。
某些特种合成橡胶更具备良好的耐油性及耐温性,能抵抗脂肪油、润滑油、液压油、燃料油以及溶剂油的溶胀;耐寒可低到-60至-80℃,耐热可高到180至350℃。
橡胶还耐各种屈挠弯曲变形,因为滞后损失小,往复20万次以上仍无裂口现象。
橡胶第三特征在于它能与多种材料物质并用、共混、复合,由此进行改性,以得到良好的综合性能。
一,生胶原材料、配合剂1.天然橡胶(NR)天然橡胶是从天然植物中获取的以异戊二烯为主要成分和天然高分子化合物。
在世界上,含橡胶的植物,包括乔木、灌木、藤本及草本等科在内,多达800余种。
而品质好,有经济价值的、现今大量种植发展的只有三叶橡胶树一种。
天然橡胶根据制作工艺不同分为烟片胶和风干胶。
三叶橡胶树上流下的白色乳浆,经凝固,压片,干燥而得。
用烟熏干燥的称为烟片胶,不经烟熏,加入催干剂用空气干燥而成的称为风干胶。
产量上,烟片胶占天然橡胶产量的80%以上(其中烟片3号胶又占50-80%)。
天然橡胶的基本性能包括:(1)生胶及配合橡胶的机械强度均很高;(2)具有独特的粘弹性,分子量大,门尼粘度高,需经塑炼软化之后方能使用;(3)无极性化学分子,在润滑油、液压油、燃料油及溶剂油中极易膨润溶胀:(4)滞后损失小,能耐多次屈挠弯曲变形:(5)橡胶分子主链上有不饱和双键,容易用常规简单的硫磺硫化体系硫化,但硫化的橡胶也易发生老化;(6)生产多限于东南亚等热带、亚热带地区,产量受品种、植产胶周期、气候以及各种自然灾害的影响很大。
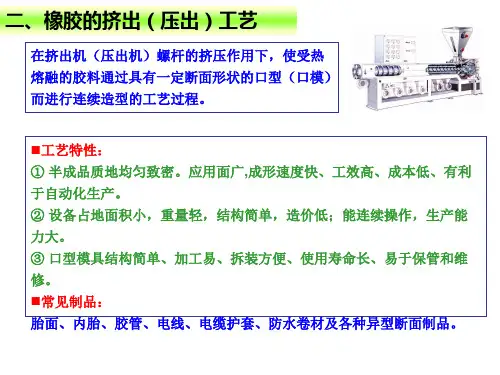
橡胶加工工艺一实训指导书黎明职业大学轻纺工程系高分子教研室目录实验一塑炼工艺实验实验二橡胶配合与开炼机混炼工艺实验三密炼机混炼工艺实验四橡胶硫化特性实验实验五橡胶的硫化工艺实验六配方设计实验------鞋大底实验室安全知识实验一塑炼工艺实验一、塑炼的意义在橡胶加工过程中,对生胶的可塑性是有一定要求的。
而有些生胶很硬、粘度很高、缺乏基本的、必须的工艺性能——良好的可塑性。
为了满足工艺的要求,必须进行塑炼。
经过塑炼的生胶,可塑度将有很大的提高,配合剂易于混入,便于压延、压出、模型花纹清晰、形状稳定,增加了压型、注压胶料的流动性,使胶料易于渗入前卫,并能提高胶料的溶解性和粘着性。
经过塑炼的生胶在混炼时能和活性填充剂、硫化促进剂等发生化学反应,对硫化速度和结合凝胶生成量也产生一定影响。
另外,生胶经过塑炼,质地均一对硫化胶的物理机械性能也有所改善,故塑炼是橡胶加工中的基础工艺之一,是其他加工过程的基础。
二、塑炼设备——开放式炼胶机实验室内现广泛使用6 寸开放式炼胶机进行生胶塑炼。
该机主要工作部分是安装在机架上的两个中空辊筒,后辊的轴承座在机架上并前后位置固定。
前辊的走成座能前后移动,可借安全调距装置调节辊距以适应操作要求。
在辊筒上面设有挡胶板和急刹车装置以适应不同胶量的塑炼、混炼及一旦发生事故时立即刹车用。
机器的传动:是由机箱内的减速电动机通过传动齿轮带动后辊回转,再通过一对速比齿轮带动前辊回转,使两个辊筒以不同速度相对回转,前辊转速为11 米/分,后辊转速为13.5米/分。
前后两辊转速之比称为速比,本机以速比为1:1.22 回转对声胶施加剪切力。
加热、冷却部分:辊筒内设有带孔眼的水管可以使冷却水流过并喷向辊筒内表面,降低辊温,冷却水流出滚筒经排水漏斗排出。
当辊筒内水管通蒸汽时,可用以声高辊温(或用其它建议办法预热辊筒)。
三、塑炼机理这里讲的低温塑炼的机理也就是机械塑炼。
生胶在开放式炼胶机的辊筒上,直接受到机械力的反复作用,异常庞大的橡胶分子在剪切力的作用下,沿着流动方向伸展,使其橡胶分子链上产生局部应力集中,致使分子链断裂,断裂的分子链成了活性游离基,活性游离基与周围的氧或其它游离基接受体结合而稳定,形成了较短的分子,因而增加了可塑度即:在机械塑炼中,由于生胶随着温度降低而粘度增大,作用到生胶的剪切力就增大,使生胶分子短裂的作用也就加强了,可塑度增加了也就快,故在机械塑炼中一般采用较低的辊温进行,因而称为低温塑炼。